一种弹药架附座定位焊接工装的制作方法
本发明涉及焊接工装,具体为一种弹药架附座定位焊接工装。
背景技术:
1、焊接工装是将工件定位、夹紧、支撑、传递或变形控制等方面的设备,使工件能够准确地放置在焊接位置上,它可以使工件在焊接过程中保持正确的位置和方向,以便进行焊接加工。它不仅可以提高焊接质量和效率,还可以延长焊接机器的使用寿命,降低准备和卸载时间和成本,弹药架是一种装甲车上用于存放弹药的存储架,大多为矩形金属放置架,其一侧表面上上会开设若干个等距排列的弹药放置孔,方便用于存放弹药,弹药架安装在装甲车上时需要在侧面上焊接若干个附座,附座采用螺钉与装甲车进行螺纹连接,从而方便弹药架固定在装甲车上。
2、目前大多的附座为l形附座,表面上开设有螺纹孔,在焊接的过程中需要将l形附座底面与弹药架的底面齐平,以便提高l形附座的焊接精度,同时也方便减小l形附座与弹药架的安装误差,目前在弹药架与附座焊接的过程中,附座每一次焊接都需要进行定位,定位过程中需要不断的测量焊接位置尺寸,费时费力,焊接所需时间长,大大影响了附座的效率,且焊接的过程中附座数量多容易出现偏差,影响附座焊接的精度。
技术实现思路
1、本发明提供了一种弹药架附座定位焊接工装,具备工件可实现工件通过落料槽滑落到放置板上的目的,从而使得工件能够自动上料,可提高焊接的效率,可调节工件焊接的位置,可使得工件侧面贴合在弹药架的表面上进行精准定位,方便焊接设备进行精准焊接,以及实现弹药架在输送带上进行自动定位的目的,从而提高工件焊接时焊接位置的精准度,使得焊接的过程中较为省时省力,方便快捷,可大大减小焊接的偏差以及可提高焊接效率的有益效果,解决了上述背景技术中所提到目前在弹药架与附座焊接的过程中,附座每一次焊接都需要进行定位,定位过程中需要不断的测量焊接位置尺寸,费时费力,焊接所需时间长,大大影响了附座的效率,且焊接的过程中附座数量多容易出现偏差,影响附座焊接的精度的问题。
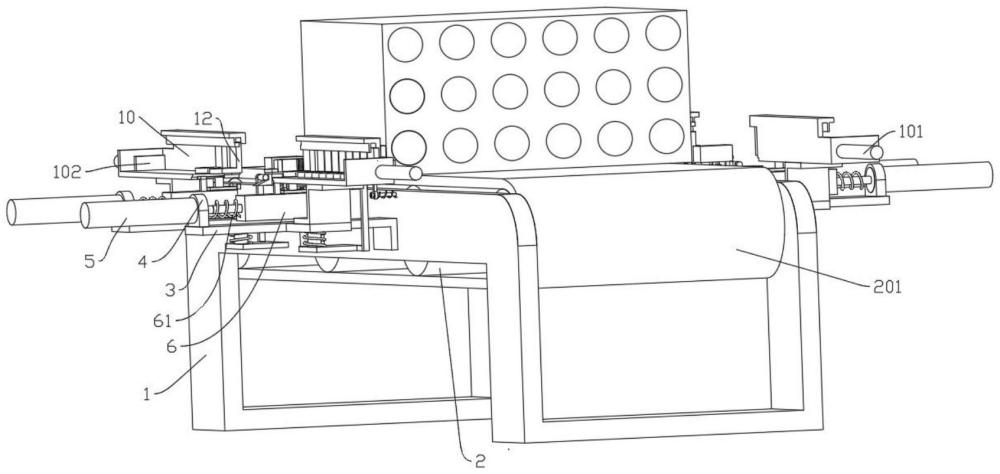
2、本发明提供如下技术方案:一种弹药架附座定位焊接工装,包括机架,所述机架上通过轴承转动连接有若干个转动辊,所述转动辊上套装有输送带,且所述机架的两侧均对称固定有安装板,所述安装板上固定有安装座,所述安装座上固定有第一电动推杆,所述第一电动推杆的输出轴上滑动连接有送料座,且所述第一电动推杆的输出轴通过第一弹簧与所述送料座的端面弹性连接,所述送料座上方设置有放置板,所述放置板上固定有插柱;
3、所述安装板的一侧固定有z形板,所述z形板上固定有工件放置架,且所述工件放置架上固定有用于输送附座工件的送料组件,所述工件放置架上固定有限位条,且所述工件放置架的一端设置有落料槽。
4、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述送料组件包括第二电动推杆,所述第二电动推杆固定在所述工件放置架的一端上,所述工件放置架上设置有推料板,所述推料板固定在所述第二电动推杆的输出轴上。
5、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述安装板上滑动连接有限位柱,所述限位柱的下端固定有连接板,所述连接板通过第二弹簧与所述安装板弹性连接。
6、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述送料座内设置有l形抵触块,所述l形抵触块通过第三弹簧与所述送料座的顶部弹性连接,所述送料座上滑动连接有支撑柱,所述支撑柱的两端分别固定在所述l形抵触块与所述放置板上,所述送料座的表面上开设有滑槽,所述l形抵触块的一侧滑动连接在所述滑槽内,且所述l形抵触块上固定有抵触架。
7、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述工件放置架的一端滑动连接有限位块,所述限位块通过第四弹簧与所述工件放置架弹性连接,所述限位块的下方固定有第一抵触杆。
8、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述机架的一侧固定有滑动杆,所述滑动杆上滑动连接有滑动架,且所述滑动架上固定有定位座,所述滑动架通过第五弹簧与所述机架弹性连接。
9、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述定位座的一端固定有第二抵触块,所述连接板的一侧固定有支撑架,所述支撑架上通过轴承转动连接有第二抵触杆,所述第二抵触杆与所述第二抵触块相对。
10、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述定位座内滑动连接有定位块,所述定位块的端部通过第六弹簧与所述定位座弹性连接,所述定位座的一侧滑动连接有第三抵触块,所述第三抵触块通过第七弹簧与所述定位座弹性连接,所述第三抵触块的一侧固定有抵触楔块。
11、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述定位座上固定有插杆,所述插杆上插装有翘板,所述翘板的两端分别与所述定位块以及所述第三抵触块相抵触。
12、作为本发明所述弹药架附座定位焊接工装的一种可选方案,其中:所述定位块的侧面上开设有若干个等距分布的防滑槽口,所述滑动杆的一端螺纹连接有限位圆片。
13、本发明具备以下有益效果:
14、1、该弹药架附座定位焊接工装,机架上转动连接的若干个转动辊,可实现输送带能够运转的目的,方便带动待焊接的弹药架水平移动,通过工件放置架上安装的送料组件可推动工件在限位条一侧水平移动,可实现工件通过落料槽滑落到放置板上的目的,从而使得工件能够自动上料,可提高焊接的效率,通过安装板上设置的第一电动推杆能够推动送料座上设置的放置板水平移动,可调节工件焊接的位置,可使得工件侧面贴合在弹药架的表面上进行精准定位,方便焊接设备进行精准焊接;
15、具体的,若干个工件放置在工件放置架上,并通过限位条对其水平移动的方向进行限定,通过送料组件的第二电动推杆工作时可调节推料板水平移动位置,可推动工件移动,使得其中一个工件经过落料槽时能够向下掉落到放置板上,从而方便焊接工件进行自动上料,能够加快上料的速度,以及焊接的效率,通过工件掉落时插装在插柱上时,能够实现放置板对工件定位的目的,当第一电动推杆带动送料座水平移动时,方便工件逐渐接近弹药架,使得工件的表面能够在焊接时快速与弹药架表面进行贴合,提高进一步工件焊接的效率。
16、2、该弹药架附座定位焊接工装,通过安装板上滑动连接的限位柱在伸出时可抵在送料座上,可实现从落料槽内落下的工件安装孔能够与放置板上固定的插柱进行相对的目的,方便工件上料时能够精准落入到放置板上,大大提高工件上料的精准度,通过工件放置架上设置的限位块能够对处于落料槽内的工件起到限位的目的,避免工件落料时位置角度发生偏斜,影响工件上料的精度,通过第三弹簧方便第一电动推杆的输出轴与送料座能够弹性连接,当送料座与限位柱发生抵触时第一电动推杆的输出轴能够继续水平方向移动,当第一电动推杆的输出轴移动的过程中与l形抵触块发生抵触时,从而可调节支撑柱上端放置板以及抵触架的竖直移动高度,促使插柱能够插装到工件的安装孔内,同时抵触架上移的过程中能够与第一抵触杆进行抵触,可解除限位块对工件的限位目的,可促使工件能够精准落到放置板上,从而提高工件自动上料的准确性。
17、3、该弹药架附座定位焊接工装,通过第一电动推杆、送料座、限位柱以及l形抵触块的联动,可在运送工件的过程中限位柱受到送料座的抵触力影响向下移动,可促使连接板上的支撑架位置发生变化带动第二抵触杆竖直移动,并与定位座固定的第二抵触块发生抵触,可实现调整定位座水平位置的目的,方便定位座能够向弹药架的一侧延伸,同时抵触楔块随着定位座的移动,能够抵止在弹药架的侧面上,可进行初步定位,同时l形抵触块在随着送料座移动的过程中可与抵触楔块发生抵触,从而推动第三抵触块水平移动,通过三抵触块、翘板以及定位块之间的联动,可促使定位块在定位座内滑动从而抵触在弹药架的表面上,实现弹药架在输送带上进行自动定位的目的,从而提高工件焊接时焊接位置的精准度,使得焊接的过程中较为省时省力,方便快捷,可大大减小焊接的偏差以及可提高焊接的效率。
- 还没有人留言评论。精彩留言会获得点赞!