一种隧道型钢拱架腹板圆孔自动定位切割专机及控制系统的制作方法
本发明涉及型钢拱架开孔,具体为一种隧道型钢拱架腹板圆孔自动定位切割专机及控制系统。
背景技术:
1、公开号为cn113385774a的中国专利公开了一种除尘式钢拱架导管割孔装置,包括支架、平移从动滑动组件、侧面主动滑动组件、升降组件、割孔组件,所述支架的顶面沿轴向设置平移从动滑动组件,所述侧面主动滑动组件位于平移从动滑动组件间隔处的两侧并且设置在支架的顶面一侧,所述升降组件设置在支架的顶面一侧并且与割孔组件配合连接,所述割孔组件位于平移从动滑动组件的正上方,所述平移从动滑动组件上放置代加工型钢。
2、如上述申请,现在隧道型钢拱架腹板圆孔切割方式分为两种形式:
3、一、机器人切孔:如上述申请,其通过机器人配合切割枪完成切孔作业,其存在的缺点包括:
4、1、现有的机器人一般采用的是非接触式红外检测仪,其受光线影响较大,在光线不好、烟雾较大等生产环境恶劣的情况下容易误检测、导致切孔位置不准确。
5、2、切割过程中没有切割弧压检测功能,不能实时调整与切割面距离,一旦型钢拱架有变形,会导致切孔圆度不均或切不透的情况发生。
6、3、更换加工的型钢拱架规格后,切孔参数及冷弯机输送参数也随之变化,施工人员本来就很难掌握机器人示教器的参数调整,更何况还要同时配合调整冷弯机输送参数,更是难上加难。
7、二、人工切孔:人工手持手动等离子切割枪,边量尺、划线,边切割。
8、缺点:1、人工量尺、划线时间过长,且需要两人配合完成量尺工作,浪费劳动力,且完成一根6米长型钢拱架切孔作业,需要15分钟左右;
9、2、切割的孔外形不美观,切孔边缘呈参差不齐的锯齿状,且不圆整,切割精度很差,形位尺寸忽大忽小,不稳定。
技术实现思路
1、为了解决上述问题,本发明提供了一种隧道型钢拱架腹板圆孔自动定位切割专机及控制系统。
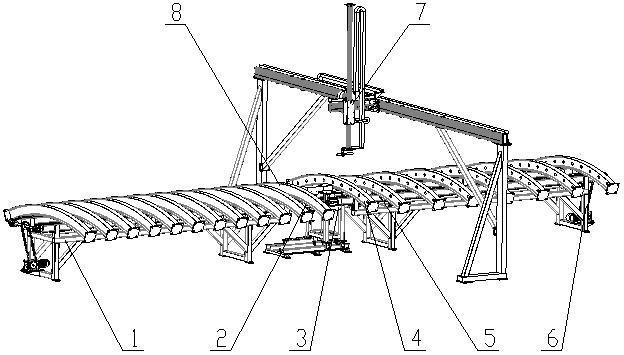
2、本发明采用以下技术方案,一种隧道型钢拱架腹板圆孔自动定位切割专机,包括半成品集料输送线、成品集料输送线、腹板圆孔定位切割机构以及设置在半成品集料输送线和成品集料输送线之间的升降式切割转料车,所述腹板圆孔定位切割机构横跨设置在所述升降式切割转料车上,所述升降式切割转料车用于从半成品集料输送线上自动取料,然后配合腹板圆孔定位切割机构进行加工,加工完成后转移到成品集料输送线上进行输送;
3、所述升降式切割转料车包括转料车轨道座和活动设置在转料车轨道座上的转料车架体,转料车架体上装有转料车升降机构导向杆、转料车升降机构驱动、转料车升降机构下限位开关、转料车升降机构上限位开关、转料车送料到位开关、转料车取料到位开关和转料车驱动,转料车升降平台与转料车升降机构导向杆和转料车升降机构驱动相连接,转料车升降平台上装有转料车升降限位碰撞杆、型钢拱架夹紧机构和型钢拱架限位挡块。
4、作为上述技术方案的进一步描述:所述腹板圆孔定位切割机构包括腹板圆孔定位切割机构架体和设置在腹板圆孔定位切割机构架体的x轴组件,所述x轴组件上设置有y轴组件,所述y轴组件上设置有z轴组件,所述z轴组件上安装有激光测距仪。
5、作为上述技术方案的进一步描述:所述激光测距仪上装有割枪夹紧机构,割枪夹紧机构上夹有切割枪,切割枪上装有接触式检测撞块。
6、作为上述技术方案的进一步描述:所述转料车轨道座上装有转料车移动轨道、转料车驱动齿条、转料车送料到位挡块和转料车取料到位挡块,转料车移动轨道上装有转料车轨道轮,转料车轨道轮上装有转料车架体,转料车驱动上装有转料车驱动齿轮,转料车驱动齿轮与转料车驱动齿条啮合。
7、作为上述技术方案的进一步描述:所述x轴组件包括固定在腹板圆孔定位切割机构架体上的x轴底座,x轴底座上装有x轴传动齿条和x轴滑轨,x轴滑轨上装有x轴滑块,x轴滑块与x轴滑座连接,x轴滑座上装有x轴驱动,x轴驱动上装有x轴传动齿轮,x轴传动齿轮与x轴传动齿条啮合,通过x轴驱动正反转实现x轴滑座及其上承载的所有机构沿x轴滑轨左右滑行。
8、作为上述技术方案的进一步描述:所述y轴组件包括固定在x轴滑座上的y轴底座支座,y轴底座支座上装有y轴底座,y轴底座上装有y轴滑轨和y轴传动齿条,y轴滑轨上装有y轴滑块,y轴滑块上装有y轴滑座,y轴滑座上装有y轴驱动,y轴驱动上装有y轴传动齿轮,y轴传动齿轮与y轴传动齿条啮合,通过y轴驱动正反转实现y轴滑座及其上承载的所有机构沿y轴滑轨前后滑行。
9、作为上述技术方案的进一步描述:所述z轴组件包括安装在y轴滑座上的z轴滑块,z轴滑块上装有z轴滑轨,z轴滑轨与z轴底座相连,z轴底座上装有z轴传动齿条,y轴滑座上装有z轴驱动,z轴驱动上装有z轴传动齿轮,z轴传动齿轮与z轴传动齿条啮合,通过z轴驱动正反转实现z轴底座及其上承载的所有机构沿z轴滑轨上下滑行。
10、作为上述技术方案的进一步描述:所述半成品集料输送线用于输送半成品型钢拱架,且半成品集料输送线上设置有半成品转料到位开关,所述成品集料输送线用于输送成品型钢拱架,且成品集料输送线上设置有成品型钢拱架输送位开关。
11、一种隧道型钢拱架腹板圆孔自动定位切割专机的控制系统,包括一种隧道型钢拱架腹板圆孔自动定位切割专机和控制单元,所述控制单元包括:
12、数据采集模块,用于采集型钢拱架的历史开孔加工数据,所述型钢拱架的历史开孔加工数据为型钢拱架在达标开孔的情况下采集,历史开孔加工数据包括型钢拱架弧长、半径、开孔规格数据以及开孔移动数据,所述开孔规格数据包括孔径数据和孔间距数据,所述开孔移动数据为通过切割枪对型钢拱架进行开孔时,x轴组件、y轴组件和z轴组件的移动数据;
13、模型训练模块,基于历史开孔加工数据训练出预测三轴移动数据的机器学习模型,采集实时待加工的型钢拱架弧长、半径、开孔规格数据,基于训练完成的机器学习模型预测出开孔移动数据;
14、矫正模块,基于预测的三轴移动数据驱动x轴组件、y轴组件和z轴组件移动,带动切割枪移动到打孔位置,通过激光测距仪获取切割枪与切割面距离l1,将与预设切割距离l进行对比,生成矫正间距l2,其中l2=l-l1,基于矫正距离对切割枪的位置进行调整,然后控制切割枪工作,对型钢拱架进行切割加工。
15、作为上述技术方案的进一步描述:所述训练出预测三轴移动数据的机器学习模型的具体方法包括:
16、将采集的历史开孔加工数据转换为对应的一组特征向量;
17、将历史开孔加工数据中,型钢拱架弧长、半径和开孔规格数据作为机器学习模型的输入,所述机器学习模型以每组型钢拱架弧长、半径和开孔规格数据对应的三轴移动数据作为输出,以每组型钢拱架弧长、半径和开孔规格数据实际对应的三轴移动数据作为预测目标,以最小化所述机器学习模型损失函数值作为训练目标,当机器学习模型损失函数值小于等于预设的目标损失值时停止训练。
18、有益效果:
19、本发明提供的一种隧道型钢拱架腹板圆孔自动定位切割专机及控制系统,该隧道型钢拱架腹板圆孔自动定位切割专机由半成品集料输送线、成品集料输送线、腹板圆孔定位切割机构以及设置在半成品集料输送线和成品集料输送线之间的升降式切割转料车组成,通过设置的升降式切割转料车可以实现自动化取料放料以及对型钢拱架的固定,从而配合腹板圆孔定位切割机构自动对型钢拱架进行切割圆孔,实现了自动化完成输料、取料、固定、切割圆孔、放料和送料,极大化地提高了型钢拱架腹板的开孔效率;
20、进一步的,开发了隧道型钢拱架腹板圆孔自动定位切割专机的控制系统,根据型钢拱架弧长、半径、开孔规格数据参数自动生成开孔移动数据,基于开孔移动数据控制x轴组件、y轴组件和z轴组件的移动,从而根据图纸输入型钢拱架弧长、半径、孔径、孔间距已知参数,自动生成开孔移动数据,精准切割,降低了人工操作的难度。
21、再有,增设有激光测距仪和接触式检测撞块,通过激光测距仪可以测量切割枪与切割面之间的距离,基于采集的距离与预设切割距离进行对比,从而对切割枪进行矫正,使整个切割过程中切割与切割面距离一致,确保切割效果,配合设置有接触式检测撞块对切割枪进行定位,通过接触式检测撞块是否与型钢拱架弧形上翼板进行接触,判断切割枪位置是否精确,从而不受光线环境影响,并实现实时位置反馈,进一步提高了该隧道型钢拱架腹板圆孔自动定位切割专机开孔的精确性。
- 还没有人留言评论。精彩留言会获得点赞!