二次电池的集流盘焊接夹具及集流盘焊接方法与流程
本发明涉及二次电池,尤其涉及二次电池中集流盘和全极耳电池中卷芯的焊接。
背景技术:
1、目前全极耳电池以成品内阻低工作发热量小,极片电流分布均匀,卷芯圆度更高等优点被市场推崇。传统的有极耳电池是通过在集流体上焊接金属带作为极耳将电流集中并引出至电池钢壳盖板,而全极耳电池(同时也被称为无极耳电池),舍弃了金属带,而是将集流体宽度方向两侧留出空白作为将电流引出的路径,全极耳电池的卷芯将极耳揉平或模切后拍平成为极耳层,再将极耳层分别与正负极集流盘焊接,最后集流盘与外壳、盖板焊接。全极耳电池的制造过程中,集流盘与极耳层的焊接是其中重要的一步,目前的方案是将集流盘通过夹具固定在卷芯极耳层上,然后采用激光焊接的方式焊接在一起,这种方式不能很好将集流盘与卷芯极耳层紧贴在一起,导致焊接不良率较高,并且需要集流盘与卷芯极耳层对位准确,正负极端需要分别焊接,效率较低。
2、故,急需一种可解决上述问题的集流盘焊接方法。
技术实现思路
1、本发明的目的是提供一种二次电池的集流盘焊接夹具及集流盘焊接方法,可实现快速焊接且焊接良品率高。
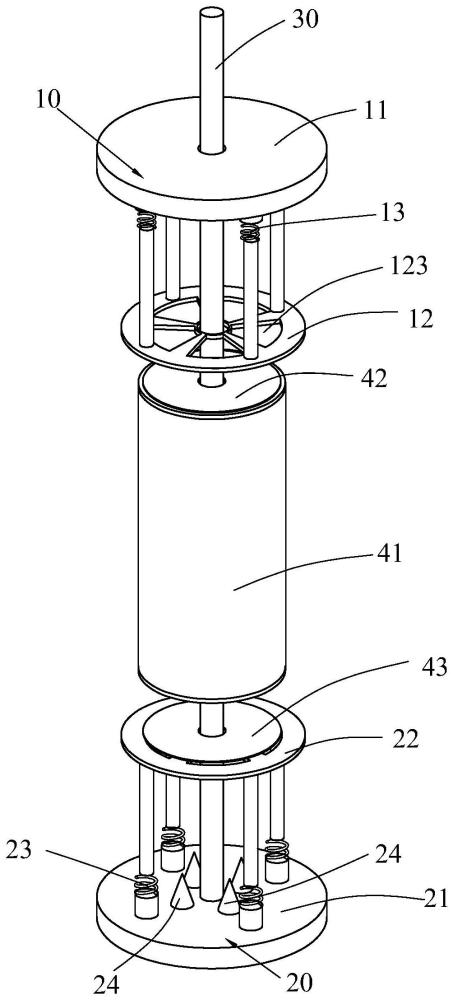
2、为了实现上述目的,本发明提供了一种二次电池的集流盘焊接夹具,用于将待焊接组件中电池卷芯的极耳层和集流盘定位并焊接在一起,包括第一焊接座和第二焊接座,第一焊接座包括第一支撑部、第一基部、设置于所述第一支撑部和第一基部之间的第一弹性件、第一触发开关,以及第一焊接头,所述第一弹性件安装于所述第一支撑部和第一基部之间,所述第一支撑部上具有第一孔槽,所述第一孔槽内安装有第一焊接头,所述第一支撑部和第一基部相对挤压可使得所述第一弹性件压缩变形,所述第一触发开关受所述第一弹性件的压缩变形而触发动作,且所述第一触发开关触发动作控制所述第一焊接头开始激光焊接;第二焊接座包括第二支撑部;所述第一焊接座的第一支撑部和所述第二焊接座的第二支撑部可相对从两侧夹持所述待焊接组件,并在第一弹性件被压缩变形时通过所述第一焊接头将所述电池卷芯的极耳层和集流盘焊接在一起。
3、较佳地,所述第一触发开关安装于所述第一弹性件端部并在所述第一弹性件的触压弹力大于预设值时触发动作;或者,所述第一触发开关安装于所述第一弹性件上并在所述第一弹性件的压缩变形量大于预设值时触发动作。
4、较佳地,所述第二焊接座还包括第二基部、设置于所述第二支撑部和第二基部之间的第二弹性件、第二触发开关,以及第二焊接头,所述第二弹性件安装于所述第二支撑部和第二基部之间,所述第二支撑部上具有第二孔槽,所述第二孔槽内安装有第二焊接头,所述第二支撑部和第二基部相对挤压可使得所述第二弹性件压缩变形,所述第二触发开关受所述第二弹性件的压缩变形而触发动作,且所述第二触发开关触发动作控制所述第二焊接头开始激光焊接。所述第一焊接座的第一支撑部和所述第二焊接座的第二支撑部可相对从两侧夹持所述待焊接组件,并在第一弹性件和第二弹性件被压缩变形时通过所述第一焊接头和第二焊接头将所述电池卷芯两侧的极耳层和两集流盘分别焊接在一起。本方案使得本发明可从电池卷芯的两侧同时将集流盘焊接于上,进一步提高了焊接效率。
5、具体地,所述第二触发开关安装于所述第二弹性件端部并在所述第二弹性件的触压弹力大于预设值时触发动作;或者,所述第二触发开关安装于所述第二弹性件上并在所述第二弹性件的压缩变形量大于预设值时触发动作。
6、具体地,所述待焊接组件的电池卷芯和集流盘上具有中心孔,所述集流盘焊接夹具还包括可穿过所述待焊接组件中心孔的定位杆,所述第二支撑部、所述第一支撑部和第一基部上具有与所述定位杆相匹配并供所述定位杆穿过的定位通孔。定位杆使得电池卷芯和集流盘的对位准确,防止集流盘和卷芯不对齐,且使得第一焊接座和第二焊接座相对挤压时,用力方向可控。
7、更具体地,多个所述第一孔槽为绕所述第一支撑部的中心设置的贯穿孔,多个所述第二孔槽为绕所述第二支撑部中心设置的贯穿孔,所述第一焊接头安装于所述第一基部上,所述第二焊接头安装于所述第二基部上。
8、较佳地,所述第一孔槽为绕所述第一支撑部的中心设置的贯穿孔,所述第一焊接头安装于所述第一基部上。
9、较佳地,所述待焊接组件的电池卷芯和集流盘上具有中心孔,所述集流盘焊接夹具还包括可穿过所述待焊接组件中心孔的定位杆,所述第一焊接座上具有与所述定位杆相匹配并供所述定位杆穿过的定位通孔,所述定位杆的一端安装于所述第二焊接座上,所述定位杆的另一端可依次穿过所述待焊接组件的中心孔和所述第一焊接座的定位通孔。定位杆使得电池卷芯和集流盘的对位精准度高,使得第一焊接座和第二焊接座相对挤压时,用力方向可控,防止集流盘和极耳层之间的贴合不紧密或者由于集流盘偏转造成的部分区域贴合不紧密。
10、本发明还提供了一种集流盘焊接方法,使用如上所述的集流盘焊接夹具进行集流盘焊接,包括以下步骤:提供待焊接组件,所述待焊接组件包括电池卷芯和第一集流盘;将所述待焊接组件组接在一起并夹持在所述第一焊接座的第一支撑部和第二焊接座的第二支撑部之间,且所述第一集流盘的一侧接触所述电池卷芯的第一侧,所述第一支撑部抵触所述第一集流盘的另一侧;相对于所述第二焊接座挤压所述第一焊接座的第一基部,所述待焊接组件被压紧在所述第一支撑部和第二支撑部之间,所述第一弹性件压缩变形,以使所述第一触发开关触发动作以控制所述第一焊接头开始激光焊接,所述第一焊接头穿过所述第一孔槽焊接将所述第一集流盘焊接在所述电池卷芯第一侧的极耳层上。
11、较佳地,所述集流盘焊接夹具中,所述第二焊接座还包括第二基部、设置于所述第二支撑部和第二基部之间的第二弹性件、第二触发开关,以及第二焊接头,所述第二弹性件安装于所述第二支撑部和第二基部之间,所述第二支撑部上具有第二孔槽,所述第二孔槽内安装有第二焊接头,所述第二支撑部和第二基部相对挤压可使得所述第二弹性件压缩变形,所述第二触发开关受所述第二弹性件的压缩变形而触发动作,且所述第二触发开关触发动作控制所述第二焊接头开始激光焊接;所述待焊接组件还包括第二集流盘;将所述待焊接组件组接在一起并夹持在所述第一焊接座的第一支撑部和第二焊接座的第二支撑部之间时,第二集流盘的一侧还接触所述电池卷芯的第二侧,所述第二支撑部还抵触所述第二集流盘的另一侧;相对于所述第二焊接座挤压所述第一焊接座的第一基部时,所述待焊接组件被压紧在所述第一支撑部和第二支撑部之间,以使所述第一弹性件和第二弹性件同时压缩变形,所述第一触发开关和第二触发开关同时触发动作以控制所述第一焊接头和第二焊接头开始激光焊接,所述第一焊接头穿过所述第一孔槽焊接将所述第一集流盘焊接在所述电池卷芯第一侧的极耳层上,所述第二焊接头穿过所述第二孔槽将所述第二集流盘焊接在所述电池卷芯第二侧的极耳层上。
12、与现有技术相比,本发明包括上下一组的第一焊接底座和第二焊接底座,第一焊接底座包括受到弹性件(第一弹性件和第二弹性件)变形激发的触发开关(第一触发开关和第二触发开关),通过第一焊接底座和第二焊接底座从两侧将集流盘和卷芯紧密夹紧,并受力压缩弹性件,挤压力平稳,在挤压时触发触发开关开启焊接头(第一焊接头和第二焊接头)对集流盘进行焊接,达到提高焊接效率,降低焊接不良率。
- 还没有人留言评论。精彩留言会获得点赞!