一种汽车零部件冲压加工用夹具的制作方法
本发明涉及,具体为一种汽车零部件冲压加工用夹具。
背景技术:
1、随着汽车工业的快速发展,对汽车零部件的质量和加工精度要求日益提高,这促使了夹具技术的不断创新和完善,夹具作为冲压加工过程中的关键工具,能够确保工件在加工过程中保持稳定的位置和姿态,提高加工精度和生产效率,因此,汽车零部件冲压加工用夹具涵盖了夹具设计、制造和使用的各个方面,以满足汽车制造业对高精度、高效率生产的需求。
2、申请号为cn202223086513.8的专利申请公开了一种汽车零部件冷挤压加工用夹具,包括工作台,所述工作台上侧中部设置有凹模,所述工作台后侧上部通过支撑块连接有凸模,所述凸模与凹模相互对齐,所述工作台上部前后两侧固定连接有限位板,所述限位板上部滑动连接有移动块,所述移动块上侧中部滑动连接有滑块,所述滑块上部固定连接在连接块中部,所述夹块滑动连接在连接块中部,所述连接块上部设置有板材本体。
3、然而现有的汽车零部件冲压加工用夹具通常在加紧过程中产生位移导致冲压零件偏移,导致加工零件报废,在冲压过程中产生震动导致冲压零件发生偏移,导致加工零件报废,导致汽车零部件冲压加工用夹具的使用受到限制。
技术实现思路
1、本发明的目的在于提供一种汽车零部件冲压加工用夹具,以解决上述背景技术中提出的问题。
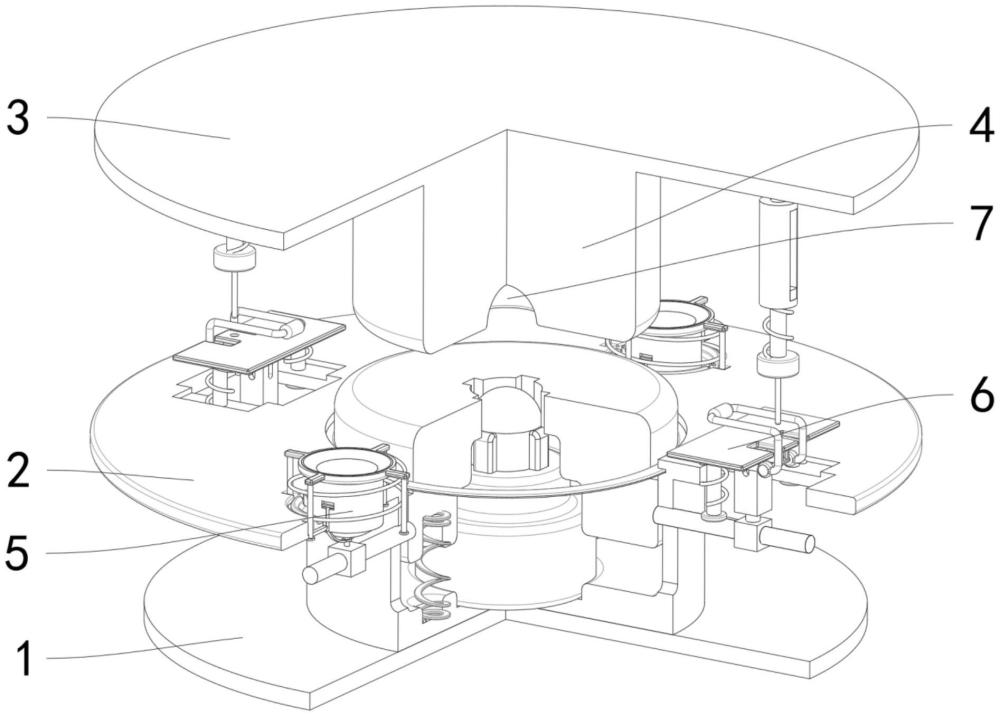
2、为实现上述目的,本发明提供如下技术方案:一种汽车零部件冲压加工用夹具,包括底板,所述底板表面与滑动外套底部固定连接,所述滑动外套外壁开设有滑动槽二,所述滑动外套内壁卡接有卡簧,所述滑动外套内壁滑动连接有滑动托板,所述滑动托板内壁与调整座外壁滑动连接,所述调整座顶部与冲压块底部固定连接,所述滑动托板顶部开设有滑动槽一,所述滑动托板底部开设有装配槽二,所述滑动外套内壁底部开设有装配槽一,所述装配槽一内设置有弹簧一,所述弹簧一一端与装配槽一槽壁固定连接,另一端与装配槽二槽壁固定连接,还包括冲压头,所述冲压头设置在滑动托板上方,所述冲压头底部开设有成型槽,所述冲压头顶部与顶板底部固定连接,所述滑动外套表面开设有限位槽一,所述限位槽一内部设置有定位压紧机构,所述定位压紧机构包括有压紧模块与定位机构,所述滑动外套表面开设有限位槽二;
3、吸附夹紧机构,所述吸附夹紧机构设置在限位槽二内部,所述吸附夹紧机构包括有支撑杆一,所述支撑杆一靠近滑动托板一侧端面贯穿滑动槽二与滑动托板外壁固定连接,所述支撑杆一外壁固定连接有固定块一,所述固定块一顶部与支撑杆二底部固定连接,所述支撑杆二外壁滑动连接有滑动套筒一,所述滑动套筒一外壁与滑动板底部固定连接,所述滑动板外壁与支撑套筒外壁开设的滑动槽三槽壁滑动连接,所述支撑套筒外壁与限位杆一顶部固定连接,所述支撑套筒外壁设置有弹簧二,所述弹簧二一端与支撑套筒外壁固定连接,另一端与限位槽二槽壁固定连接,所述支撑套筒内壁与吸盘外壁固定连接,所述吸盘内壁底部与控制块底部固定连接,所述控制块外壁与柔性板外壁固定连接。
4、根据上述技术方案,所述压紧模块设置在顶板底部,所述压紧模块包括有固定套筒一,所述固定套筒一顶部与顶板底部固定连接,所述固定套筒一外壁开设有滑动槽四,所述滑动槽四槽壁通过滑块滑动连接有滑动杆一,所述滑动杆一底部与限位块顶部固定连接,所述限位块底部与定位杆顶部固定连接,所述滑动杆一外壁设置有弹簧三,所述弹簧三一端与固定套筒一底部固定连接,另一端与限位块顶部固定连接。
5、根据上述技术方案,所述定位机构设置在限位槽一内,所述定位机构包括有支撑杆三,所述支撑杆三靠近滑动托板一侧端面贯穿滑动槽二与滑动托板外壁固定连接,所述定位机构外壁固定连接有固定块二,所述固定块二顶部与固定杆底部固定连接,所述固定杆外壁与滑动套筒二内壁滑动连接,所述滑动套筒二外壁开设有滑动槽五,所述滑动槽五槽壁滑动连接有压紧杆,所述压紧杆底部通过转动轴与固定杆外壁顶部铰链连接,所述压紧杆外壁顶部固定连接有压紧块,所述滑动套筒二顶部与支撑板底部固定连接,所述支撑板底部与限位杆二顶部固定连接,所述限位杆二底部贯穿限位槽一与限位槽一槽壁滑动连接,所述限位杆二外壁设置有弹簧五,所述弹簧五一端与支撑板底部固定连接,另一端与限位槽一槽壁固定链接,所述压紧杆外壁固定连接有铰接杆,所述铰接杆外壁设置有对接块,所述对接块包括有固定套筒二,所述固定套筒二顶部与支撑板底部固定连接,所述固定套筒二外壁开设有滑动槽六,所述滑动槽六槽壁通过滑块滑动连接有滑动杆二,所述滑动杆二顶部开设有对接孔,所述滑动杆二底部开设有铰接孔,所述铰接杆外壁通过铰接孔内壁与滑动杆二转动连接,所述滑动杆二外壁设置有弹簧四,所述弹簧四一端与滑动槽六槽壁固定连接,另一端与滑动杆二外壁顶部固定连接。
6、根据上述技术方案,所述滑动槽二数量为四组,四组所述滑动槽二以滑动外套圆心为轴等距阵列在滑动外套外壁,所述装配槽二数量为两组,两组所述装配槽二以滑动托板中心线为轴对称开设在滑动托板底部,所述装配槽一数量为两组,两组所述装配槽一以滑动外套中心线为轴对称开设在滑动外套内壁底部,且位置与装配槽二位置相对应,所述弹簧一数量为两组,两组所述弹簧一以装配槽一中心线为轴对称设置在装配槽一内部,所述限位槽一数量为两组,两组所述限位槽一以滑动外套中心线为轴对称设置在滑动外套表面,且限位槽一内均设置有定位压紧机构,所述限位槽二数量为两组,两组所述限位槽二以滑动外套中心线为轴对称设置在滑动外套表面,且位置与限位槽一位置垂直。
7、根据上述技术方案,所述吸附夹紧机构数量为两组,两组所述吸附夹紧机构以限位槽二中心线为轴对称设置在限位槽二内部,所述滑动板数量为两组,两组所述滑动板以滑动套筒一中心线为轴对称设置在滑动套筒一外壁,所述限位杆一数量为四组,四组所述限位杆一以支撑套筒圆心为轴等距阵列在支撑套筒外壁,所述限位杆一底部贯穿限位槽二槽壁,且外壁与限位槽二槽壁滑动连接。
8、根据上述技术方案,所述滑动槽四开设在固定套筒一外壁中心线上,且贯穿固定套筒一。
9、根据上述技术方案,所述限位杆二数量为两组,两组所述限位杆二以支撑板中心线为轴对称设置在支撑板底部,所述对接孔贯穿支撑板,且与定位杆位置相对应。
10、与现有技术相比,本发明的有益效果是:
11、1.该汽车零部件冲压加工用夹具,设置有吸附夹紧机构,在冲压过程中对工件进行吸附固定,防止工件在冲压过程中震动产生偏移,同时吸附固定的设置,防止工件在冲压过程中变形或产生压痕,使汽车零部件冲压加工用夹具正常使用。
12、2.该汽车零部件冲压加工用夹具,设置有压紧模块,通过压紧模块对冲压头进行定位,能够有效的防止定位产生的震动,防止因震动导致工件偏移,在定位的同时辅助定位机构对工件进行夹紧,使汽车零部件冲压加工用夹具正常使用。
13、3.该汽车零部件冲压加工用夹具,设置有定位机构,通过定位机构对工件进行杠杆夹紧,防止工件偏移的同时,通过压紧块的设置,防止对工件夹紧时,对工件产生压痕,同时与压紧模块,辅助对压紧模块进行定位,汽车零部件冲压加工用夹具正常使用。
14、4.该汽车零部件冲压加工用夹具,设置有柔性板,通过柔性板对吸盘进行形状改变,对工件进行吸附固定,能够有效的控制吸盘对工件进行吸附固定的同时,防止吸盘在工作中受损失效,增加吸盘的使用寿命,使汽车零部件冲压加工用夹具正常使用。
- 还没有人留言评论。精彩留言会获得点赞!