一种铝合金门窗加工工艺的制作方法
本发明涉及铝合金门窗加工,尤其涉及一种铝合金门窗加工工艺。
背景技术:
1、铝合金门窗在加工时需要经历多个步骤:包括切割、冲孔、焊接、喷漆等,而铝合金门窗在冲孔过程中,主要是将铝合金门窗放置在下模具上,下模具内开设有多个冲压孔,然后通过升降设备带动上模具下移,使得上模具底部的冲压柱压在铝合金门窗上,当上模具底部的冲压柱嵌设到下模具的冲压孔内时,即完成了冲孔。
2、当铝合金门窗冲孔结束后,铝合金门窗冲孔的结束面会有些许的毛边、毛刺,如图8中的300毛刺(毛边)所示,而由于下模具通常是不能移动的,因此每次在铝合金门窗冲孔结束后,需要将铝合金门窗取下,然后再对铝合金门窗冲孔后的毛边、毛刺进行再清理,并且由于冲孔的数量多,导致毛边、毛刺的清理较为繁琐且耗时,严重影响了加工的效率。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、鉴于上述一种铝合金门窗加工工艺的问题,提出了本发明。
3、因此,本发明目的是提供一种铝合金门窗加工工艺,其用于解决每次在铝合金门窗冲孔结束后,需要将铝合金门窗取下,然后再对铝合金门窗冲孔后的毛边、毛刺进行再清理,并且由于冲孔的数量多,导致毛边、毛刺的清理较为繁琐且耗时,严重影响了加工的效率等问题。
4、为解决上述技术问题,本发明提供如下技术方案:一种铝合金门窗加工工艺,包括:
5、冲孔单元,其包括底板和顶板,所述底板和顶板之间固定有两个竖板,且两个竖板平行设置,两个所述竖板之间设置有上模具,所述上模具的底部固定有多个冲压柱,两个所述竖板之间还设置有下模具,所述下模具位于上模具正下方,所述下模具内开设有多个和冲压柱对应设置的冲压孔,所述下模具上方设置有铝合金门窗主体,所述顶板的底部固定安装有液压缸,所述液压缸的伸长端和上模具相固定,所述液压缸伸长带动上模具下移,冲压柱和冲压孔配合对铝合金门窗主体进行冲孔,铝合金门窗主体冲孔后的孔径边缘形成毛边、毛刺;
6、清理单元,其包括设置两个竖板之间的置物板,所述置物板位于下模具正下方,所述置物板的两侧均固定有矩形杆一,所述竖板内开设有竖行程槽,两个所述矩形杆一分别滑动配合于对应的竖行程槽内,所述上模具的两侧均固定有矩形杆二,两个所述矩形杆二分别滑动配合于对应的竖行程槽内,所述置物板上设置有多组用于将铝合金门窗主体冲孔后的孔径边缘的毛边、毛刺进行清理的清理组件。
7、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:两个所述竖板相互靠近的一侧均固定有两个支撑板和两个边板,所述边板位于支撑板上方,所述边板内螺纹连接有螺杆,所述螺杆的底部固定有压板,所述螺杆的顶部固定有握把,所述铝合金门窗主体被夹持在支撑板和压板之间。
8、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述下模具的底部固定有两个连接杆,两个所述连接杆的底部共同固定有集料仓,所述集料仓位于下模具下方。
9、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述竖板内开设有横行程槽,所述下模具的两侧均固定有矩形杆三,所述矩形杆三滑动配合于对应的横行程槽内。
10、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述矩形杆三远离下模具的一端固定有圆柱,所述竖板的两侧均设置有矩形板,所述矩形板内开设有行程槽一、挤压槽和行程槽二,且行程槽一和挤压槽连通,并且挤压槽和行程槽二连通,所述圆柱滑动配合于行程槽一、挤压槽、行程槽二内。
11、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:两个所述矩形杆二相互远离的一侧均和矩形板的顶部相固定,两个所述矩形杆一相互远离的一侧均和矩形板的底部相固定。
12、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述底板和顶板之间固定有两个导向杆,两个所述导向杆分别位于两个竖板相互远离的一侧,所述导向杆贯穿矩形板并位于矩形板内滑动。
13、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述清理组件包括多个固定于置物板顶部的筒体,所述筒体内滑动连接有移动柱,所述移动柱顶部固定有圆盘,所述圆盘顶部固定有打磨块,所述打磨块能够嵌设到铝合金门窗主体内冲压后的孔内,所述圆盘的直径大于铝合金门窗主体内冲压后孔的直径,所述圆盘顶部沿其径向等间距固定有多个刮刀。
14、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述筒体内对称开设有两个曲形槽,所述移动柱外侧对称固定有两个凸柱,两个所述凸柱分别滑动配合于对应的曲形槽内。
15、作为本发明所述一种铝合金门窗加工工艺的一种优选方案,其中:所述筒体内设置有弹簧,所述弹簧的一端和移动柱相抵,所述弹簧的另一端和置物板相抵。
16、本发明的有益效果:
17、1、当铝合金门窗冲孔结束后,液压缸收缩带动矩形杆二、矩形板上移,当冲压柱从铝合金门窗主体上移开后,圆柱的位置轨迹是由在行程槽一的顶部到行程槽一的底部的,然后液压缸继续收缩时带动矩形板继续上移,使得圆柱在挤压槽内移动,即挤压槽会挤压圆柱从而带动圆柱、矩形杆三、下模具移动,即将下模具从铝合金门窗主体的底部移开,从而方便后续的清理组件冲孔后的毛刺、毛边进行清理,该过程和现有技术的区别为:现有的下模具通常是不可移动的,只有将冲完孔的铝合金门窗主体取下才能对孔边缘的毛刺、毛边进行清理,而该过程是将下模具自动从铝合金门窗主体底部移开,从而方便对孔边缘的毛刺、毛边进行清理;
18、2、液压缸收缩带动置物板、清理组件上移,使得打磨块移动至嵌设到铝合金门窗主体内的冲压后的孔内,并且刮刀和铝合金门窗主体的底部相抵,之后置物板继续上移时,使得移动柱向筒体内移动,并且凸柱在曲形槽内移动,从而使得移动柱向筒体内移动时旋转式的移动,从而使得刮刀对毛刺、毛边进行刮除,并且能够同时对铝合金门窗主体内的多个冲压后的孔进行清理。
19、附图说明
20、为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
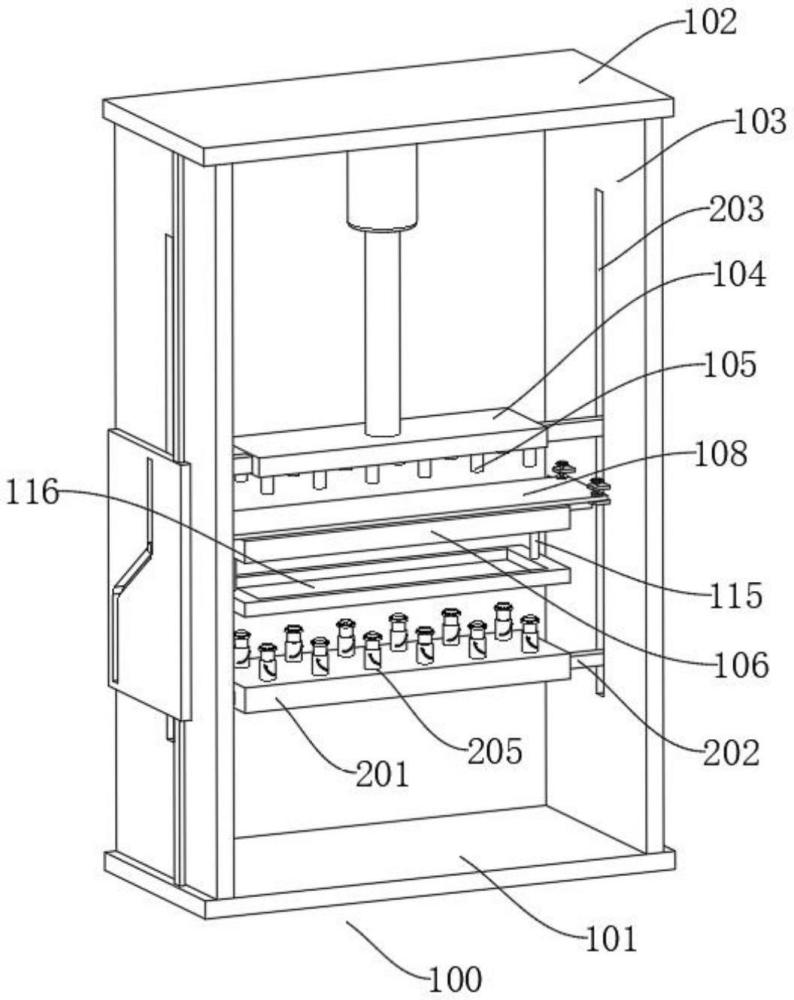
21、图1为本发明一种铝合金门窗加工工艺的结构示意图。
22、图2为本发明一种铝合金门窗加工工艺的局部结构放大示意图。
23、图3为本发明一种铝合金门窗加工工艺的局部结构拆分示意图。
24、图4为本发明一种铝合金门窗加工工艺的局部结构示意图。
25、图5为本发明一种铝合金门窗加工工艺的侧视图。
26、图6为本发明提供的清理组件的结构示意图。
27、图7为本发明提供的清理组件的结构拆分示意图。
28、图8为本发明提供的铝合金门窗主体的剖视图。
- 还没有人留言评论。精彩留言会获得点赞!