一种用于热轧带钢卷取温度在线质量判定的方法与流程
本发明涉及一种用于热轧带钢卷取温度在线质量判定的方法,属于热轧方法。
背景技术:
1、在热轧生产中,卷取温度控制不仅对最终的带钢性能起到至关重要的作用,而且也是热轧生产过程控制的重点和难点。但是生产中现场的各种扰动都会对卷取温度控制产生不利影响,并最终反映到带钢性能上,因此密切关注卷取温度波动对生产具有重要意义。
2、热轧带钢经过层冷辊道时通过热交换、热辐射等形式实现对带钢目标卷取温度的控制。但是在实际生产过程中,卷取温度不可避免的受到冷却水流量、带钢速度、设备状态、模型控制精度等因素的影响,从而造成卷取温度过程控制出现波动,当这种波动超出一定范围后,就会对带钢的性能产生不利影响,甚至出现性能不合、质量降判等问题。如果这种情况不能被及时发现,导致不合格钢卷到达下游工序或是最终用户,就会对下游生产和用户造成无法挽回的损失。因此很有必要对带钢卷取温度过程曲线进行快速研判,针对控制超限情况进行判定和报警输出,以此提醒生产人员和质量判定人员,最终达到稳定生产的目的。
技术实现思路
1、本发明目的是提供一种用于热轧带钢卷取温度在线质量判定的方法,通过预先设置的判定代码和判定规则参数,当带钢卷取温度采集完成后,按照判定规则对采集到的卷取温度数据进行统计和计算,最终得到卷取温度的判定结果,无需过多的人工操作,就能够将卷取温度控制情况反映出来,同时能够及时的进行报警输出,最大化的减少了质量判定人员的工作量,也能够指导操作人员针对当前报警做出生产调整,从而提高生产稳定性,有效地解决了背景技术中存在的上述问题。
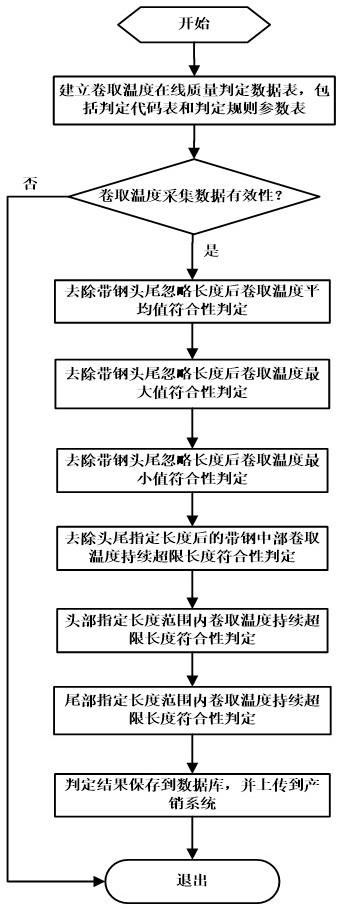
2、本发明的技术方案是:一种用于热轧带钢卷取温度在线质量判定的方法,包含以下步骤:建立卷取温度在线质量判定规则参数表和判定代码表;带钢头部到达特定区域后以钢种族、宽度规格和厚度规格为索引从数据库读取相应判定代码和判定规则参数;当带钢尾部通过卷取前高温计后,执行如下步骤:
3、s1.对采集的卷取温度曲线数据进行有效性判断;
4、s2.去除带钢头尾忽略长度后的卷取温度数据进行算数平均值计算,并进行平均值符合性判定;
5、s3.去除带钢头尾忽略长度后的卷取温度最大值符合性判定;
6、s4.去除带钢头尾忽略长度后的卷取温度最小值符合性判定;
7、s5.去除带钢头尾指定长度后的带钢中部卷取温度持续超限长度符合性判定;
8、s6.对带钢头部指定长度范围内的卷取温度持续超限长度符合性判定;
9、s7.对带钢尾部指定长度范围内的卷取温度持续超限长度符合性判定;
10、s8.将上述平均值、最大值、最小值、中部卷取温度持续超限长度、头部卷取温度持续超限长度和尾部卷取温度持续超限长度的符合性判定结果存入数据库同时上传到产销系统。
11、所述判定规则参数表包括卷取温度偏差的平均值、上限值、下限值、头部持续长度、中部持续长度和尾部持续长度,标准代码表按照钢种族、宽度规格和厚度规格进行分类。
12、所述当检测到带钢头部到达特定区域时从数据库读取当前带钢的判定代码和判定规则参数,判定代码为一个12位的字符串,字符串中每2位字符代表一项指标的参数代码,根据参数代码解析出代表平均值、上限值、下限值、头部持续长度、中部持续长度和尾部持续长度的判定规则参数。
13、所述步骤s1中,卷取温度曲线数据有效性为对现场高温计采集温度数据的合理性判断。
14、所述步骤s2中,带钢头尾忽略长度为通过高温计1s时长的带钢头部和尾部长度,之后对带钢中部进行算术平均值偏差绝对值计算,并与判定规则中的平均值参数进行比较,即:
15、ctmes_avg_diff=ctmes_avg-cttar;
16、当|ctmes_avg_diff|>ctset_avg_diff时:b_ctavg=true;
17、否则:b_ctavg=false;
18、式中:ctmes-avg表示测量温度算数平均值,cttar表示带钢目标卷取温度,ctmes-avg_diff表示测量温度算数平均值偏差,ctset-avg_diff表示判定规则定义的平均值参数,b_ctavg表示去除带钢头尾忽略长度后的卷取温度算数平均值符合性判定结果,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
19、所述步骤s3中,带钢头尾忽略长度为通过高温计1s时长的带钢头部和尾部长度,之后对剩余带钢中部计算最大值偏差,并与判定规则中的上限值参数进行比较,即:
20、ctmes_max_diff=ctmes_max-cttar;
21、当ctmes_max_diff>ctset_max_diff时:b_ctmax=true;
22、否则:b_ctmax=false;
23、式中:ctmes-max表示测量温度最大值,cttar表示带钢目标卷取温度,ctmes-max_diff表示测量温度最大值偏差,ctset-max_diff表示判定规则定义的上限值参数,b_ctmax去除带钢头尾忽略长度后的卷取温度最大值符合性判定结果,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
24、所述步骤s4中,带钢头尾忽略长度为通过高温计1s时长的带钢头部和尾部长度;对剩余带钢中部计算最小值偏差,并与判定规则中的下限值参数进行比较,即:
25、ctmes_min_diff=ctmes_min-cttar;
26、当ctmes_min_diff<ctset_min_diff时:b_ctmin=true;
27、否则:b_ctmin=false;
28、式中:ctmes-min表示测量温度最小值,cttar表示带钢目标卷取温度,ctmes-min_diff表示测量温度最小值偏差,ctset-min_diff表示判定规则定义的下限值参数,b_ctmin表示去除带钢头尾忽略长度后的卷取温度最小值符合性判定结果,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
29、所述步骤s5中,头尾指定长度表示在带钢头部和尾部分别取带钢全长的10%长度作为带钢头尾指定长度;去除头尾指定长度后,对剩余中部带钢测量温度偏差进行上限值和下限值判断,当测量温度偏差连续大于上限值或是连续小于下限值时,对连续超限的带钢长度进行累积,并与判定规则定义的中部长度进行比较,即:
30、ctmes_diff=ctmes-cttar;
31、如果ctmes_diff>ctset_max_diff连续时,lenmes_bd_tol=lenmes_bd_pre+lenmes,
32、当lenmes_bd_tol>lenset_bd时:b_ctlenbd=true;
33、否则:b_ctlenbd=false;
34、或者ctmes_diff<ctset_min_diff连续时,lenmes_bd_tol=lenmes_bd_pre+lenmes,
35、当lenmes_bd_tol>lenset_bd时:b_ctlenbd=true;
36、否则:b_ctlenbd=false;
37、式中:ctmes表示测量温度,cttar表示带钢目标卷取温度,ctset-max_diff表示判定规则定义的上限值参数,ctset-min_diff表示判定规则定义的下限值参数,lenset_bd表示判定规则定义的带钢中部超限长度参数,lenmes_bd_tol表示当前带钢中部超限累积长度,lenmes_bd_pre表示带钢中部前一个超限点累积长度,lenmes表示当前采集点带钢片段长度,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
38、所述步骤s6中,带钢头部指定长度为在带钢头部取带钢全长的10%长度作为头部指定长度;对头部指定长度范围内带钢测量卷取温度偏差进行上限值和下限值判断,当测量温度偏差连续大于上限值或是连续小于下限值时,对连续超限的带钢长度进行累积,并与判定规则定义的头部长度进行比较,即:
39、ctmes_diff=ctmes-cttar;
40、如果ctmes_diff>ctset_max_diff连续时,lenmes_hd_tol=lenmes_hd_pre+lenmes,
41、当lenmes_hd_tol>lenset_hd时:b_ctlenhd=true;
42、否则:b_ctlenhd=false;
43、或者ctmes_diff<ctset_min_diff连续时,lenmes_hd_tol=lenmes_hd_pre+lenmes,
44、当lenmes_hd_tol>lenset_hd时:b_ctlenhd=true;
45、否则:b_ctlenhd=false;
46、式中:ctmes表示测量温度,cttar表示带钢目标卷取温度,ctset-max_diff表示判定规则定义的上限值参数,ctset-min_diff表示判定规则定义的下限值参数,lenset_hd表示判定规则定义的带钢头部超限长度参数,lenmes_hd_tol表示当前带钢头部超限累积长度,lenmes_hd_pre表示带钢头部前一个超限点累积长度,lenmes表示当前采集点带钢片段长度,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
47、所述步骤s7中,带钢尾部指定长度为在带钢尾部取带钢全长的10%长度作为尾部指定长度;对尾部指定长度范围内带钢测量卷取温度偏差上限值和下限值判断,当测量温度偏差连续大于上限值或是连续小于下限值时,对连续超限的带钢长度进行累积,并与判定规则定义的尾部长度进行比较,即:
48、ctmes_diff=ctmes-cttar;
49、如果ctmes_diff>ctset_max_diff连续时,lenmes_tl_tol=lenmes_tl_pre+lenmes,
50、当lenmes_tl_tol>lenset_tl时:b_ctlentl=true;
51、否则:b_ctlentl=false;
52、或者ctmes_diff<ctset_min_diff连续时,lenmes_tl_tol=lenmes_tl_pre+lenmes,
53、当lenmes_tl_tol>lenset_tl时:b_ctlentl=true;
54、否则:b_ctlentl=false;
55、式中:ctmes表示测量温度;cttar带钢目标卷取温度,ctset-max_diff表示判定规则定义的上限值参数,ctset-min_diff表示判定规则定义的下限值参数,lenset_tl表示判定规则定义的带钢尾部超限长度参数,lenmes_tl_tol表示当前带钢尾部超限点累积长度,lenmes_tl_pre表示带钢尾部前一个超限点累积长度,lenmes表示当前采集点带钢片段长度,true表示当前项判定结果不符合控制要求,false表示当前项判定结果符合控制要求。
56、本发明的有益效果是:通过预先设置的判定代码和判定规则参数,当带钢卷取温度采集完成后,按照判定规则对采集到的卷取温度数据进行统计和计算,最终得到卷取温度的判定结果,无需过多的人工操作,就能够将卷取温度控制情况反映出来,同时能够及时的进行报警输出,最大化的减少了质量判定人员的工作量,也能够指导操作人员针对当前报警做出生产调整,从而提高生产稳定性。
- 还没有人留言评论。精彩留言会获得点赞!