一种磁路自动组装机的制作方法
本发明涉及磁路装配,特别是涉及一种磁路自动组装机。
背景技术:
1、磁路是控制电子元器件中不可缺少的组成元件,它包括线圈、磁钢、铁芯以及轭铁等零件,但是,目前现有的磁路组装过程通常由人工完成,生产效率较低,占用空间大,且人力成本高,不利于产能的提高,不能适应大批量生产需求。
2、因此,本发明提供了磁路自动组装机,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供一种可以有效解决现有技术中磁路的生产过程无法完全做到自动化的问题,实现磁路自动化生产,降低对人力的需求,提高生产效率的磁路自动组装机。
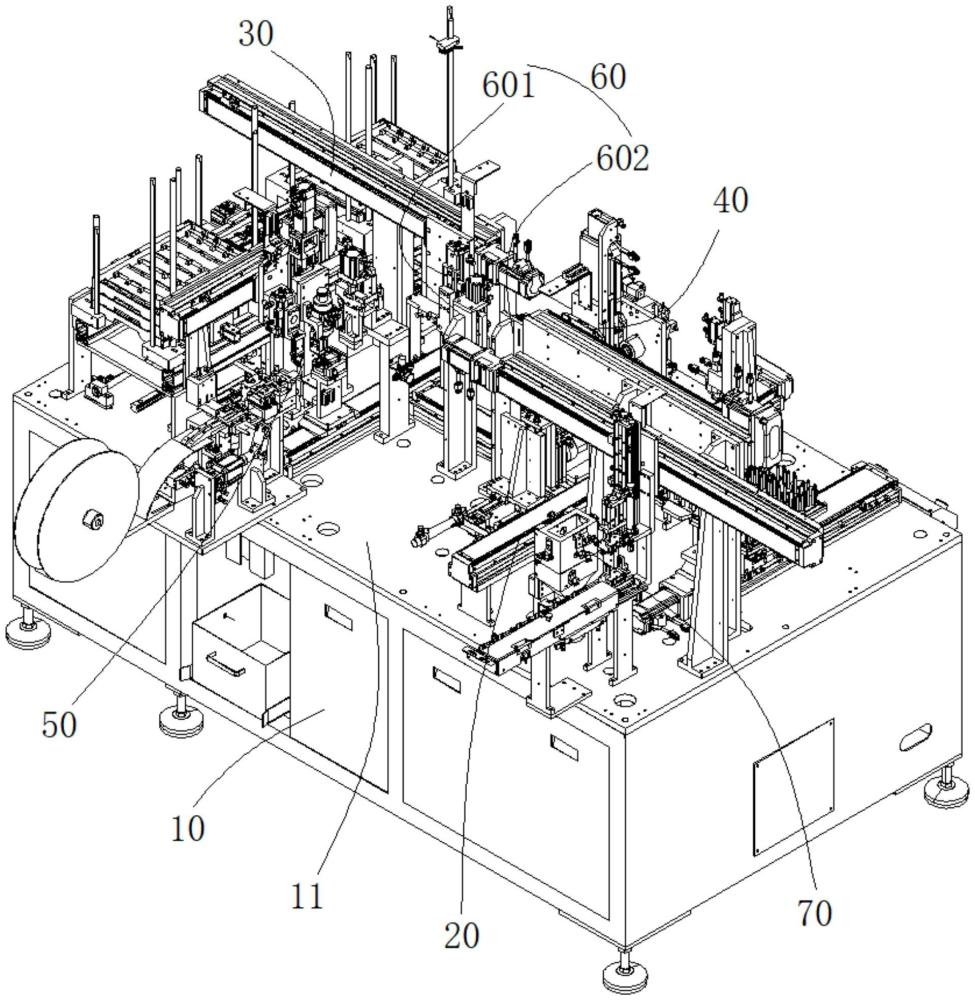
2、为实现上述技术方案,本发明的技术方案如下:一种磁路自动组装机,包括一具有台面的机架以及架设在台面上一用于传送线圈a的线圈传送机构;
3、在台面靠近右侧安装一用于把线圈a搬运至线圈传送机构上的线圈搬运装置;
4、在台面靠近左侧安装一用于把铁芯、磁钢以及轭铁搬运至线圈传送机构上并安装到线圈a上的组装装置;
5、在所述组装装置一侧安装一用于把卷曲的二级管进行裁切折弯定型后再安装到线圈a上的线圈a上的二极管组装装置;
6、在相邻所述组装装置和二极管组装装置之间安装一用于检测的检测装置。
7、进一步地,所述二极管组装装置包括:
8、二极管推进切断机构,设置于所述台面前部,用于将卷料电阻逐个切断;
9、二极管定位定型机构,安装于所述二极管推进切断机构正前方,用于把所述二极管推进切断机构切断后的二极管进行定位并折弯成型;
10、二极管压入机构,安装于所述二极管定位定型机构前方,用于将所述线圈传送机构上的半成品二极管完整压入到线圈a中,以及
11、二极管抓取机械手,可移动设置于所述二极管推进切断机构和二极管定位定型机构上方;用于将二极管推进切断机构切断的成品搬运至二极管定位定型机构上的同时将所述二极管定位定型机构上折弯好的二极管预压到线圈传送机构上的线圈a。
12、进一步地,所述二极管推进切断机构包括二极管推进切断支架;所述二极管推进切断支架可沿水平方向来回往复移动的移动搬送部件;所述移动搬送部件上方设有可沿竖直方向来回往返升降移动压料的带料上压定位部件;沿所述移动搬送部件移动方向前方设有二极管切断部件;
13、所述二极管定位定型机构包括二极管定位定型支架;所述二极管定位定型支架顶部设有二极管压膜滑块;所述二极管压膜滑块上设有二极管压膜;所述二极管压膜一侧设有二极管定位夹紧手指气缸;所述二极管压膜上可拆卸安装有整形让位挡边板;所述二极管压膜一侧设有二极压膜气缸;所述二极管压膜可移动插设有整形压膜;所述整形压膜上平行设有导向轴;所述导向轴可移动插设于二极管压膜滑块上;所述二极压膜气缸可驱动所述整形压膜来回往复移动;
14、所述二极管压入机构包括龙门压入支架;所述龙门压入支架顶部设有二极管压入气缸;所述龙门压入支架一侧可滑动设有压入滑动块;所述二极管压入气缸可驱动所述压入滑动块来回往复移动;所述压入滑动块底部由上至下设有二极压到位垫块和二极压到位安装座;所述二极压到位安装座上插设有第一二极管压入块和第二二极管压入块;所述第一二极管压入块和第二二极管压入块一端于所述二极压到位垫块面接触;
15、所述二极管抓取机械手包括二极管抓取模组;所述二极管抓取模组的输出端呈一字水平方向设二极管抓取组件和二极管摆动预压入机构;所述二极管摆动预压入机构用于将二极管摆动压入到线圈a中。
16、进一步地,所述移动搬送部件包括左右滑轨安装板;所述左右滑轨安装板上设有移动搬送横向移动气缸;所述左右滑轨安装板一侧可滑动设有移动搬送底座;所述移动搬送横向移动气缸可驱动所述移动搬送底座来回往复移动;所述移动搬送底座上可沿竖直方向往复移动设有推料治具;所述移动搬送底座上设有移动搬送升降气缸;所述左右滑轨安装板上可拆卸设有二极管料道基板;所述移动搬送升降气缸可驱动所述推料治具来回往复升降插设于所述二极管料道基板;
17、所述带料上压定位部件包括固定安装在左右滑轨安装板上的带料上压气缸;所述带料上压气缸输出端安装有弹压块;所述弹压块上阵列设有贯穿的长条形孔;
18、所述二极管切断部件包括二极管切断底座;所述二极管切断底座顶部可拆卸设有第一切断治具;所述二极管切断底座一侧铰链连接有切断气缸;所述二极管切断底座上课摆动设有第二切断治具;所述第一切断治具与所述第二切断治具面接触;所述切断气缸可驱动所述第二切断治具来回往复摆动;所述二极管切断底座两侧可调节安装有顶料组件;所述二极管切断底座正前方设有中空的落料槽;
19、所述整形让位挡边板侧面上设有内凹的长条形定位槽;所述整形让位挡边板一侧向外延伸设有三角状的让位挡边;所述整形压膜一端对称设有与长条形定位槽相适配的定位肩,相邻所述定位肩之间可伸缩设有压模二级管弹压块;
20、所述二极管摆动预压入机构包括二极管摆动升降模组;所述二极管摆动升降模组输出端设有摆动气缸;所述摆动气缸的输出端设有二极管预压块;所述二极管预压块一侧设有二极吸取块;所述二极吸取块上设有负压通道。
21、进一步地,所述组装装置包括:
22、翻转机构,安装于所述线圈传送机构运输方向上,用于对线圈传送机构上的线圈a进行180°翻转;
23、推轭铁辅助装配机构,位于所述翻转机构前方,用于辅助支撑住轭铁一端使其其倾斜后继续向前微推;
24、轭铁二次定位机构,安装于所述推轭铁辅助装配机构前方,用于对轭铁进行二次定位;
25、铁芯二次定位机构,位于所述轭铁二次定位机构一侧,用于对铁芯进行二次定位;
26、装配机械手,可移动设置于所述轭铁二次定位机构和线圈传送机构上,用于把所述轭铁二次定位机构上的轭铁抓取后倾斜转配到所述线圈传送机构上的线圈a中;以及。
27、进一步地,所述装配机械手包括装配支架;所述装配支架一侧设有装配横移模组;所述装配支架一侧可滑动设有装配底座;所述装配横移模组可驱动所述装配底座来回往复移动;所述装配底座上设有装配升降模组;所述装配升降模组的输出端设有装配安装底板;所述装配安装底板上可摆动设有摆动装配部件;所述摆动装配部件一侧设有压料组件;
28、所述铁芯二次定位机构包括铁芯二次定位支架;所述铁芯二次定位支架一侧平行设有第一铁芯二次定位气缸和第二铁芯二次定位气缸;所述铁芯二次定位支架上可移动设有铁芯二次夹紧定位组件;所述第一铁芯二次定位气缸可驱动所述铁芯二次夹紧定位组件来回往复移动;所述铁芯二次定位支架上设有铁芯推入组件;所述第二铁芯二次定位气缸可驱动所述铁芯推入组件伸缩移动;
29、所述推轭铁辅助装配机构包括工形支架;所述工形支架上设有第一滑台气缸;所述第一滑台气缸输出设有第二滑台气缸;所述第二滑台气缸输出端安装有推轭铁浮动支座组件;
30、所述翻转机构包括翻转支架;所述翻转支架上设有翻转移动气缸;所述翻转支架上设有翻转座;所述翻转移动气缸可驱动所述翻转座来回往复移动;所述翻转座上固设有翻转升降气缸;所述翻转座上可滑动设有旋转气缸;所述旋转气缸输出端设有线圈接料治具;
31、所述所述组装装置还包括原料存放组件;所述原料存放组件可移动设置于台面上。
32、进一步地,所述摆动装配部件包括可转动插设于所述装配安装底板上的装配z轴摆转块;所述装配z轴摆转块右上方可沿水平方向伸缩的角度调节动力源;所述装配z轴摆转块左上方倾斜设有缓冲组件;所述装配z轴摆转块左下方设有旋转复位限位组件;所述装配z轴摆转块上可滑动设有磁钢导轨安装板;所述磁钢导轨安装板上安装有磁钢吸取连接板;所述磁钢吸取连接板上设有磁钢吸取压板;所述磁钢吸取连接板上旋接有真空吸盘,且真空吸盘贯穿磁钢吸取压板;
33、所述压料组件包括轭铁压料气缸;所述轭铁压料气缸输出端设有轭铁浮动连接块;所述轭铁浮动连接块上安装有聚氨酯块;
34、线圈接料治具包括翻转弹压导向块;所述翻转弹压导向块可摆动设有第一治具和第二治具;所述第一治具和第二治具一端通过弹性件连接。
35、进一步地,所述检测装置包括一字纵向排列的影相检测机构和高度检测机构;所述影相检测机构用于对成型的二极管进行视觉检测;所述高度检测机构用于对线圈a上的二极管压入引脚进行高度检测后进行通电检测;
36、所述线圈传送机构包括三个相互垂直摆放呈工字型的直线运载模组;所述直线运载模组输出端安装有运载治具;
37、所述线圈搬运装置包括线圈堆垛存储机构;所述线圈堆垛存储机构上方可移动设置有线圈上料机械手。
38、进一步地,所述影相检测机构包括影相检测支架;所述影相检测支架上设有工业相机,沿所述工业相机拍摄的光路上设有方形光源;
39、所述高度检测机构包括高度检测支架;所述高度检测支架顶部设有检测升降气缸;所述高度检测支架一侧可滑动设有检测连接座;所述检测升降气缸可驱动所述检测连接座来回往复移动;所述检测连接座上可伸缩设有高度检测探针;所述检测连接座上绝缘性安装有检测探针。
40、进一步地,所述磁路自动组装机还包括成品下料装置;所述成品下料装置包括固设于所述台面上的成品下料机械手;所述成品下料机械手下方设有360°除尘组件;所述360°除尘组件一侧设有物料存储组件。
41、与现有技术相比较,本发明具有如下有益效果:
42、1)本发明实现自动化搬送线圈并完成二极管、磁钢、铁芯以及轭铁组装检测,整个过程操作简单,无需人工参与,从而提高生产效率;
43、2)本发明应用于磁路生产的磁路自动组装机,通过线圈传送机构、线圈搬运装置、组装装置、二极管组装装置、检测装置、成品下料装置、plc控制器等设备配合作用,实现自动化搬送底座,从而代替人工手工组装操作,保证了生产质量,减少了生产工作时间从而提高生产效率(效率可高达1500件/每小时),具有结构简单,节省成本而且工作效率高,降低了人工成本和劳动强度,生产成本低,产品质量好,成品率高,而且设备利用率高;
44、3)本发明通过设置摆动装配部件将轭铁倾斜一定角度后再将其按压装配到线圈上,有效的避免线圈在组装过程中发生刮伤以及造成损坏。
- 还没有人留言评论。精彩留言会获得点赞!