层流组件的加工方法与流程
本技术涉及精密计量设备,特别涉及一种层流组件的加工方法。
背景技术:
1、质量流量控制计(mass flow controller,mfc)是一种可以精确测量、控制气体流量的设备,气体进入mfc后可以将其流动状态转换为可控制可测量的层流状态,并控制气体在mfc流道内分流。气体进入到mfc后分为两条气路,其中一条气路流经层流组件流道,另一条气路流经传感器流道,将传感器流道和层流组件流道的流阻设计成线性比值,流经传感器流道中的气流可通过传感器精确测量,再通过两者间的分流比计算,从而获得通过整个mfc的气体流量。
2、目前的层流组件设计中,为了保证气体流动为层流状态,需要较大的流阻,以使层流组件流道和传感器流道的分流比具有较好的线性度,因此流体通道的长度和内径的比值通常较大,而大长径比的层流组件的流体通道加工难度较大,加工精度和测试一致性也较差;且加工的层流组件的流体通道数量和尺寸特征通常需要根据mfc的量程来设计,以适应不同规格的质量流量控制计对层流组件的不同通流能力需求。
技术实现思路
1、鉴于上述问题,本技术提供了一种层流组件的加工方法,能够降低层流组件的加工难度,提高加工精度和效率,同时还能够适应不同质量流量控制计不同量程的需求。
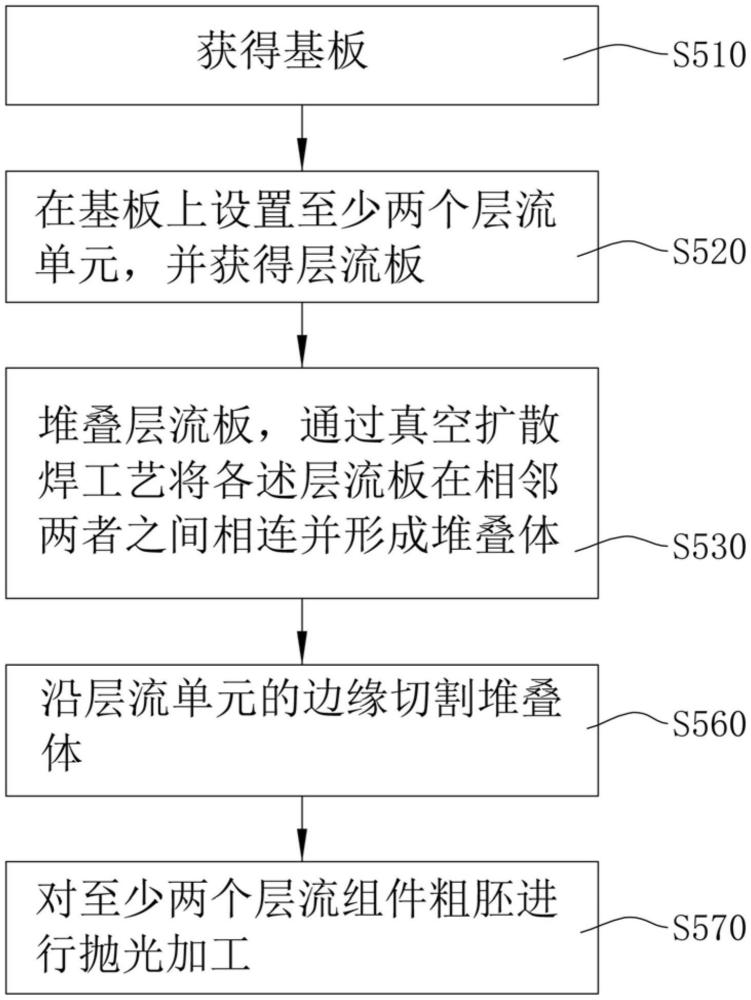
2、本技术实施例提出一种层流组件的加工方法,包括:
3、获得基板;
4、在基板上设置至少两个层流单元,并获得层流板;
5、堆叠层流板,通过真空扩散焊工艺将各层流板在相邻两者之间相连并形成堆叠体,并使不同的层流板上的层流单元相对;
6、沿层流单元的边缘切割堆叠体,以从一个堆叠体中分离出至少两个层流组件粗胚;
7、对至少两个层流组件粗胚进行抛光加工。
8、本实施例的技术方案中,先在每个层流板上先形成了层流单元,再使层流组件通过多个层流单元堆叠形成,降低了层流组件的流体通道的加工难度;一个层流板上可以设置至少两个层流单元,从而使得一次能够加工出至少两个层流组件,提高了加工效率;使层流组件通过多个层流单元层叠形成,以便于通过调整层流单元的层数调整层流组件的长度,从而使得该加工方法能够适应不同质量流量控制计的不同量程的需求。
9、在一些实施例中,在基板上设置至少两个层流单元的步骤中,还包括:在基板上形成防反结构和定位结构;
10、在堆叠层流板的步骤中,还包括:使各层流板的防反结构相对,并使各层流板的定位结构相对。
11、本实施例的技术方案中,在基板上形成防反结构和定位结构,以使得各个层流板在堆叠的过程中能够对正而不易出现错位等异常情况,从而便于提高加工效率和产品良率。
12、在一些实施例中,防反结构包括贯穿基板的防反通孔,防反通孔的数量为至少两个,至少两个防反通孔绕基板的中心不对称设置。
13、本实施例的技术方案中,使至少两个防反通孔沿基板中心不对称设置,以便于更好的发现层流板倒置、旋转或其他错位的情况,从而能够进一步的提高加工效率和产品良率。
14、在一些实施例中,定位结构包括贯穿基板的对位通孔,对位通孔的数量为至少两个,至少两个对位通孔环绕基板的中心间隔设置。
15、本实施例的技术方案提供了一些定位结构的具体结构,以使得堆叠后的各层流板的定位结构能够相对,并便于固定各堆叠后的层流板的位置,从而能够进一步的提高加工效率和产品良率。
16、在一些实施例中,在基板上设置至少两个层流单元的步骤中,层流单元经蚀刻工艺形成。
17、本实施例的技术方案中,使层流单元通过蚀刻工艺形成,以提高加工精度,同时提高加工效率。
18、在一些实施例中,堆叠层流板的步骤包括:
19、清洗各层流板和焊接压头;
20、层叠放置各层流板,得到层流板组件,其中,使各层流板的朝向一致;
21、将层叠后的层流板组件放入真空腔室,并将真空腔室抽真空;
22、对层叠后的层流板组件进行焊前预热;
23、对层叠后的层流板组件进行扩散焊接;
24、使扩散焊接后的层流板组件降温,并得到堆叠体。
25、本实施例的技术方案中,通过扩散焊工艺将各层流板相连并形成堆叠体,以减少微孔尺寸特征的加工难度和尺寸一致性,同时还便于实现自动化控制,并便于提高效率;本实施例的技术方案还进一步提供了一些扩散焊的具体方法,以便于更好的焊接各层流板并形成堆叠体。
26、在一些实施例中,在堆叠层流板的步骤之后,加工方法还包括:对堆叠体进行检验;
27、在堆叠层流板的步骤之后,加工方法还包括:对堆叠体进行研磨加工。
28、本实施例的技术方案中,设置对堆叠体检验的步骤,以检验堆叠体的质量,从而便于及时发现产品质量问题,并便于提高层流组件的良率;因堆叠层流板后易在其表面存留阻焊剂层或其他杂质,据此,本实施例的技术方案还设置研磨加工步骤,以减少堆叠体上存留的阻焊剂或其他杂质,从而减少对后续工序的干扰,便于提高加工的效率和层流组件的良率。
29、在一些实施例中,在沿层流单元的边缘切割堆叠体的步骤中,通过线切割工艺切割堆叠体。
30、本实施例的技术方案中,通过线切割工艺处理堆叠体,以提高加工精度、提高层流组件粗胚的表面质量,同时便于自动化控制,便于提高加工效率。
31、在一些实施例中,在对层流组件粗胚进行抛光的步骤中,通过等离子抛光工艺对层流组件粗胚进行抛光。
32、在一些实施例中,对层流组件粗胚进行抛光加工的步骤包括:
33、对层流组件粗胚进行清洗;
34、根据层流组件粗胚的材质和表面粗糙度数值确定加工参数;
35、将至少两个层流组件粗胚放入抛光机并抛光。
36、因线切割堆叠体后得到层流组件粗胚后,层流组件粗胚上容易残留颗粒物、毛刺或其他结构,据此,本实施例的技术方案中,通过等离子抛光工艺处理层流组件粗胚,以减少层流组件上残留的颗粒物、毛刺等结构,从而满足层流组件对精度和清洁度的需求;本实施例的技术方案还进一步提供了一些离子抛光工艺的具体方法,以便于更好的抛光层流组件粗胚,并便于更好的减少层流组件上残留的颗粒物、毛刺等结构。
37、在一些实施例中,在对层流组件粗胚进行抛光的步骤之后,加工方法还包括:对抛光后的层流组件粗胚进行微孔内颗粒物检验和表面粗糙度检验;
38、在对层流组件粗胚进行抛光的步骤之后,加工方法还包括:对抛光后的层流组件粗胚进行清洗。
39、本实施例的技术方案中,对抛光后的层流组件进行检验,以检验层流组件的质量、外观等是否满足加工需求;对抛光后的层流组件进行清洗,以减少层流组件上存留的抛光剂等物质,从而便于确保层流组件的最终质量和外观。
40、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!