一种锁体半自动化生产工艺以及设备的制作方法
本发明涉及锁体生产的,特别是一种锁体半自动化生产工艺以及设备。
背景技术:
1、门锁是一种生活中常见的日常用品,属于家居安防产品中的重要一类,现有的门锁一般由锁壳和锁芯组成,目前门锁一般采用大批量生产,因此采用全自动化设备进行生产,但是针对部分小型企业,更多涉及的是小批量多种类门锁的生产,因此采用全自动生产设备组装,成本过高,但采用人工装配,费时费力、生产力不高且产品质量参差不齐。
2、有鉴于此,本发明人专门设计了一种锁体半自动化生产工艺以及设备,本案由此产生。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明的一个目的在于提出了一种锁体半自动化生产工艺,通过采用人机结合的组装模式,以适应多规格的锁体生产,克服了目前采用全自动组装设备只能生产单一规格锁体的缺点。
2、本发明的另一个目的在于提出了一种锁体半自动化生产设备。
3、根据本发明提供的一种锁体半自动化生产工艺,包括以下步骤:
4、步骤一,通过至少一人将锁体配件安装或放置于锁体工装上;
5、步骤二,利用扭簧安装机构扭簧安装于锁体工装上的锁体上;
6、步骤三,扭簧安装完成后,盖上盖板并锁紧螺丝;
7、其中,所述锁体工装位于工作架上的环形轨道内循环移动,任意一锁体工作循环一圈以使锁体工装上的锁体组装完成。
8、本发明的半自动化生产工艺通过采用人机结合的组装模式,以适应多规格的锁体生产,克服了目前采用全自动组装设备只能生产单一规格锁体的缺点
9、在本发明的一些实施例中,所述步骤二中还包括涂油脂工序,扭簧安装与涂油脂工序之间没有顺序要求;
10、还包括步骤四,利用第一检测机构检测螺丝是否锁紧到位,利用第二检测机构检测方孔定位杆的旋转角度;
11、步骤五,检测完成后,通过下料机构良品移动至第一输送带,将不良品移动至第二输送带。
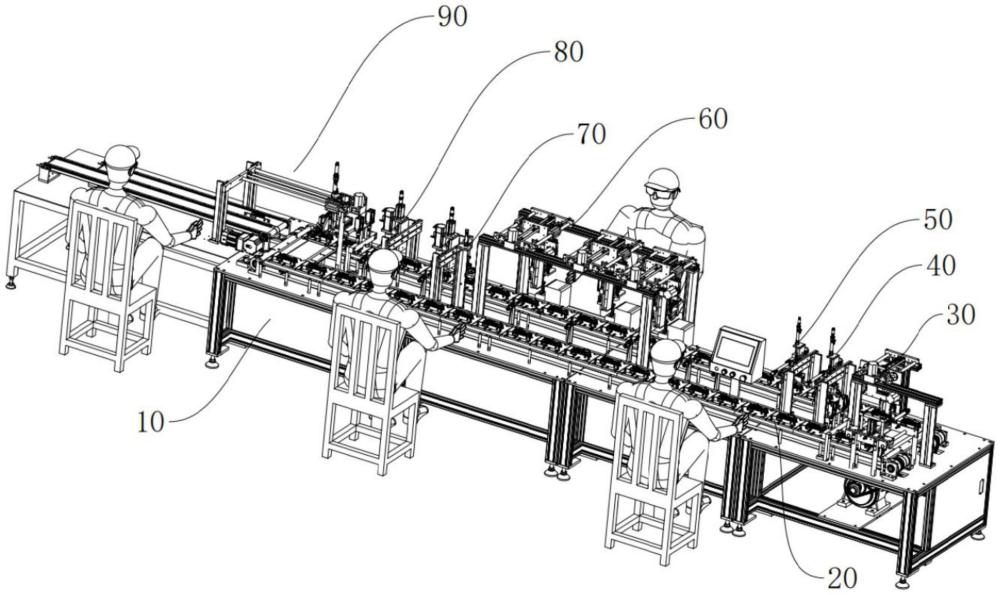
12、根据本发明提供的一种锁体半自动化生产设备,包括设置有环形轨道的工作架、设置于工作架上且位于环形轨道内循环移动的锁体工装,以及至少设置有以下机构中的至少一种:
13、用于对锁体工装上的锁体进行涂油脂的点油脂机构;
14、用于对锁体工装上的扭簧进行安装的扭簧安装机构;
15、用于对锁体工装上的螺丝进行锁紧的锁螺丝机构;
16、用于检测螺丝是否锁紧到位的第一检测机构;
17、用于检测方孔锁舌的第二检测机构。
18、本发明的半自动化生产设备,通过设置带有环形轨道的工作架以及位于环形轨道内的锁体工装,使得部分简易工序可通过人工进行组装,部分难以装配的通过机构进行组装,例如大扭簧与小扭簧的安装、锁螺丝等工序,采用人机结合,仅需更换锁体工装即可适用多种类的锁具组装避免了现有自动化设备只能生产单一门锁的问题。
19、在本发明的一些实施例中,所述点油脂机构、扭簧安装机构以及锁螺丝机构均对应工作架设置,且沿着环形轨道排布。
20、在本发明的一些实施例中,所述工作架包括支撑板、设置于支撑板内侧的第一环形台阶、设置于支撑板外侧的第二环形台阶,所述第一环形台阶与第二环形台阶之间形成所述的环形轨道,所述环形轨道包括两并排设置的长轨道、两设置于两长轨道两端且用于连通连长轨道的短轨道,且对应所述长轨道设置且用于带动锁体工装移动沿着长轨道移动的第一传送机构、对应短轨道设置且用于带动锁体工装沿着短轨道移动的第二传送机构,两所述长轨道上的锁体工装移动方向相反,两所述短轨道上的锁体工装移动方向相反。
21、在本发明的一些实施例中,所述传动组件包括设置于第一电机输出端的第一齿轮、可转动的第一转动轴、套设于转动轴上的第二齿轮、第三齿轮以及第四齿轮、与第一转动轴平行且可转动的第二转动轴、套设于第二转动轴上的第五齿轮与第六齿轮、分别设置于第一传送组件与第二传送组件上的第七齿轮和第八齿轮、设置于第一齿轮和第二齿轮之间的第一链条、设置于第四齿轮与第七齿轮之间的第二链条、设置于第六齿轮与第八齿轮之间的第三链条,所述第三齿轮与第五齿轮相互啮合。
22、在本发明的一些实施例中,所述第一检测机构与第二检测机构均设置于环形轨道上方,且第二检测机构至少设置一组,当组装的锁体为磁力锁时,所述第二检测机构还包括用于将锁舌吸出的吸磁舌装置。
23、在本发明的一些实施例中,所述点油脂机构包括第一支架、设置于第一支架上且与第一支架滑动连接的第二支架、设置于第一支架上且用于驱动第二支架滑动的第一驱动装置、设置于第二支架上且与第二支架滑动连接的第三支架、设置于第二支架上且用于驱动第三支架滑动的第二驱动装置、设置于第三支架上且与第三支架滑动连接的第四支架、设置于第三支架上且用于驱动第四支架沿着竖直方向与第三支架滑动连接的第三驱动装置、设置于第四支架上的点油脂装置。
24、在本发明的一些实施例中,所述扭簧安装机构为大扭簧安装机构或小扭簧安装机构中的任意一种;所述大扭簧安装机构包括用于移动大扭簧的大扭簧移动机构以及用于对大扭簧进行形变的大扭簧变形机构;
25、所述小扭簧安装机构包括包括用于移动小扭簧的小扭簧移动机构以及用于对小扭簧进行形变的小扭簧变形机构。
26、在本发明的一些实施例中,所述锁螺丝机构至少设置一组,其包括三轴移动装置、设置于三轴移动装置上的锁紧装置、螺丝供料装置、螺丝吸附装置,所述三轴移动装置驱动锁紧装置、螺丝吸附装置位于螺丝供料装置与环形轨道之间移动并通过锁紧装置将螺丝锁紧。
27、在本发明的一些实施例中,所述机架上还设置用于传送良品的第一输送带与用于传送不良品的第二输送带,该生产设备还包括用于将组装完成的锁体取下并移动至第一输送带上或第二输送带上的下料机构。
28、在本发明的一些实施例中,所述锁体工装用于放置锁体或锁体配件,包括下表面设置有安装槽的底板、设置于安装槽内的轴承、限位组件、定位组件,所述轴承的中心轴与底板的上表面垂直;所述限位柱设置于底板上表面且限制锁体或锁体配件防止锁体或锁体配件转动;所述定位组件设置于所述底板上用于定位锁体或锁体配件。
29、在本发明的一些实施例中,所述第一传送机构包括第一电机、传动组件、对应两长轨道设置的第一传送组件以及第二传送组件,所述第一电机驱动传动组件带动第一传送组件与第二传送组件上的锁体工装沿着不同的方向移动;
30、所述第二传送机构包括设置于长轨道与短轨道连接处的第一底座、与第一底座滑动的第二底座、设置于第一底座上且驱动第二底座沿着短轨道方向滑动的第一气缸、设置于第二底座上且输出端朝上的第二气缸、设置于第二气缸输出端的第一连接板、两设置于连接板下方且穿过第二底座的第一推动杆;
31、或者,所述第二传送机构包括第三底座、设置于第三底座上且输出端朝向短轨道的第三气缸、设置于第三气缸输出端的第二连接板,设置于第二连接板上且与第三底座滑动连接的第一导向杆。
32、在本发明的一些实施例中,所述长轨道上方且位于锁体工装移动方向的末端设置限位机构,所述限位机构包括横跨于长轨道的第四底座、两固定设置于第四底座上的第四气缸、设置于第四气缸输出端且与第四底座滑动连接的限位杆;
33、所述长轨道的一端还设置顶升机构,该顶升机构靠近短轨道一端且远离第二传送机构,所述顶升机构包括输出端朝上的顶升气缸、设置于顶升气缸输出端的顶升板。
34、在本发明的一些实施例中,所述顶升机构对应第二传送机构设置两组,其顶升气缸均固定设置于机架上。
35、在本发明的一些实施例中,该半自动化生产设备还包括机架,所述工作架通过若干支撑柱设置于机架上。
- 还没有人留言评论。精彩留言会获得点赞!