一种常压罐体表面焊缝检测方法、介质及机器人与流程
本发明属于焊缝检测,具体而言,涉及一种常压罐体表面焊缝检测方法、介质及机器人。
背景技术:
1、焊接是金属加工中广泛应用的一种连接技术,在机械制造、船舶制造、石油化工等行业中扮演着重要角色。其中,常压罐体是许多工业装置中不可或缺的关键部件,其焊缝质量对整个装置的安全性和可靠性有着直接影响。因此,如何准确、高效地检测常压罐体表面的焊缝质量一直是业界关注的重点问题。
2、传统的焊缝检测方法主要包括以下几种:
3、1.目视检查法: 由经验丰富的检测人员目测观察焊缝表面的外观特征,如焊缝形状、尺寸、存在缺陷等,进行主观评判。这种方法简单直观,但受检测人员主观因素影响大,难以实现定量化和自动化。
4、2.机械测量法: 利用各种测量工具,如游标卡尺、焊缝测厚仪等,直接测量焊缝的几何尺寸参数,如宽度、高度、成角度等。这种方法可以获得较为准确的数据,但仅局限于表面尺寸检测,无法发现内部缺陷。
5、当前,已经有不少企业采用履带式机器人携带x射线检测装置对常压罐体表面焊缝进行检测,但是由于罐体表面几何复杂,存在明显的曲率和粗糙度,导致检测效果不够精确。
技术实现思路
1、有鉴于此,本发明提供一种常压罐体表面焊缝检测方法、介质及机器人,能够解决现有技术采用履带式机器人携带x射线检测装置对常压罐体表面焊缝进行检测时,存在由于罐体表面几何复杂,存在明显的曲率和粗糙度,导致检测效果不够精确的技术问题。
2、本发明是这样实现的:
3、本发明的第一方面提供一种常压罐体表面焊缝检测方法,其中,包括以下步骤:
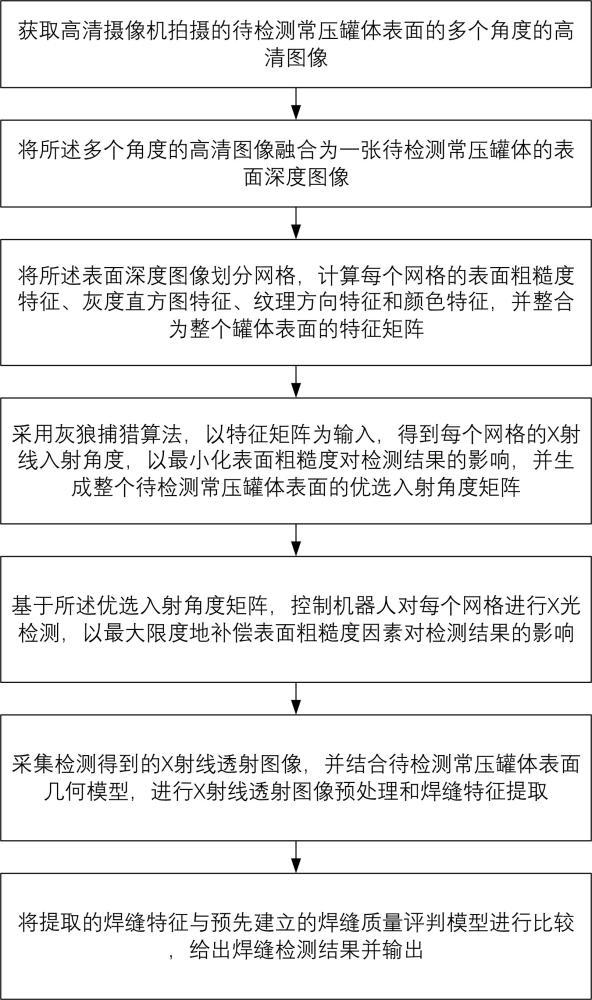
4、s10、获取高清摄像机拍摄的待检测常压罐体表面的多个角度的高清图像;
5、s20、将所述多个角度的高清图像融合为一张待检测常压罐体的表面深度图像;
6、s30、将所述表面深度图像划分网格,计算每个网格的表面粗糙度特征、灰度直方图特征、纹理方向特征和颜色特征,并整合为整个罐体表面的特征矩阵;
7、s40、采用灰狼捕猎算法,以特征矩阵为输入,得到每个网格的x射线入射角度,以最小化表面粗糙度对检测结果的影响,并生成整个待检测常压罐体表面的优选入射角度矩阵;
8、s50、基于所述优选入射角度矩阵,控制机器人对每个网格进行x光检测,以最大限度地补偿表面粗糙度因素对检测结果的影响;
9、s60、采集检测得到的x射线透射图像,并结合待检测常压罐体表面几何模型,进行x射线透射图像预处理和焊缝特征提取;
10、s70、将提取的焊缝特征与预先建立的焊缝质量评判模型进行比较,得到焊缝检测结果并输出。
11、在上述技术方案的基础上,本发明的一种常压罐体表面焊缝检测方法还可以做如下改进:
12、其中,表面粗糙度特征为:通过对网格内的深度数据计算平均高程、高程标准差、高程斜度参数,描述网格表面的粗糙程度。
13、其中,灰度直方图特征为: 统计网格内像素的灰度分布直方图,提取直方图的均值、方差、偏斜度、峰度特征。
14、其中,纹理方向特征为: 采用gabor滤波等方法,提取网格内纹理的主导方向和方向熵的特征。
15、其中,颜色特征为: 计算网格内像素的rgb/hsv颜色分布统计特征。
16、其中,所述灰狼捕猎算法的步骤,具体包括:初始化灰狼种群,每只灰狼代表一种x射线入射角度组合;根据特征矩阵评估每只灰狼的适应度,适应度越高则表示x射线入射角度组合越优;按照灰狼社会等级机制更新种群,模拟狼群捕猎的过程;迭代优化,直到达到收敛条件,得到优选入射角度矩阵。
17、其中,所述焊缝质量评判模型的训练步骤包括:
18、首先,收集大量的焊缝样本数据,包括各种良好和缺陷焊缝的x光透射图像及其对应的焊缝特征和质量标签;
19、然后,采用样本数据训练一个神经网络,用于焊缝特征与质量标签之间的关系建立起来,形成一个可用于预测新焊缝质量的焊缝质量评判模型,所述焊缝质量评判模型根据输入的焊缝特征自动给出每个焊缝的质量评级并将整个罐体表面的焊缝检测结果输出。
20、进一步的,所述焊缝的质量评级包括优良、一般、严重缺陷。
21、本发明的第二方面提供一种计算机可读存储介质,其中,所述计算机可读存储介质中存储有程序指令,所述程序指令运行时,用于执行上述的一种常压罐体表面焊缝检测方法。
22、本发明的第三方面提供一种常压罐体表面焊缝检测机器人,其中,包括履带式机器人,以及固定设置在履带式机器人上的五轴机械手,所述五轴机械手的夹持端设置有x光检测头;所述履带式机器人上还设置有高清摄像头。
23、所述履带式机器人具有连接件,连接件上部与机械手相连,下部固定在前减速箱固定板上,前减速箱安装在减速器垫板上,减速器垫板安装在底盘前部,第一步进电机安装在前减速箱的侧部,后减速箱同理,安装在底盘后部,第二步进电机安装在后减速箱侧部,前轴穿过前减速箱将两片主体侧板前部和两个主体齿轮连接,后轴穿过后减速箱将两片主体侧板后部和另外两个主体齿轮连接,两条主体履带分别啮合在四个主体齿轮上,每条主体履带各啮合两个,分别安装在主体侧板上,两个联轴器分别安装在靠近减速箱的前轴和后轴的一侧,前部的两个摆臂大齿轮安装在前轴的两侧,后部的两个摆臂大齿轮安装在后轴两侧,每个摆臂大齿轮外都有一个摆臂侧板与其相连固定,在每个摆臂侧板的另一侧都有一个摆臂小齿轮安装在上面,四条摆臂履带分别与四个摆臂大齿轮和四个摆臂小齿轮啮合。
24、第一步进电机与第二步进电机工作,通过前减速箱与后减速箱输出较大的力矩与较小的速度,带动四个主体齿轮转动,两条与主体齿轮啮合的履带因此也开始运动,带动履带车前进或后退,第一步进电机与第二步进电机的工作也通过前轴和后轴将运动传递到摆臂大齿轮上,并且齿轮旋转方向与主体齿轮相同,因为摆臂履带啮合在摆臂大齿轮和摆臂小齿轮上,所以四条摆臂履带以与主体履带相同方向开始运动,保证履带车正常运动并且增大了吸附力与越障能力。
25、主体履带和摆臂履带都为永磁体,可以让履带车机器人不必消耗额外的能量便能在垂直于地面的罐体上移动,也增加了安全性。
26、主体齿轮和摆臂大齿轮共用同一个步进电机,保证了主体履带和摆臂履带可以向相同的方向运动,保证了运动的灵活性。
27、摆臂的存在让机器人在平滑罐体上运动时可以增加吸附力,保证运动的平稳,在遇到前方有障碍时,摆臂遇到阻力会向上抬起,让机器人可以直接越过障碍物,而不必花时间绕路,增加了工作效率。
28、第一步进电机和第二步进电机以对角线的形式安装,可以让机器人消耗最少的能量,完成最多的动作,甚至能完成原地掉头的运动。
29、五轴机械手上的五个步进电机,保证了机械手的灵活性,使每个关节都得到了充分的运动,让x光检测头可以从各个角度检查罐体,提高了机器人的灵活性,保证完美完成工作。
30、与现有技术相比较,本发明提供的一种常压罐体表面焊缝检测方法、介质及机器人的有益效果是:
31、1.全面覆盖: 该方法通过多视角高清相机的配合,能够获取罐体表面各个角度的高质量图像数据,为后续的三维重建和焊缝检测提供全面、细致的基础信息。相比于单一视角的传统检测,能够更好地覆盖整个罐体表面。
32、2.自动化: 该方法利用机器人自动控制x光探测装置,实现了对罐体表面各个网格区域的全自动扫描检测。大大提高了检测效率,避免了手工操作x光设备时存在的不确定性和重复性差的问题。
33、3.精准定量: 该方法通过深入提取焊缝的几何尺寸、纹理特征等多维度参数,并结合预先训练的机器学习模型,实现了对焊缝质量的智能化、定量化评判。相比于传统的主观经验评估,大幅提高了检测的准确性和可靠性。
34、4.补偿粗糙度: 该方法采用灰狼优化算法,计算出最佳的x光入射角度,能够最大程度地补偿罐体表面的粗糙度因素对检测结果的影响。这在处理复杂几何曲面焊缝时具有明显优势。
35、综上所述,本发明的方案解决了现有技术采用履带式机器人携带x射线检测装置对常压罐体表面焊缝进行检测时,存在由于罐体表面几何复杂,存在明显的曲率和粗糙度,导致检测效果不够精确的技术问题。
- 还没有人留言评论。精彩留言会获得点赞!