消声器焊接定位装置和排气管系焊接定位系统的制作方法
本技术涉及排气管生产,尤其涉及一种消声器焊接定位装置和排气管系焊接定位系统。
背景技术:
1、重型车辆的排气管系整体为多部件、多管口形成的复杂异形空间构件。重型车辆的排气管系包括消声器部分和水套换热器部分,其中消声器部分又包括消声管、隔板、壳体、端盖、进口管、出口管以及多个法兰,水套换热器部分又包括排烟管、翅片、第一外壳、第二外壳、进水管、出水管、放水弯管以及多个法兰。重型车辆的排气管系出现局部泄露时,有可能影响排气管系的消声效果,甚至导致排气管系附近的电控设备出现故障,因而重型车辆排气管系的制造精度和质量是保证其可靠运行的重要因素,所以在焊接时需保证各部件的定位精度。
2、目前排气管系的消声器部分在焊接时主要依靠人工实现定位,在焊接前,先手动将消声管穿过前、后隔板的安装孔中(为保证消声管能够顺利通入前、后隔板的安装孔,同时利于后续的焊接,前、后隔板的安装孔会略大于消声管的直径),再通过抵顶件限制消声管运动,然后一工作人员手持隔板以避免隔板和消声管产生相对运动,另一工作人员进行焊接。待隔板焊接完成后,再通过手持定位的方式完成壳体、端盖、进口管等的焊接。
3、但是,在实现本发明创造时发现,在手持定位时无法保证前、后隔板与消声管的定位精度,焊接变形难以控制,导致生产的产品可靠性差,且生产效率低。
技术实现思路
1、本技术实施例的目的是提供一种消声器焊接定位装置和排气管系焊接定位系统,以解决人工定位隔板和消声器精度不够,且生产效率低的问题。
2、为解决上述技术问题,本技术实施例提供如下技术方案:
3、本技术第一方面提供一种消声器焊接定位装置,包括
4、机架;
5、两个结构件,沿第一方向相对设置,至少一个所述结构件与所述机架活动连接,使两个所述结构件的第一侧边能够靠近或者远离;
6、第一限位件,与所述至少一个结构件连接,用于限制所述至少一个结构件活动,使所述两个结构件形成限位筒,所述限位筒的内壁能够与两个隔板的周侧贴合;
7、两个第二限位件,沿第二方向间隔设置于所述限位筒内,每个所述第二限位件能够限制一个所述隔板沿所述第二方向运动;
8、第一固定座,沿所述第二方向滑动设置在所述机架上,所述第一固定座的第一表面设置套筒和第三限位件;
9、第四限位件,与所述第一固定座连接,用于限制所述第一固定座沿所述第二方向滑动;
10、其中,所述第一固定座沿所述第二方向滑动,能够使所述第三限位件与一个所述隔板的第一表面抵顶;所述第二方向为所述限位筒的长度方向,所述第二方向垂直于所述第一方向,所述第二方向和所述第一方向所在平面为水平面。
11、在本技术第一方面的一些变更实施方式中,至少一个所述结构件与所述机架沿所述第一方向滑动连接;或者,
12、至少一个所述结构件与所述机架绕所述第二方向转动连接。
13、在一些实施例中,还包括驱动机构;
14、所述驱动机构设置在所述机架上,所述驱动机构与所述至少一个结构件连接,用于驱动和停止驱动所述至少一个结构件活动,所述驱动机构形成所述第一限位件。
15、在一些实施例中,所述驱动机构包括丝杆和两组移动件;所述两组移动件沿所述第一方向滑动设置在所述机架上,每组所述移动件均与一个所述结构件连接;
16、所述丝杆沿所述第一方向具有螺纹相反的第一螺纹段和第二螺纹段,所述第一螺纹段、所述第二螺纹段分别与一组所述移动件螺纹连接,所述丝杆绕所述第一方向转动能够使所述两组移动件相互靠近或者远离,所述丝杆形成所述第一限位件。
17、在一些实施例中,所述限位筒的内壁沿所述第二方向间隔设置两个环形凹槽,所述限位筒能够通过所述两个环形凹槽与所述两个隔板的周侧贴合,所述两个环形凹槽形成所述两个第二限位件;和/或,
18、所述第三限位件与所述第一固定座可拆卸连接。
19、在一些实施例中,还包括第二固定座和第五限位件;
20、所述第二固定座设置在所述机架上,所述第二固定座和所述第一固定座之间设置所述限位筒;所述第二固定座的第一表面设置所述第五限位件,所述第五限位件能够与所述套筒上的消声管沿所述第二方向正对,所述第五限位件用于与所述消声管接触,使所述消声管的轴线方向与所述第二方向一致。
21、在一些实施例中,还包括两个固定板和两个第一旋转机构;
22、两个所述第一旋转机构沿所述第二方向相对设置在所述机架上,两个所述第一旋转机构之间设置所述限位筒;
23、一个所述固定板与所述第一固定座连接,另一个所述固定板与所述第二固定座连接;每个所述固定板均与一个所述第一旋转机构沿所述第二方向滑动连接,所述两个第一旋转机构驱动所述两个固定板绕所述第三方向转动,所述两个固定板用于抵顶两个端盖;所述第三方向、所述第一方向与所述第二方向两两垂直。
24、在一些实施例中,所述第一旋转机构包括第一分度盘和脚踏开关;所述第一分度盘绕所述第三方向转动设置在所述机架上,每个所述固定板均与一个所述第一旋转机构的所述第一分度盘沿所述第二方向滑动连接,所述脚踏开关与所述第一分度盘连接,所述脚踏开关用于控制所述第一分度盘绕所述第三方向转动或者停止转动。
25、在一些实施例中,还包括卡接件;
26、部分所述卡接件的第一表面沿所述第二方向向内凹陷形成卡槽,所述卡接件具有支撑面,所述卡槽从所述卡接件的支撑面延伸至第二表面,部分所述支撑面沿第三方向向内凹陷形成第一定位孔;所述卡接件的第二表面与所述卡接件的支撑面沿所述第三方向相对;和/或,
27、所述一个固定板上沿所述第二方向间隔设置通孔和贯穿的第二定位孔。
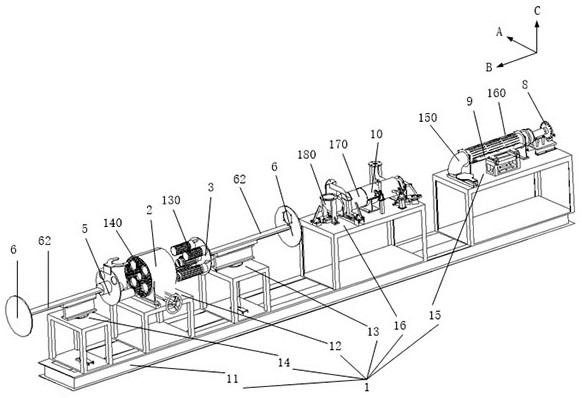
28、本技术第二方面提供一种排气管系焊接定位系统,包括:
29、第一方面的消声器焊接定位装置;
30、第二旋转机构,用于与排烟管的一端可拆卸连接并驱动所述排烟管绕第二方向转动;
31、支撑板,沿第一方向滑动连接在所述消声器焊接定位装置的机架上;
32、第六限位件,用于限制所述支撑板沿所述第一方向滑动;
33、第七限位件,设置于所述支撑板的支撑面上,用于限制翅片沿所述第一方向和所述第二方向的运动。
34、在一些实施例中,所述第二旋转机构包括第二分度盘、安装座和手柄;所述第二分度盘的第一表面与所述安装座连接,所述安装座绕所述第二方向转动连接在所述机架上,所述安装座用于与所述排烟管的一端可拆卸连接;所述机架沿所述第二方向设置贯穿的操作孔,所述手柄通过所述操作孔与所述第二分度盘上的定位孔可拆卸连接。
35、在一些实施例中,还包括:卡箍,设置在所述机架上,所述卡箍用于沿所述第二方向套设第一外壳;和/或,
36、对接机构,包括线性执行器和承载部,所述线性执行器设置在所述机架上,所述线性执行器的驱动端与所述承载部连接,所述承载部上具有限位槽,所述限位槽用于放置管件,所述线性执行器驱动所述承载部运动,能够使所述承载部上的所述管件的第一端与所述第一外壳上的管件安装口对接。
37、相较于现有技术,本技术的消声器焊接定位装置,通过在机架上沿第一方向相对设置两个结构件,且至少一个结构件与机架活动连接,使两个结构件的第一侧边能够靠近或者远离,当两个结构件的第一侧边靠近至贴合时,两个结构件形成用于容置多个隔板的限位筒,且第一限位件能够保持两个结构件处于贴合状态,限位筒的内壁能够与多个隔板的周侧贴合进而限制隔板沿第一方向和第三方向运动,当两个结构件的第一侧边远离时,能够取、放多个隔板,两个第二限位件能够限制限位筒内的两个隔板沿第二方向运动;
38、第一固定座沿第二方向运动能够带动套筒和第三限位件同步运动,使套筒上的消声管伸入两个隔板上的孔中,当第三限位件与一个隔板的第一表面抵顶时,即完成了消声器和两个隔板的定位,第四限位件限制第一固定座沿第二方向运动,避免在焊接过程中第一固定座沿第二方向滑动而影响定位效果,保证定位的精度,同时焊接过程中无需人手持,操作更加简单、方便,提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!