一种铝合金钎焊复合材料及其制备方法和用途与流程
本发明涉及金属材料,尤其涉及一种铝合金钎焊复合材料及其制备方法和用途。
背景技术:
1、铝合金复合钎焊材料被广泛地应用于汽车、民用商用空调、工程机械等热交换器产品中,如汽车发动机散热器、机油冷却器,民用商用空调冷凝器和蒸发器,工程机械中冷器等。铝合金复合材料的焊料层经过高温钎焊融化后,通过毛细作用使得热交换器各个零部件之间形成金属冶金结合,从而制成各种具有不同功能的热交换器产品。
2、由于铝合金表面有一层致密的氧化膜会阻碍钎料层的融化和流动,产品在钎焊前一般都会采用预喷涂钎剂(钎料、焊剂、助焊剂),如nocolock钎剂。在钎焊过程中钎剂能够提前破坏氧化膜,保证钎焊薄层融化充分、提升其流动性,保证焊接质量。但是钎剂会残留在热交换器的表面,不仅会影响产品的外观和清洁度,而且在某些情况下会与汽车冷冻液发生不良反应,使得冷冻液变质。尤其在新能源汽车领域,由于电磁膨胀阀以及氢燃料电池的大量应用,热交换器对产品的清洁度、产品表面颗粒残留颗粒度的要求越来越高。
3、真空钎焊技术能够使得热交换器实现无钎剂钎焊,解决了产品清洁度的问题。但是真空钎焊需要在高真空环境下进行,其钎焊效率低、成本高,应用和推广受到限制。
技术实现思路
1、为解决上述技术问题,本发明提供一种铝合金钎焊复合材料及其制备方法和用途,提前将钎剂预埋在复合层中,能够降低钎剂的残留量,而且无需调整工艺和设备即可实现钎焊,应用前景广阔。
2、为达此目的,本发明采用以下技术方案:
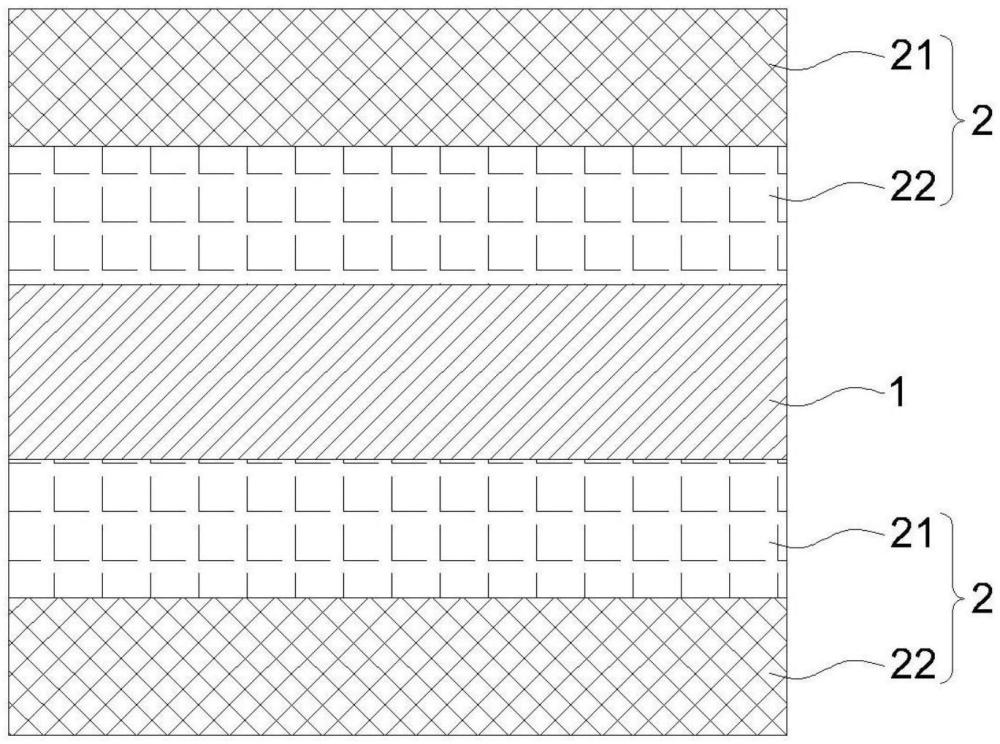
3、第一方面,本发明提供一种铝合金钎焊复合材料,所述铝合金钎焊复合材料包括预埋钎剂复合层和芯层;
4、所述预埋钎剂复合层包括中间层以及设置在中间层上的表层,所述中间层靠近芯层设置;
5、所述中间层包括预埋有钎剂的铝硅合金,所述中间层中铝硅合金的液相线温度不超过620℃,例如可以是620℃、619℃、618℃、617℃、616℃、615℃、614℃、613℃、612℃、611℃、610℃、609℃、608℃、607℃、606℃、605℃、604℃、603℃、602℃、601℃、600℃、599℃、598℃、597℃、596℃、595℃、594℃、592℃、590℃、580℃、570℃、560℃、550℃或540℃等。
6、本发明通过采用预埋钎剂复合层,能够在钎焊条件下能够获得理想的焊缝填充效果,而且进一步限定中间层中铝硅合金的液相线温度不超过620℃,液相线过高则则需高更高的钎焊温度,钎焊温度高会降低材料的熔蚀,或者芯材过烧。
7、优选地,所述中间层中钎剂的质量百分占比为1~20%,例如可以是1%、4%、5%、5.5%、6%、7%、8%、9%、9.5%、10%、10.5%、11%、12%、12.5%、13%、14%、15%、15.5%、16%、16.5%、17%、18%、19%或20%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
8、本发明中钎剂的质量百分比决定了焊接质量、钎剂和铝硅粉末混合的难度以及钎剂残留量,过多会增加钎焊后钎剂残留量以及增加铝硅粉末混合的难度,过少会降低钎焊质量。钎剂百分比含量越高,预埋了钎剂的铝硅合金的复合比就可以越低,总体保证钎剂的含量及不造成浪费,又可以满足客户端的钎焊质量。
9、优选地,所述中间层中钎剂的尺寸d90≤70μm且d50≤20μm,其中d90例如可以是40μm、44μm、45μm、46μm、47μm、49μm、50μm、52μm、54μm、55μm、57μm、60μm、64μm、65μm、67μm或70μm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用;d50例如可以是1μm、2μm、4μm、6μm、8μm、10μm、12μm、14μm、15μm、16μm、17μm、18μm、19μm或20μm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
10、钎剂的尺寸过大会导致钎剂粉末和铝硅粉末混合不均匀甚至无法完全融合在一起,会降低该层材料的加工性能以及影响材料最终的焊接质量。
11、所述芯层可以为铝镁硅合金,mg元素含量通常高于0.3%,示例性的如:mg为0.87%,si为0.59%。当芯层为铝镁硅合金时,需要在预埋钎剂复合层和芯层之间设置阻挡层,以阻挡mg元素扩散到预埋钎剂复合层中,与钎剂发生反应。
12、优选地,所述芯层为铝锰合金。
13、优选地,所述芯层按质量百分占比包括:si≤1%,fe≤0.7%,cu≤1.0%,0.9≤mn≤1.82%,mg≤0.3%,且所述铝锰合金的固相线温度不低于605℃。
14、其中si含量例如可以是0.01%、0.07%、0.12%、0.17%、0.22%、0.28%、0.33%、0.38%、0.43%、0.48%、0.54%、0.59%、0.64%、0.69%、0.74%、0.8%、0.85%、0.9%、0.95或1等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
15、fe含量例如可以是0.01%、0.05%、0.09%、0.12%、0.16%、0.2%、0.23%、0.27%、0.31%、0.34%、0.38%、0.41%、0.45%、0.49%、0.52%、0.56%、0.6%、0.63%、0.67或0.7等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
16、cu含量例如可以是0.01%、0.07%、0.12%、0.17%、0.22%、0.28%、0.33%、0.38%、0.43%、0.48%、0.54%、0.59%、0.64%、0.69%、0.74%、0.8%、0.85%、0.9%、0.95或1等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
17、mn含量例如可以是0.90%、0.95%、1%、1.05%、1.1%、1.15%、1.2%、1.24%、1.29%、1.34%、1.39%、1.44%、1.49%、1.53%、1.58%、1.63%、1.68%、1.73%、1.78或1.82等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
18、mg含量例如可以是0.01%、0.03%、0.05%、0.06%、0.08%、0.09%、0.11%、0.12%、0.14%、0.15%、0.17%、0.18%、0.2%、0.21%、0.23%、0.24%、0.26%、0.27%、0.29%或0.3%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。mg含量≤0.3%时,芯材中的mg元素对预埋钎剂复合层中的钎剂构成的影响较小,可以视钎焊情况添加或者不添加阻挡层。
19、优选地,所述芯层在钎焊后的晶粒平均尺寸为20~2000μm,例如可以是20μm、125μm、220μm、330μm、430μm、540μm、640μm、750μm、850μm、950μm、1060μm、1160μm、1270μm、1375μm、1470μm、1580μm、1680μm、1790μm、1890μm或2000μm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
20、优选地,所述表层为铝硅合金,所述表层中铝硅合金的液相线温度不超过620℃,例如可以是450℃、459℃、468℃、477℃、486℃、495℃、504℃、513℃、522℃、531℃、540℃、549℃、558℃、567℃、576℃、585℃、594℃、603℃、612℃或620℃等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
21、优选地,所述中间层和表层按质量百分占比各自独立地包括si:6%~13%,例如可以是6%、6.4%、6.8%、7.2%、7.5%、7.9%、8.3%、8.6%、9%、9.4%、9.7%、10.1%、10.5%、10.8%、11.2%、11.6%、11.9%、12.3%、12.7%或13%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
22、优选地,所述预埋钎剂复合层设置在芯层的两侧或单侧。
23、优选地,所述预埋钎剂复合层单层的厚度占所述铝合金钎焊复合材料的厚度的比值为1~30%,例如可以是1%、3%、5%、6%、8%、9%、11%、12%、14%、15%、17%、18%、20%、21%、23%、24%、26%、27%、29%或30%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
24、优选地,所述预埋钎剂复合层的总厚度占所述铝合金钎焊复合材料的厚度的比值≤40%,例如可以是20%、22%、23%、24%、25%、26%、27%、28%、29%、30%、31%、32%、33%、34%、35%、36%、37%、38%、39%或40%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
25、优选地,单侧所述中间层的厚度占所述铝合金钎焊复合材料的厚度的比值为0.5~5%,例如可以是0.5%、0.8%、1%、1.3%、1.5%、1.7%、2%、2.2%、2.4%、2.7%、2.9%、3.2%、3.4%、3.6%、3.9%、4.1%、4.3%、4.6%、4.8%或5%等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
26、本发明中预埋钎剂复合层的厚度占比的作用是:作为整个材料的钎焊层/填充合金,钎焊后提供焊料形成焊接接头,过低会导致材料钎焊不良,过高会导致焊料溢流或者熔蚀。而中间层中含有钎剂,在钎焊过程中能够起到破除氧化破,提高焊料的润湿性能和填充性能,保证焊接质量。厚度过低会导致氧化膜破除不充分,钎焊不良,厚度过大会造成钎剂过多,残留量过多。
27、本发明所述铝合金钎焊复合材料,在不需要外喷钎剂的情况下,可以和其他材料钎焊形成良好的焊接接头。
28、优选地,所述表层的厚度大于等于中间层的厚度。
29、优选地,所述铝合金钎焊复合材料的厚度为0.05~5.0mm,例如可以是0.05mm、0.32mm、0.58mm、0.84mm、1.1mm、1.36mm、1.62mm、1.88mm、2.14mm、2.4mm、2.66mm、2.92mm、3.18mm、3.44mm、3.7mm、3.96mm、4.22mm、4.48mm、4.74mm或5.0mm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
30、优选地,所述铝合金钎焊复合材料在钎焊后屈服强度不低于40mpa且抗拉强度不低于120mpa,其中屈服强度例如可以是40mpa、42mpa、43mpa、45mpa、47mpa、48mpa、50mpa、51mpa、53mpa、54mpa、56mpa、58mpa、59mpa、61mpa、62mpa、64mpa或65mpa等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。抗拉强度不低于120mpa例如可以是120mpa、121mpa、124mpa、126mpa、129mpa、132mpa、134mpa、137mpa、139mpa、142mpa、145mpa、147mpa、150mpa、153mpa、155mpa、158mpa或160mpa等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
31、优选地,所述铝合金钎焊复合材料的焊后电位不低于-750mv。
32、第二方面,本发明提供一种第一方面所述的铝合金钎焊复合材料的制备方法,所述制备方法包括如下步骤:
33、芯层和表层各自独立地依次经熔炼和铸造制成坯锭,中间层经含钎剂颗粒的铝或含钎剂颗粒的铝合金制成坯锭;
34、按照厚度将坯锭制成板材,并进行复合,形成铝合金钎焊复合材料;
35、所述复合板材经过包括依次进行的热轧、冷轧和退火工序,得到所述铝合金钎焊复合材料。
36、具体地,所述铝合金钎焊复合材料依次经过热轧-冷轧-退火,调节对应参数可得到h24态或者o态的钎焊板,所述h24态或者o态的调节为本领域技术人员所熟知的技术,通常获得o态比获得h24态需要更高的退火温度,在此不作详细描述。
37、所述铝合金钎焊复合材料依次经过热轧-冷轧-退火-冷轧,调节对应参数可得到h14态的钎焊板,所述h14态的调节为本领域技术人员所熟知的技术,在此不作详细描述。
38、所述铝合金钎焊复合材料依次经过热轧-中间退火-冷轧-退火,调节对应参数可得到o态或者h24态的钎焊板,所述o态或者h24态的调节为本领域技术人员所熟知的技术,在此不作详细描述。上述热轧后的冷轧之间可以增加中间退火,再调节对应参数可得到h14。
39、本发明中中间层制成坯锭的方式包括但不限于采用热等静压、冷等静压、喷射成型、热喷涂、喷射成型或增材制造等工艺中的任意一种或至少两种的组合。
40、本发明中芯层和表层采用常规的熔炼和铸造制成坯锭,对该熔炼和铸造工艺没有特殊限制,可采用本领域技术人员熟知的任何可用于熔炼和铸造的装置和方式,也可根据实际工艺进行调整。
41、本发明中将坯锭制成板材,通过控制复合前各个板材的厚度比例来控制各层复合比;坯锭可以通过任何其它合适的方式挤压或加工,以获得板材,如果板材厚度与目标比例不符,可以将厚板或板热轧制和/或冷轧,以调节至所需厚度,对具体工艺过程没有特殊限制。
42、优选地,所述热轧后板材的厚度为3~8mm,例如可以是3.0mm、3.3mm、3.6mm、3.8mm、4.1mm、4.4mm、4.6mm、4.9mm、5.2mm、5.4mm、5.7mm、5.9mm、6.2mm、6.5mm、6.7mm、7mm、7.3mm、7.5mm、7.8mm或8mm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
43、优选地,所述冷轧后板材的厚度为0.05~5.0mm,例如可以是0.05mm、0.32mm、0.58mm、0.84mm、1.1mm、1.36mm、1.62mm、1.88mm、2.14mm、2.4mm、2.66mm、2.92mm、3.18mm、3.44mm、3.7mm、3.96mm、4.22mm、4.48mm、4.74mm或5.0mm等,但不限于所列举的数值,该范围内其他未列举的数值同样适用。
44、本发明对上述工艺中的退火工艺没有特殊限制,可采用本领域技术人员熟知的任何可用于退火的装置和方式,也可根据实际工艺进行调整。值得说明的是,本发明可以通过调控退火过程得到不同的成品状态,在此不再赘述。
45、优选地,所述复合包括将芯层铸锭锯切铣面厚与表层和中间层复合。
46、第三方面,本发明提供一种第一方面所述的铝合金钎焊复合材料在热交换器中的用途。
47、与现有技术相比,本发明至少具有以下有益效果:
48、本发明提供的铝合金钎焊复合材料提前将钎剂预埋在复合层中,能够降低钎剂的残留量,而且无需调整工艺和设备即可实现钎焊;更进一步地,所述铝合金钎焊复合材料通过各层的厚度复合调整,能够保障最终铝合金钎焊复合材料的力学强度和相关性能。
- 还没有人留言评论。精彩留言会获得点赞!