热轧板带轧制力周期波动的自动识别和预警方法及系统
本发明涉及自动化及轧制,特别是指一种热轧板带轧制力周期波动的自动识别和预警方法及系统。
背景技术:
1、轧制力是板带产生厚度变化的关键因素之一,直接影响到金属材料的变形和塑性加工过程。通过调整轧制力大小和分布,可以控制和调整金属材料的形状和尺寸,保证产品满足要求的几何尺寸和形状要求。在常规热连轧生产过程中,轧制力稳定的重要性不可低估,它对热轧过程和产品质量具有关键影响,是保证产品质量的前提条件。稳定的轧制力可以确保材料的均匀变形,减少内部应力和纹理差异,从而降低板带的塑性变形不均匀性、内部缺陷和表面缺陷的产生。同时,稳定的轧制力还有助于减小产品尺寸的偏差、提高产品表面质量。
2、热轧生产线通常会配置实时监控系统,这些系统能够监测和记录热轧轧制力的变化。然而,在实际生产过程中,操作工很难通过轧制力变化曲线发现轧制力产生周期波动。轧制力波动会导致轧机负荷的不稳定,进而影响板带的质量和板形控制的精度,甚至可能引发设备故障,给生产带来严重影响。
技术实现思路
1、本发明提供了一种热轧板带轧制力周期波动的自动识别和预警方法,以解决在实际生产过程中,操作工很难通过轧制力变化曲线发现轧制力产生周期波动。轧制力波动会导致轧机负荷的不稳定,进而影响板带的质量和板形控制的精度,甚至可能引发设备故障,给生产带来严重影响的技术问题。
2、为解决上述技术问题,本发明提供了如下技术方案:
3、一方面,本发明提供了一种热轧板带轧制力周期波动的自动识别和预警方法,所述热轧板带轧制力周期波动的自动识别和预警方法包括:
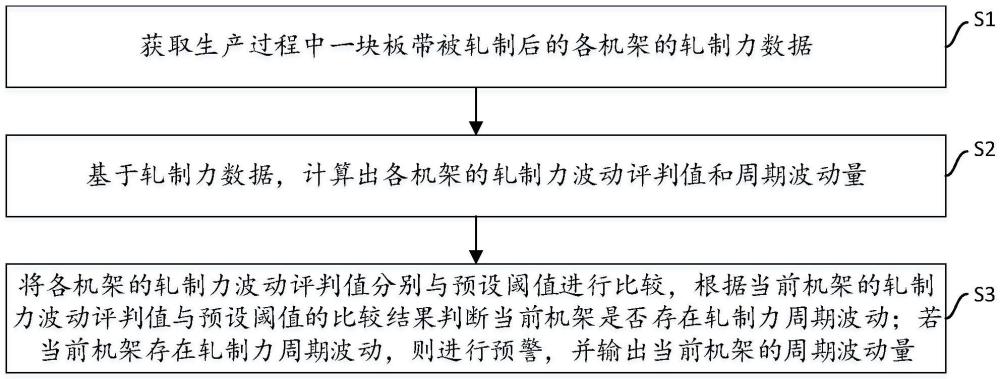
4、获取生产过程中一块板带被轧制后的各机架的轧制力数据;
5、基于轧制力数据,计算出各机架的轧制力波动评判值和周期波动量;
6、将各机架的轧制力波动评判值分别与预设阈值进行比较,根据当前机架的轧制力波动评判值与预设阈值的比较结果判断当前机架是否存在轧制力周期波动;若判断当前机架存在轧制力周期波动,则进行预警,并输出当前机架的周期波动量。
7、进一步地,各机架的轧制力数据集表示为;
8、
9、其中,xi表示第i个机架的轧制力数据集,i∈[1,m],m为机架总数;xi,j为第i个机架的第j个实测轧制力,j∈[1,mi],mi为第i个机架的轧制力数据总数。
10、进一步地,所述基于轧制力数据,计算出各机架的轧制力波动评判值和周期波动量,包括:
11、针对待计算轧制力波动评判值和周期波动量的当前机架,将其轧制力数据按照采样时刻进行排序,得到当前机架所对应的轧制力数据序列;
12、以预设周期为间隔将当前机架所对应的轧制力数据序列划分为多个区间;
13、其中,各机架所对应的区间数据集合和每一个区间轧制力数据集表示为:
14、yi={yi,1,yi,2,…,yi,n}
15、
16、其中,yi表示第i个机架的区间数据集合;yi,n表示第i个机架的第n个区间轧制力数据集;n为区间序号,n∈[1,n],n为区间总数。
17、计算出当前机架所对应的每一区间内的轧制力最大波动量和轧制力标准差;其中,各机架所对应的每一区间内的轧制力最大波动量和轧制力标准差表示为:
18、
19、
20、其中,si,n为第i个机架的第n个区间的轧制力标准差;wi,n为第i个机架的第n个区间的轧制力最大波动量;
21、基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架的轧制力波动评判值和周期波动量。
22、进一步地,所述基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架的轧制力波动评判值和周期波动量,包括:
23、基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架对应的所有区间的轧制力最大波动量均值和轧制力标准差均值,公式为:
24、
25、其中,σi表示第i个机架对应的所有区间的轧制力标准差均值;αi表示第i个机架对应的所有区间的轧制力最大波动量均值;
26、将当前机架所对应的轧制力最大波动量均值作为当前机架的轧制力波动评判值;将当前机架所对应的轧制力标准差均值作为当前机架的周期波动量。
27、进一步地,所述将各机架的轧制力波动评判值分别与预设阈值进行比较,根据当前机架的轧制力波动评判值与预设阈值的比较结果判断当前机架是否存在轧制力周期波动;若判断当前机架存在轧制力周期波动,则进行预警,并输出当前机架的周期波动量,包括:
28、将各机架的轧制力波动评判值分别与预设阈值进行比较;
29、若当前机架的轧制力波动评判值小于预设阈值,则判断当前机架未发生轧制力周期波动,此时不进行处理;若当前机架的轧制力波动评判值不小于预设阈值,则判断当前机架发生轧制力周期波动,此时进行预警,提醒操作和技术人员,当前机架的轧制力发生异常,并输出当前机架的周期波动量。
30、另一方面,本发明提供了一种热轧板带轧制力周期波动的自动识别和预警系统,所述热轧板带轧制力周期波动的自动识别和预警系统包括:
31、数据获取模块,用于获取生产过程中一块板带被轧制后的各机架的轧制力数据;
32、轧制力波动评判值和周期波动量计算模块,用于基于数据获取模块所获取的轧制力数据,计算出各机架的轧制力波动评判值和周期波动量;
33、轧制力异常预警模块,用于将轧制力波动评判值和周期波动量计算模块所计算出的各机架的轧制力波动评判值分别与预设阈值进行比较,根据当前机架的轧制力波动评判值与预设阈值的比较结果判断当前机架是否存在轧制力周期波动;若判断当前机架存在轧制力周期波动,则进行预警,并输出当前机架的周期波动量。
34、进一步地,所述轧制力波动评判值和周期波动量计算模块具体用于:
35、针对待计算轧制力波动评判值和周期波动量的当前机架,将其轧制力数据按照采样时刻进行排序,得到当前机架所对应的轧制力数据序列;
36、以预设周期为间隔将当前机架所对应的轧制力数据序列划分为多个区间;
37、计算出当前机架所对应的每一区间内的轧制力最大波动量和轧制力标准差;
38、基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架的轧制力波动评判值和周期波动量。
39、进一步地,所述基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架的轧制力波动评判值和周期波动量,包括:
40、基于当前机架所对应的各区间的轧制力最大波动量和轧制力标准差,计算出当前机架所对应的所有区间的轧制力最大波动量均值和轧制力标准差均值;
41、将当前机架所对应的轧制力最大波动量均值作为当前机架的轧制力波动评判值;将当前机架所对应的轧制力标准差均值作为当前机架的周期波动量。
42、进一步地,所述轧制力异常预警模块具体用于:
43、将各机架的轧制力波动评判值分别与预设阈值进行比较;
44、若当前机架的轧制力波动评判值小于预设阈值,则判断当前机架未发生轧制力周期波动,此时不进行处理;若当前机架的轧制力波动评判值不小于预设阈值,则判断当前机架发生轧制力周期波动,此时进行预警,提醒操作和技术人员,当前机架的轧制力发生异常,并输出当前机架的周期波动量。
45、再一方面,本发明还提供了一种电子设备,其包括处理器和存储器;其中,存储器中存储有至少一条指令,所述指令由处理器加载并执行,以实现上述方法。
46、又一方面,本发明还提供了一种计算机可读存储介质,所述存储介质中存储有至少一条指令,所述指令由处理器加载并执行,以实现上述方法。
47、本发明提供的技术方案带来的有益效果至少包括:
48、本发明方案可以实时计算出在生产过程中轧制每一块板带后各机架轧制力波动信息,并根据在线识别算法判断出轧制力是否存在波动,实时监控板带生产轧机状态,同时为生产现场及时发现轧机缺陷提供数据基础,提高轧制稳定性。
- 还没有人留言评论。精彩留言会获得点赞!