精轧机架间单位张力控制方法与流程
本发明涉及轧钢,尤其涉及一种精轧机架间单位张力控制方法。
背景技术:
1、参考图1,现有的1549mm热连轧生产线包括依次布置的炉区、粗轧区、精轧区、层流冷却区和卷取区,炉区包括依次布置的4个加热炉,粗轧区包括依次布置的高压水除鳞箱、粗轧立辊轧机(ve0)、粗轧平辊轧机(r0)和保温罩,精轧区包括依次布置的转鼓式切头飞剪、7机架精轧机(f0~f6机架)、凸度仪与平直度仪、以及测宽仪与测厚仪,层流冷却区布置有层流冷却设备,卷取区布置有两个卷取机(c1,c2)。1549mm热连轧生产线的主要生产过程为板坯首先在加热炉按照工艺规定的温度进行加热,加热至目标温度后进入粗轧机进行轧制,其中粗轧立辊控制宽度,粗轧平辊控制厚度,在粗轧机组进行可逆轧制,一般为5~7道次;经过粗轧机组的轧制,使带钢达到预先设定的目标厚度、宽度及温度,之后再进入精轧机组进行七机架平辊连轧轧制,使带钢达到预先设定的目标厚度、温度、凸度及平直度;之后带钢通过层流冷却控制,使带钢达到目标卷取温度;最后通过卷取机将带钢成形为钢卷。
2、精轧机组采用七机架连轧轧制,在七机架连轧轧制过程中,每两个机架间均配置活套装置,当后一机架带钢咬钢穿带时活套起套至一定角度支撑带钢,保证带钢在一定张力下稳定穿带。七机架共有6套活套装置,包括分别设置在机架f0~f1、机架f1~f2、机架f2~f3、机架f3~f4、机架f4~f5、机架f5~f6的0#活套、1#活套、2#活套、3#活套、4#活套、5#活套,同时对应的每两个机架间均存在张力控制,分别对应机架f0~f1、机架f1~f2、机架f2~f3、机架f3~f4、机架f4~f5、机架f5~f6之间的张力。活套控制是精轧轧制稳定性的关键影响因素,带钢咬钢及轧制过程中,各机架间的给定张力对活套控制及轧制稳定性起着非常重要的作用。如果两机架间给定张力过小,会造成带钢在两机架间活套起套后存在虚套现象,即活套接触带钢后给予带钢前后的张力不足,从而造成带钢跑偏、边浪甚至叠轧等故障发生。如果机架间给定张力过大,又会造成带钢严重的宽度拉窄问题,会造成精轧宽展为较大负值,引起精轧宽负现象。同时张力过大也会造成板形失真,观察不到真实的边浪等板形状态,不能及时调整,从而造成轧制时板形正常而精轧出口或卷取冷却后板形存在较大中浪或边浪的现象,影响到成品板形质量。此外,如果张力控制不精确,尤其是在品种规格切换时,会造成较大的宽展波动,从而对宽度精度产生较大影响。
3、目前,在七机架连轧轧制过程中,各机架间所需张力根据钢种、规格进行确定,具体利用以下公式计算:
4、t(i)=ten(i)*h(i)*w(i)
5、其中,i=1~6,t(i)表示第i个机架fi-1至第i+1个机架fi间张力,ten(i)表示第i个机架fi-1至第i+1个机架fi间单位张力,h(i)表示第i个机架fi-1至第i+1个机架fi间带钢厚度,w(i)表示第i个机架fi-1至第i+1个机架fi间带钢宽度。
6、由于各机架间带钢厚度与宽度均有较确定的数值,因此在进行机架间张力控制时,主要是确定各机架间单位张力的数值,所确定的机架间单位张力的数值是否准确合理对精轧轧制控制起着至关重要的作用。
7、目前,在针对七机架连轧轧制时,各机架间单位张力根据经验给定,具体根据带钢的厚度、宽度范围,由工艺人员给定不同范围内对应的单位张力值。然而,在实际轧制控制时,根据带钢的厚度、宽度范围给定不同范围内对应的单位张力值时,一个给定范围内均采用相同的单位张力,当厚度、宽度等发生变化时,机架间单位张力的不精确和不适应性非常突出,机架间单位张力的给定不准确时,导致活套虚套、宽度拉窄、成品板形不良等现象频繁发生。
技术实现思路
1、为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种精轧机架间单位张力控制方法。
2、本发明的技术方案如下:
3、提供了一种精轧机架间单位张力控制方法,所述方法包括:
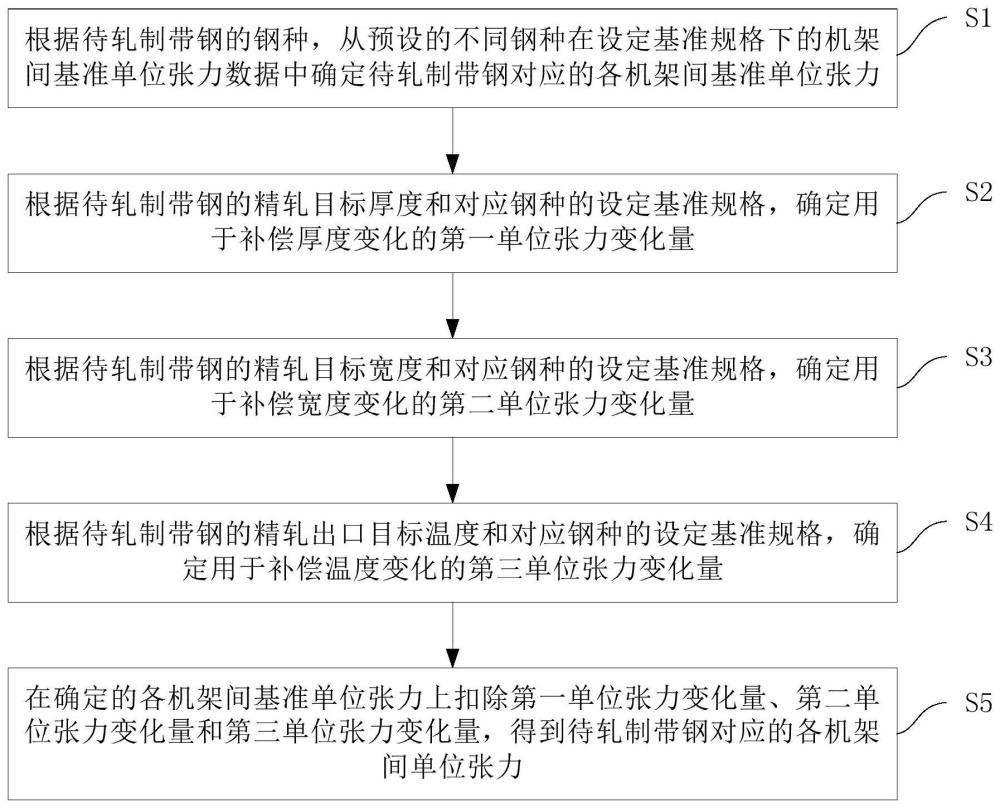
4、根据待轧制带钢的钢种,从预设的不同钢种在设定基准规格下的机架间基准单位张力数据中确定待轧制带钢对应的各机架间基准单位张力;
5、根据待轧制带钢的精轧目标厚度和对应钢种的设定基准规格,确定用于补偿厚度变化的第一单位张力变化量;
6、根据待轧制带钢的精轧目标宽度和对应钢种的设定基准规格,确定用于补偿宽度变化的第二单位张力变化量;
7、根据待轧制带钢的精轧出口目标温度和对应钢种的设定基准规格,确定用于补偿温度变化的第三单位张力变化量;
8、在确定的各机架间基准单位张力上扣除第一单位张力变化量、第二单位张力变化量和第三单位张力变化量,得到待轧制带钢对应的各机架间单位张力。
9、在一些可选的实现方式中,不同钢种在设定基准规格下的机架间基准单位张力数据如下表所示:
10、
11、其中,每个钢种对应的厚度值为该钢种对应的设定基准厚度,每个钢种对应的宽度值为该钢种对应的设定基准宽度,每个钢种对应的温度值为该钢种对应的设定基准温度,机架间基准单位张力的取值为范围值时包含下边界值且不包含上边界值。
12、在一些可选的实现方式中,带钢对应的各机架间单位张力通过以下公式计算:
13、ten(i)=ten(i)0-tenh-tenw-tent
14、其中,ten(i)表示第i个机架fi-1至第i+1个机架fi间单位张力,ten(i)0表示第i个机架fi-1至第i+1个机架fi间基准单位张力,tenh表示用于补偿厚度变化的第一单位张力变化量,tenw表示用于补偿宽度变化的第二单位张力变化量,tent表示用于补偿温度变化的第三单位张力变化量。
15、在一些可选的实现方式中,用于补偿厚度变化的第一单位张力变化量tenh通过以下公式计算:
16、tenh=3.616+2.655*ln(h-h0)-0.044*[ln(h-h0)]2-0.1033*[ln(h-h0)]3
17、其中,h表示带钢的精轧目标厚度,h0表示带钢的设定基准厚度。
18、在一些可选的实现方式中,用于补偿宽度变化的第二单位张力变化量tenw通过以下公式计算:
19、tenw=0.0348+0.00522*(w-w0)
20、其中,w表示带钢的精轧目标宽度,w0表示带钢的设定基准宽度。
21、在一些可选的实现方式中,用于补偿温度变化的第三单位张力变化量tent通过以下公式计算:
22、tent=0.0348+0.00522*(t-t0)
23、其中,t表示带钢的精轧出口目标温度,t0表示带钢的设定基准温度。
24、在一些可选的实现方式中,若待轧制带钢的钢种的精轧目标厚度、精轧目标宽度和精轧出口目标温度与设定基准规格相同,则直接取对应钢种在设定基准规格下的机架间基准单位张力作为待轧制带钢对应的各机架间单位张力。
25、在一些可选的实现方式中,所述方法用于1549mm热连轧生产线。
26、本发明技术方案的主要优点如下:
27、本发明的精轧机架间单位张力控制方法通过根据实际轧制带钢的参数信息与设定基准规格的差异情况确定因差异引起的单位张力变化量,根据预先确定的不同钢种在设定基准规格下的机架间基准单位张力数据和单位张力变化量确定实际轧制带钢的机架间单位张力,使带钢对应的机架间单位张力能够随带钢的参数变化而动态调整,能够提高机架间单位张力的准确性,进而提高轧制稳定性、轧制控制精度和轧制后板形质量。
- 还没有人留言评论。精彩留言会获得点赞!