用于使冲压润滑剂带静电以控制沉积的方法和系统与流程
本公开涉及用于对金属板进行润滑以及由金属板形成金属部件的方法和系统。
背景技术:
1、本部分中的陈述仅提供了与本公开相关的背景信息,并且可能不构成现有技术。
2、一些批量生产的金属部件(诸如例如车辆的车身面板)可以作为金属板卷材开始。卷材通常以连续的方式展开,同时被切割成离散的平坦金属板坯料。金属板坯料通常是具有预定长度和形状的离散的平坦板材。然后,每个金属板坯料在被移动到冲压生产线或被堆叠存储直到准备好被移动到冲压生产线之前,被涂覆均匀厚度的润滑剂。冲压生产线通常包括一个或多个冲压机,所述一个或多个冲压机被配置为将平坦金属板坯料形成为三维金属部件。一些冲压机还在冲压过程期间移除少量金属板。
3、润滑剂通常跨金属板坯料的整个长度和宽度以均匀的厚度施加到金属板坯料,而不考虑冲压过程。此外,当前使用的润滑剂施加系统通常导致过量的润滑剂消耗以及过度喷涂,这需要复杂且昂贵的捕获和回收技术。另外,堆叠完全且均匀地润滑的金属板坯料可能导致润滑剂从边缘挤出。这种挤出的润滑剂可能导致堆叠的金属板坯料粘在一起,这可能使得难以从堆叠中诸如例如用机械臂移除单个金属板坯料。无意中将粘在一起的两个金属板坯料装载到冲压机中可能会损坏冲压机并且停止生产。此外,过量的润滑可能会使金属部件在冲压后更难以清洁、预处理和涂漆。
4、本公开解决了与传统金属板润滑以及冲压操作和装置相关联的这些和其他问题。
技术实现思路
1、本部分提供了对本公开的总体概述并且不是对其全部范围或其所有特征的全面公开。
2、根据根据本公开的教导的一种形式,一种对材料板材进行润滑的方法包括沿着第一方向移动板材,以及在板材沿着第一方向移动时操作打印喷嘴以在板材上沉积润滑剂。打印喷嘴沿横向于第一方向并朝向板材的第一侧的第二方向喷射润滑剂。所述方法包括:使润滑剂带电,使得从打印喷嘴喷射的润滑剂呈带电液滴的形式,以及在打印喷嘴与板材之间施加外部电场以将带电液滴吸引到板材。
3、根据该方法的可以单独地或以任何组合采用的变型,所述方法还包括通过调整外部电场来调整带电液滴的速度;基于板材沿着第一方向移动的速度来控制外部电场的强度;板材是金属材料;使润滑剂在从打印喷嘴喷射之前带电;使润滑剂随着其从打印喷嘴喷射或在从打印喷嘴喷射之后立即带电;打印喷嘴位于板材下方;外部电场在30至120kv/m的范围内;带电液滴带有正电荷;正电荷在10至200kv的范围内;带电液滴所带的电荷达到处于10至200kv的范围内;由第一充电装置使润滑剂带电,并且外部电场由与第一充电装置分开的第二充电装置提供。
4、根据根据本公开的教导的另一种形式,一种对材料板材进行润滑的方法包括沿着第一方向移动板材,以及在板材沿着第一方向移动时操作打印喷嘴以在板材上沉积润滑剂。打印喷嘴沿横向于第一方向并朝向板材的第一侧的第二方向喷射润滑剂。所述方法包括:用第一充电装置使润滑剂带电,使得从打印喷嘴喷射的润滑剂呈带电液滴的形式;操作第二充电装置以在打印喷嘴与板材之间施加外部电场以将带电液滴吸引到板材;以及通过调整外部电场的强度来调整带电液滴的速度。
5、根据该方法的可以单独地或以任何组合采用的变型,基于板材沿着第一方向移动的速度来控制外部电场的强度;打印喷嘴位于板材下方。
6、根据根据本公开的教导的另一种形式,一种用于对要形成为金属部件的金属板进行润滑的系统包括打印头、第一充电装置、第二充电装置以及控制模块。打印头包括多个喷嘴。多个喷嘴中的每个喷嘴包括孔板、致动器和主体。孔板和主体配合以限定贮存器,所述贮存器被配置为保持润滑剂。致动器被配置为使贮存器中的润滑剂振动以使润滑剂作为液滴喷射穿过孔板的孔。第一充电装置被配置为使润滑剂带电。第二充电装置被配置为在打印头与金属板之间产生外部电场。控制模块被配置为控制第二充电装置的操作以选择性地调整外部电场的强度。
7、根据该系统的可以单独地或以任何组合采用的变型,控制模块被配置为基于板材沿着第一方向移动的速度来选择性地调整外部电场的强度;第一充电装置被配置为在润滑剂从打印喷嘴喷射之前使润滑剂带电;第一充电装置被配置为使润滑剂随着润滑剂从打印喷嘴喷射或在润滑剂从打印喷嘴喷射之后立即带电;第一充电装置被配置为使润滑剂所带的电荷处于10至200kv的范围内,并且外部电场在30至120kv/m的范围内。
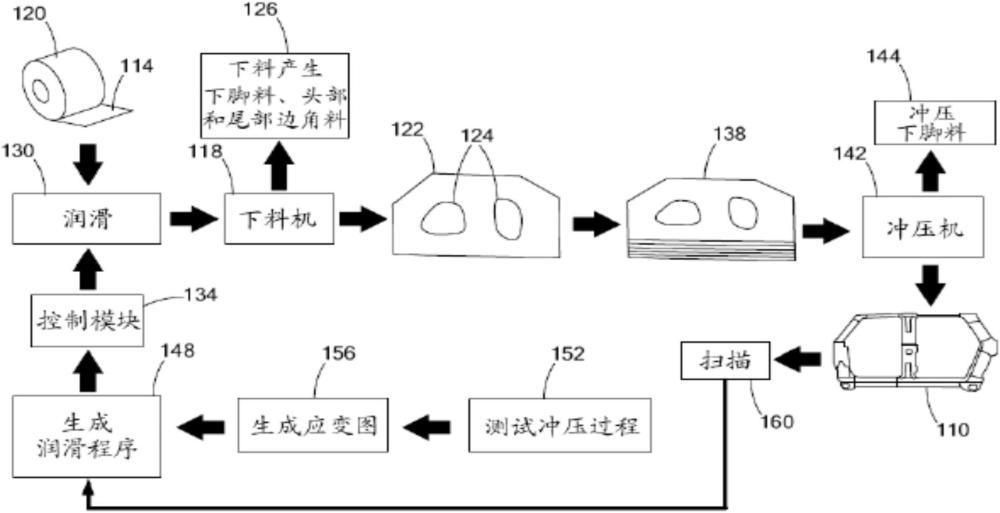
8、根据根据本公开的教导的一种形式,提供了一种制造金属部件的方法。所述方法包括:对测试金属板坯料执行测试冲压过程;生成用于测试冲压过程的测试金属板坯料的应变图;基于所述应变图生成润滑程序;根据润滑程序对金属板施加润滑;以及冲压金属板以形成金属部件。润滑程序被配置为控制润滑系统以跨金属板以非均匀分布向金属板施加润滑。非均匀分布与应变图相关。
9、根据该方法的可以单独地或以任何组合采用的变型:由包括多个打印喷嘴的打印头施加润滑,每个打印喷嘴由润滑程序单独控制;所述方法还包括在打印头向金属板施加润滑时线性地移动金属板;所述润滑程序被配置为根据第一厚度向金属板的第一区域施加润滑并且根据第二厚度向金属板的第二区域施加润滑,第一厚度比第二厚度厚;金属板的第一区域与相比于与金属板的第二区域相关的应变图区域具有更高的应变的应变图区域相关;所述打印头被配置为向金属板施加润滑像素,使得每个润滑像素的大小为20微米至3,000微米;所述润滑程序被配置为:改变像素之间的间距,或改变像素的大小,或改变像素之间的间距和像素的大小两者;所述多个打印喷嘴包括第一子集的打印喷嘴和第二子集的打印喷嘴,其中向金属板施加润滑包括从第一子集的打印喷嘴向金属板施加液体润滑剂并且从第二子集的打印喷嘴向金属板施加干膜润滑剂;所述润滑程序被配置为在金属板坯料的边缘附近施加较少的润滑;根据所述润滑程序向金属板施加润滑包括以机器可读图案施加干膜润滑剂;所述方法还包括扫描金属部件的缺陷并且基于检测到的缺陷自动调整所述润滑程序;所述测试金属板坯料是物理金属板坯料的计算机模型,并且所述测试冲压过程是冲压过程的计算机模拟,其中所述计算机模拟生成所述应变图;所述测试金属板坯料是金属板的物理件,并且所述测试冲压过程使测试金属板坯料物理地变形,其中所述方法包括在测试冲压过程之后检查测试金属板坯料,并且基于在测试冲压过程之后对测试金属板坯料的检查生成所述应变图;所述方法还包括在金属板上操作下料机,所述下料机从离散长度的金属板移除材料以形成金属板坯料;在所述下料机从离散长度的金属板移除所述材料以形成金属板坯料之前,根据所述润滑程序向金属板施加润滑;在所述下料机从离散长度的金属板移除所述材料以形成金属板坯料之后,根据所述润滑程序向金属板施加润滑。
10、根据根据本公开的教导的另一种形式,一种制造金属部件的方法包括:执行要在金属板坯料上执行的冲压过程的计算机模拟,所述计算机模拟计算用于冲压过程的金属板坯料的应变图;基于所述应变图生成润滑程序,所述润滑程序被配置为控制打印头以向金属板材料施加润滑,使得所述润滑具有跨金属板材料变化的厚度,所述厚度与所述应变图相关;根据所述润滑程序向金属板材料施加润滑;将金属板材料切割成预定形状以限定金属板坯料;以及冲压金属板坯料以形成金属部件。
11、根据该方法的可以单独地或以任何组合采用的变型:所述润滑程序被配置为控制打印头以向金属板材料的第一区域施加第一厚度的润滑并且向金属板材料的第二区域施加第二厚度的润滑,第一厚度比第二厚度厚,其中所述金属板材料的第一区域与相比于与金属板材料的第二区域相关的应变图区域具有更高的应变的应变图区域相关;所述打印头包括多个打印喷嘴,每个打印喷嘴由所述润滑程序单独控制,其中所述方法包括在打印头保持固定并且根据所述润滑程序向金属板材料施加润滑时使金属板材料移动经过打印头。
12、根据根据本公开的教导的另一种形式,提供了一种用于对要形成为金属部件的金属板进行润滑的系统。所述系统包括打印头和至少一个控制模块。打印头包括多个润滑剂喷嘴。多个润滑剂喷嘴中的每个润滑剂喷嘴可单独地控制以根据润滑程序将润滑剂选择性地喷射到金属板上。至少一个控制模块被配置为基于应变图生成润滑程序。应变图是要对金属板执行的冲压过程的计算机模拟的输出。至少一个控制模块被配置为根据所述润滑程序控制打印头的操作以向金属板施加润滑剂。
13、根据本文中提供的描述,另外的适用领域将变得显而易见。应当理解,描述和具体示例仅旨在用于说明目的,而不旨在限制本公开的范围。
- 还没有人留言评论。精彩留言会获得点赞!