一种保持夹自动插端机构的制作方法
本发明属于保持夹加工领域,具体涉及一种保持夹自动插端机构。
背景技术:
1、保持夹插端机构是一种常用于工业生产中的机械装置,用于固定和保持两个物体的连接,它可以在装配、加工或运输过程中提供稳定的连接,并防止连接部分因外力或振动而松动或脱落,保持夹在生产过程中,由于需要对保持夹加工成特定的形状,在模具内成型后的保持夹平板通常会接在薄板上,在对保持夹加工过程中,需要将薄板切除,并对薄板内的保持夹冲切等加工,使其变成所需的结构,在此过程中,对于薄板和平板状态的保持夹的连接处扳断尤为重要,这是因为如果直接利用气缸等进行直线冲切,切边出会产生毛刺,业内通常需要人工手动扳断,但是采用人工扳断薄板和平板状态的保持夹的连接处费时费力,并且难以高效的对保持夹进行冲切和挤压成型,影响对保持夹的加工效率。
技术实现思路
1、为了克服采用人工扳断薄板和平板状态的保持夹的连接处费时费力,并且难以高效的对保持夹进行冲切和挤压成型,影响对保持夹的加工效率的问题。
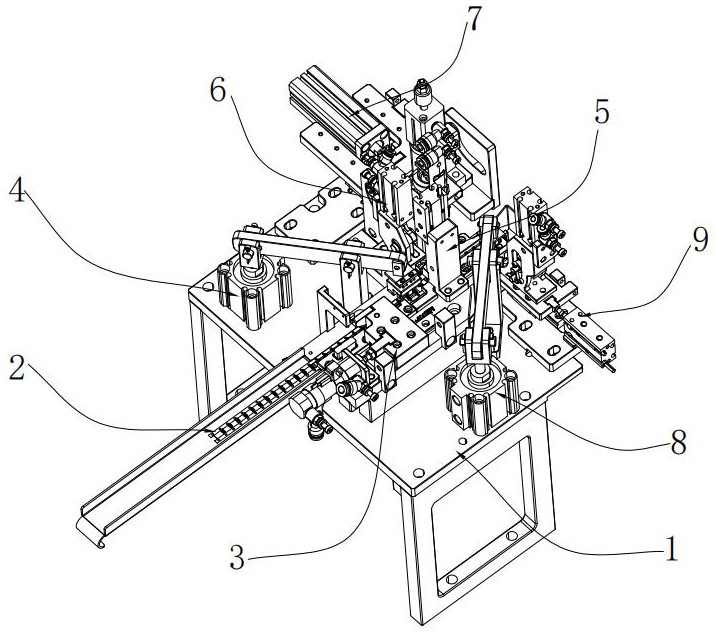
2、本发明的技术方案为:一种保持夹自动插端机构,包括有承载组件;还包括有保持夹组件、移动组件、第一切断组件、下压固定组件、第一摇断组件、转动挤压组件、第二切断组件和第二摇断组件;承载组件的上端设置有用于加工的保持夹组件;承载组件的上端设置有用于对保持夹组件进行移动的移动组件;承载组件的上端设置有用于对保持夹组件进行部分切断的第一切断组件;承载组件的上端设置有用于对保持夹组件下压固定的下压固定组件;承载组件的上端设置有对保持夹组件部分摇断的第一摇断组件;承载组件的上端设置有用于对保持夹组件挤压和转动下料的转动挤压组件;承载组件的上端设置有用于对保持夹组件部分切断的第二摇断组件;承载组件的上端还设置有用于对保持夹组件摇断的第二摇断组件;
3、承载组件包括有承载台、支撑台和废料收集框;承载台的上端固接有支撑台;承载台的下端固接有废料收集框;
4、保持夹组件包括有承载板、薄板、连接条和端子工件;承载台的上端固接有承载板;承载板的上端活动设置有薄板;薄板的中部固接有均匀分布的连接条;连接条的上端固接有端子工件;
5、第一摇断组件包括有第一承载架、第四气缸、第三升降块、第二活动块、第三活动块、第一摇断块、第一圆弧槽、第一固定柱、第一插柱、第一限位柱、第二固定柱和第二插柱;承载台的上端固接有第一承载架;第一承载架的上端固接有第四气缸;第四气缸的伸缩杆的下端固接有第三升降块;第三升降块上铰接有第二活动块;第二活动块的另一端铰接有第三活动块;第三活动块上固接有第一摇断块;第一承载架的两侧贯穿开设有第一圆弧槽;第三升降块的两侧为柱形;第三升降块两侧的柱形结构的外壁与第一圆弧槽的内壁贴合;第三升降块两侧固接有第一固定柱;第一固定柱上贯穿式活动设置有第一插柱;第三活动块的两侧固接有第一限位柱;第一限位柱的外壁和第一圆弧槽的内壁贴合;第一限位柱的外壁固接有第二固定柱;第二固定柱上贯穿式活动设置有第二插柱;
6、第二摇断组件包括有第二底板、第八气缸、第二滑块、第三导轨、第二承载架、第三圆弧槽、第九气缸、第四升降块、第五铰座、第六活动块、第三固定柱、摇块、第二摇断块、第三摇断块、第三插柱、第四固定柱和第四插柱;承载台的上端固接有第二底板;第二底板的上端固接有第八气缸;第八气缸的伸缩杆的一端固接有第二滑块;第二底板的上端固接有第三导轨;第三导轨和第二滑块的下端的滑动块相适配;第二滑块的上端固接有第二承载架;第二承载架的两侧贯穿开设有第三圆弧槽;第二承载架的上端固接有第九气缸;第九气缸的伸缩杆的下端固接有第四升降块;第四升降块上固接有第五铰座;第五铰座上铰接有第六活动块;第五铰座的两侧为柱形;第五铰座两侧的柱形结构的外壁与第三圆弧槽的内壁贴合;第五铰座的两侧固接有第三固定柱;第三固定柱上贯穿式活动设置有第三插柱;第六活动块的另一端固接有摇块;摇块的一端固接有第二摇断块和第三摇断块;第六活动块的两侧为柱形;第六活动块两侧的柱形结构的外壁与第三圆弧槽的内壁贴合;第六活动块的两侧固接有第四固定柱;第四固定柱上贯穿式活动设置有第四插柱;
7、优选的,使用时,将保持夹组件手动放置在承载组件上,手动拨动移动组件后,开启移动组件对保持夹组件进行送料,开启第一切断组件对保持夹组件的部分进行裁切,开启下压固定组件对保持夹组件进行下压固定,同时开启第一摇断组件采用摇断的方式将保持夹组件的部分摇断,再开启第二切断组件对保持夹组件的部分进行切断,开启转动挤压组件将保持夹组件的端子工件夹持压成圆筒形,同时利用第二摇断组件将保持夹组件部分摇断,再次开启转动挤压组件将端子工件转动至转动挤压组件下方,即可完成整个工作,具体地,在对端子工件和薄板的连接处进行摇断使,开启第四气缸使得第三升降块向下移动,由于第一圆弧槽的限位作用,以及第三升降块铰接第二活动块,第二活动块铰接第三活动块,就会使的第一摇断块以与端子工件接触的部分为原点做圆周运动,从而可以对薄板的左半部分快速扳断,同理,开启第九气缸使得第四升降块向下移动,由于第五铰座上铰接第六活动块,第五铰座两侧的柱形结构的外壁与第三圆弧槽的内壁贴合,以及第六活动块两侧的柱形结构的外壁与第三圆弧槽的内壁贴合,就会使得第二摇断块和第三摇断块两个结构在运动时,以第二摇断块的一端边缘为中心做圆周运动,从而可以对薄板的右半部分快速扳断,通过这种扳断方式,可以避免产生毛刺,解决了采用人工扳断薄板和平板状态的保持夹的连接处费时费力,并且难以高效的对保持夹进行冲切和挤压成型,影响对保持夹的加工效率的问题;
8、作为优选,移动组件包括有第一限位块、第一导轨、固定板、第一气缸、第一移动块、转动块和第一滑块;支撑台上固接有第一限位块;支撑台的上端固接有第一导轨和固定板;固定板上固接有第一气缸;第一气缸的伸缩杆贯穿固定板固接有第一移动块;第一移动块上转动安装有转动块;转动块的下端为三角形体结构;第一移动块的下端固接有第一滑块;第一滑块和第一导轨相适配,需要对薄板移动时,先用手拨动转动块使得转动块下端的三角形的端部进入薄板上的通孔的内壁,开启第一气缸使得第一移动块移动,就会带动转动块移动,转动块将薄板推动可以对薄板进行移动。
9、作为优选,第一切断组件包括有第二气缸、第一铰座、第一活动块、第二限位块、第一升降块、第一冲切块、第一固定块、第二铰座和第一支撑块;承载台的上端固接有第二气缸;第二气缸的伸缩杆的上端固接有第一铰座;第一铰座上铰接有第一活动块;承载台的上端固接有第一支撑块;第一活动块的中部铰接安装于第一支撑块上;第一活动块的另一端铰接有第二铰座;支撑台的上端固接有第二限位块;第二限位块的内壁活动设置有第一升降块;两个第一升降块之间固接有第一冲切块;第一升降块的上端贯穿第二限位块固接有第一固定块;第一固定块的外壁与第二铰座固接,当薄板移动至第一冲切块的下方时,开启第二气缸使得第一铰座向上移动,第二铰座就会带动第一固定块向下移动,第一固定块带动第一升降块向下移动,第一升降块带动第一冲切块向下移动可以对薄板的左半部分进行冲切。
10、作为优选,下压固定组件包括有支撑体、第三气缸、第二升降块和下压块;承载台的上端固接有支撑体;支撑体上固接有第三气缸;第三气缸的伸缩杆的下端固接有第二升降块;第二升降块的下端固接有下压块,利用第一摇断组件对薄板的左半部分拨断时,先开启第三气缸使得第二升降块带动下压块向下移动,利用下压块对端子工件进行下压固定,就可以避免第一摇断组件对薄板的左半部分拨断时对端子工件造成影响,提高了端子工件的稳定性。
11、作为优选,转动挤压组件包括有第一底板、第五气缸、第二移动块、轴承座、转杆、第二固定块、第二限位柱、第二圆弧槽、机架、第二导轨、第六气缸、第三限位块、第四活动块和三手指气缸;承载台的上端固接有第一底板;第一底板的上端固接有第五气缸;第五气缸的伸缩杆上固接有第二移动块;第一底板的上端固接有对称的第二导轨;第二导轨的上端外壁与第二移动块的下端固接的滑动块相适配;第二移动块的上端固接有对称的轴承座;两个轴承座的内壁转动安装有转杆;转杆的两端贯穿轴承座固接有第二限位柱;第二固定块远离转杆的一端固接有第二限位柱;第一底板呈“u”形;第一底板的两侧贯穿开设有第二圆弧槽;第二限位柱的外壁与第二圆弧槽的内壁贴合;转杆远离第五气缸的外壁上固接有机架,当需要对机架推动使得机架由垂直方向转变为水平方向时,开启第五气缸使得第五气缸的伸缩杆对轴承座进行移动,第二限位柱就会沿着第二圆弧槽的内壁移动,就会使得机架从垂直方向转变为水平方向。
12、作为优选,机架的上端固接有第六气缸;机架的内壁固接有第三限位块;第六气缸的伸缩杆的外壁与第三限位块的内壁贴合;第六气缸的伸缩杆的下端贯穿第三限位块固接有第四活动块;第四活动块的下端固接有三手指气缸,需要对端子工件挤压成圆筒形时,开启第六气缸调节第四活动块的位置,最终使得三手指气缸的三个夹块可以夹持在端子工件的外壁,就能够将端子工件快速挤压成圆筒形。
13、作为优选,第二切断组件包括有第七气缸、第三铰座、第二支撑块、第四铰座、第二冲切块和限位架;承载台的上端固接有第七气缸;第七气缸的上端固接有第三铰座;第三铰座上铰接有第五活动块;承载台的上端固接有第二支撑块;第五活动块的中部铰接于第二支撑块上;第五活动块的另一端铰接有第四铰座;第四铰座的下端固接有第二冲切块;支撑台的上端固接有限位架;限位架的内壁和第二冲切块的外壁贴合,当需要对薄板的右半部分切断时,开启第七气缸使得第三铰座向上移动,第五活动块就会带动第四铰座向下移动,第四铰座带动第二冲切块向下移动,就能够对薄板的右半部分进行切断。
14、作为优选,第二冲切块的上端内壁为三个直角边构成的阶梯型结构,第二冲切块的上端内壁为三个直角边构成的阶梯型结构的设置方便对薄板的右半部分进行切断。
15、作为优选,第一摇断块呈“u”形结构;第一摇断块的垂直方向上的剖面为等腰梯形结构,第一摇断块的凹陷处可以方便对薄板快速扳断。
16、作为优选,第二摇断块和第三摇断块之间相距两毫米,薄板的右半部分置于第二摇断块的下方时,可以方便利用第二摇断块和第三摇断块的转动对薄板的右半部分进行快速扳断。
17、本发明的有益效果:
18、通过将保持夹组件手动放置在承载组件上,手动拨动移动组件后,开启移动组件对保持夹组件进行送料,开启第一切断组件对保持夹组件的部分进行裁切,开启下压固定组件对保持夹组件进行下压固定,同时开启第一摇断组件采用摇断的方式将保持夹组件的部分摇断,再开启第二切断组件对保持夹组件的部分进行切断,开启转动挤压组件将保持夹组件的端子工件夹持压成圆筒形,同时利用第二摇断组件将保持夹组件部分摇断,再次开启转动挤压组件将端子工件转动至转动挤压组件下方,即可完成整个工作,具体地,在对端子工件和薄板的连接处进行摇断使,开启第四气缸使得第三升降块向下移动,由于第一圆弧槽的限位作用,以及第三升降块铰接第二活动块,第二活动块铰接第三活动块,就会使的第一摇断块以与端子工件接触的部分为原点做圆周运动,从而可以对薄板的左半部分快速扳断,同理,开启第九气缸使得第四升降块向下移动,由于第五铰座上铰接第六活动块,第五铰座两侧的柱形结构的外壁与第三圆弧槽的内壁贴合,以及第六活动块两侧的柱形结构的外壁与第三圆弧槽的内壁贴合,就会使得第二摇断块和第三摇断块两个结构在运动时,以第二摇断块的一端边缘为中心做圆周运动,从而可以对薄板的右半部分快速扳断,通过这种扳断方式,可以避免产生毛刺,解决了采用人工扳断薄板和平板状态的保持夹的连接处费时费力,并且难以高效的对保持夹进行冲切和挤压成型,影响对保持夹的加工效率的问题;
19、需要对薄板移动时,先用手拨动转动块使得转动块下端的三角形的端部进入薄板上的通孔的内壁,开启第一气缸使得第一移动块移动,就会带动转动块移动,转动块将薄板推动可以对薄板进行移动,方便对薄板快速移动;
20、通过开启第二气缸使得第一铰座向上移动,第二铰座就会带动第一固定块向下移动,第一固定块带动第一升降块向下移动,第一升降块带动第一冲切块向下移动可以对薄板的左半部分进行冲切,利用第一摇断组件对薄板的左半部分拨断时,先开启第三气缸使得第二升降块带动下压块向下移动,利用下压块对端子工件进行下压固定,就可以避免第一摇断组件对薄板的左半部分拨断时对端子工件造成影响,可以提高端子工件在被拨断时的稳定性;
21、通过开启第五气缸使得第五气缸的伸缩杆对轴承座进行移动,第二限位柱就会沿着第二圆弧槽的内壁移动,就会使得机架从垂直方向转变为水平方向,开启第六气缸调节第四活动块的位置,最终使得三手指气缸的三个夹块可以夹持在端子工件的外壁,就能够将端子工件快速挤压成圆筒形,调节机架的朝向方便对加工完成的端子工件下料。
- 还没有人留言评论。精彩留言会获得点赞!