以穿梭车立库为中心的柔性数控加工系统及其方法与流程
本发明涉及一种应用于数控机加行业的以穿梭车立库为中心的的自动化柔性生产线,属于自动化控制与物流仓储领域。
背景技术:
1、现有技术数控加工产线虽然具有一定的自动化与智能化程度,但仍需配备一定数量的现场作业人员,人工辅助加工的参与度与劳动强度均较高。
2、例如在原材料与成品周转流程中仍以人工转运为主,不仅上下料精度较低、且需较长的等待时间。若人工中转不及时,较易出现产线停产情况,极大地影响机加产线生产效率与时效。究其原因,1、生产物料立库与生产单元分开布置,物流中转路径长、效率低、人员劳动强度大。2、机床单元转序生产主要有两种模式,一种是由人工负责转序零件但人员劳动强度大,另一种是由机器人负责转序但产品兼容性较差,换产时所有机床都需停产。因此,目前数控机加生产线的智能化程度仍需进一步完善与提升,诸多技术课题有待解决。
3、有鉴于此,特提出本专利申请。
技术实现思路
1、本发明所述的以穿梭车立库为中心的柔性数控加工系统及其方法,在于解决上述现有技术存在的问题而提出一种针对机加生产线与中央立库结合、以及产品多规格型号兼容的解决方案,以期满足不同类型零件从原料至成品的全流程物流自动周转与自动加工要求,实现显著提高加工时效与质量、提升现场管理效率的目的。
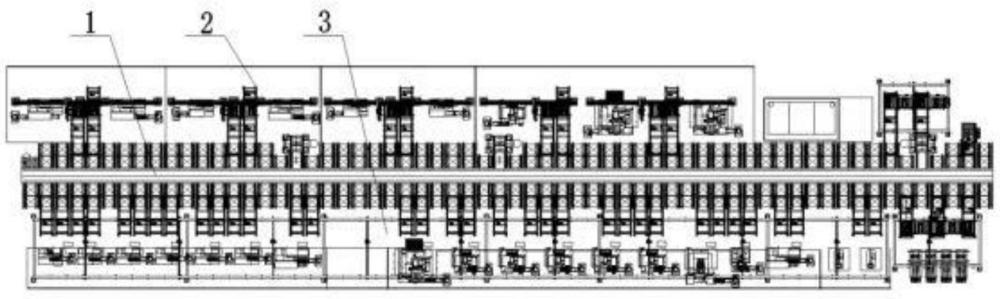
2、为实现上述设计目的,所述以穿梭车立库为中心的柔性数控加工系统包括穿梭车立库区,在穿梭车立库区两侧分别设置自动机加单元区、人工机加单元区;所述的穿梭车立库区具有自动穿梭立库,在自动穿梭立库两侧分别连接有与自动机加单元区输送工件的自动机加单元输送线、与人工机加单元区输送工件的人工机加单元输送线、用于存储原材料的原材料分拣区、以及用于存储加工后成品的成品分拣区;所述的自动机加单元区包括第一车削中心、第二车削中心和七轴移动机器人,机器人视觉夹爪安装于七轴移动机器人的第六轴输出端,在第一车削中心和第二车削中心之间设置有机器人视觉夹爪快换台。
3、进一步地,所述的自动穿梭立库包括具有多层架体和数组仓位的穿梭车立库本体,在每层架体上运行有用于将托盘运至穿梭车立库本体内指定的仓位内、以及将托盘运至自动机加单元输送线、人工机加单元输送线、原材料分拣区和/或成品分拣区进出库指定位置的四向穿梭车,沿穿梭车立库本体侧部连接有数组用于在多层架体之间运输四向穿梭车和/或物料托盘的跨层提升机。
4、进一步地,所述的自动机加单元输送线包括沿输送方向连接的双向避让链条机与第一双向输送链条机,与第一双向输送链条机相平行地设置有单向输送链条机;在单向输送链条机上设置有用于存放原材料满载托盘以供机器人视觉夹爪抓取上料的第一举升横移辊筒线,在第一举升横移辊筒线上设置有自动地读取托盘上的条码信息的读码器、针对托盘进行二次定位的二次定位机构以配合机器人视觉夹爪准确地取放托盘上的工件;在第一双向输送链条机上设置有用于存放成品空载托盘以供机器人视觉夹爪抓取上料的第二举升横移辊筒线,在第二举升横移辊筒线上设置有自动地读取托盘上的条码信息的读码器、针对托盘进行二次定位的二次定位机构以配合机器人视觉夹爪准确地取放托盘上的工件。
5、进一步地,所述的人工机加单元输送线包括相互平行设置的、分别输送成品空载托盘与原材料满载托盘的第二双向输送链条机、第三双向输送链条机。
6、进一步地,所述原材料分拣区包括原材料分拣悬挂起重装置,在原材料分拣悬挂起重装置中平行地设置有第一原材料空载托盘输送链条机、原材料满载托盘输送链条机、第二原材料空载托盘输送链条机、以及数组待分拣托盘缓存台;在第一原材料空载托盘输送链条机与原材料满载托盘输送链条机之间连接有第一横移输送辊筒线;在第一原材料空载托盘输送链条机上,设置有第三举升横移输送辊筒线;在原材料满载托盘输送链条机与第二原材料空载托盘输送链条机之间连接有第二横移输送辊筒线;在原材料满载托盘输送链条机上,设置有第四举升横移输送辊筒线和第一称重与外形检测模块;在第二原材料空载托盘输送链条机上,设置有第五举升横移输送辊筒线;每组待分拣托盘缓存台均配置一台第一叉车式agv。
7、进一步地,所述的成品分拣区包括成品分拣悬挂起重装置,在成品分拣悬挂起重装置中平行地设置有成品空载托盘输送链条机、成品满载托盘输送链条机,在成品分拣悬挂起重装置的外侧设置有第四双向输送链条机;在成品空载托盘输送链条机上设置有第六举升横移输送辊筒线;在成品空载托盘输送链条机与成品满载托盘输送链条机之间连接有第三横移辊筒输送线;在成品满载托盘输送链条机上设置有第七举升横移输送辊筒线;在成品满载托盘输送链条机一侧连接有第四横移辊筒输送线,第四横移辊筒输送线侧端设置对接第二叉车式agv的工位;在第四双向输送链条机上设置有第二称重与外形检测模块、以及与第三叉车式agv对接的工位。
8、进一步地,所述的机器人视觉夹爪包括连接于七轴移动机器人第六轴输出端的端拾器转接件,端拾器转接件安装连接夹爪快换盘母盘,夹爪快换盘子盘连接于夹爪快换盘母盘与气动夹爪连接件之间;夹持夹爪通过气动组件驱动连接于气动夹爪连接件,接触式位移传感器通过位移传感器连接件连接于气动夹爪连接件上夹持夹爪一侧,视觉相机与视觉光源通过视觉连接件连接于气动夹爪连接件。
9、进一步地,所述的人工机加单元区包括有车床和零件缓存台。
10、基于上述以穿梭车立库为中心的柔性数控加工系统的结构设计,本技术同时提出下述以穿梭车立库为中心的柔性数控加工方法:
11、在穿梭车立库区两侧分别设置自动机加单元区、人工机加单元区;
12、以穿梭车立库区为物流中心,原材料、成品分别分拣至托盘并输送至穿梭车立库,承载原材料或成品的托盘由穿梭车周转至指定仓位存储;
13、工件加工时,原材料由穿梭车立库周转至指定的自动机加单元区或人工机加单元区,指定机加单元的输送链条机输送托盘至指定工位;
14、七轴移动机器人对原材料托盘上零件进行夹取并对机床进行上料,同时七轴移动机器人将机床加工完成的成品放置于成品托盘中,满载成品托盘经输送链条机输送托盘至穿梭车立库;
15、穿梭车将成品托盘放置于仓位中暂存,当成品需出库时穿梭车将成品托盘运至成品下料区,由人工分拣后空载托盘回库。
16、进一步地,在自动穿梭立库两侧分别连接有与自动机加单元区输送工件的自动机加单元输送线、与人工机加单元区输送工件的人工机加单元输送线、用于存储原材料的原材料分拣区、以及用于存储加工后成品的成品分拣区;
17、自动穿梭立库用于物料托盘的自动中转与暂存任务作业;
18、自动机加单元输送线用于自动机加单元区与穿梭车立库区的自动穿梭立库之间双向输送托盘以实现自动上下料作业;日常生产时,四向穿梭车依照控制系统的指令提前将待加工零件通过托盘提前输送至指定的仓位中;
19、人工机加单元输送线用于人工机加单元区与穿梭车立库区的自动穿梭立库之间双向输送托盘以实现自动上下料作业;
20、原材料分拣区用于针对来料托盘为原材料托盘与成品托盘相混合情况下的物料分拣作业;
21、成品分拣区用于来料托盘无需分拣情况下的托盘入库作业、由人工将成品满载托盘分拣至成品空载托盘作业、成品满载托盘的直接出库作业、异常托盘处理与入库作业、以及原材料与成品的空托盘入库作业。
22、综上,本技术提出的以穿梭车立库为中心的柔性数控加工系统及其方法具有以下优点与有益效果:
23、1、本技术采取整体柔性设计方案,显著减少人的参与度,从而在工件存储、周转与加工全程具备较高的自动化、智能化与柔性化水平,在保障工件加工精度的前提下具有较高的加工效率。
24、2、本技术中的物流中转实现全自动化,物流中转路径较少,显著地节省周转时间。
25、3、本技术自动产线机床配备有机内检测探头,可自动地检测加工零件并自动补偿,提高产品良品率,提高产品加工效率。
26、4、本技术所有托盘都配有二维码,可追溯托盘中零件数量、型号、生产信息等信息,有利于提高加工质量。
27、5、本技术所有机床都采用零点快换夹具夹爪,可有效地降低机床换产时间,换产后无需对刀,直接加工即可。
28、6、本技术立式加工中心与钻攻中心所用刀具刀柄均配备rfid芯片,对刀仪可将对刀数据写入刀柄内,机床换刀时可自动读取刀具信息并同步到零件加工程序中无需二次对刀,可显著提升加工效率。
- 还没有人留言评论。精彩留言会获得点赞!