一种超频电磁热辅助油压机的制作方法
本技术涉及油压机的领域,尤其是涉及一种超频电磁热辅助油压机。
背景技术:
1、油压机,也称为液压机,是一种利用液体(通常是液压油)作为工作介质来传递能量,以驱动压头移动,从而对待加工产品进行挤压的机械设备,其广泛应用于金属加工、汽车制造以及精密压装等行业。
2、在对金属板材进行压装时,传统油压机主要通过压力冷加工方式进行,即为采用压头直接待加工件进行挤压,但这种方式具有如下弊端:由于部分待加工件具有回弹性,便需要油压机反复对其压力施加作业,如此一来,便不利于材料性能稳定,且可能会由于材料内部应力过大,导致材料本体产生裂纹,使待加工件的产品质量降低。
3、因此,提供一种能够提高产品质量的油压机是亟待解决的问题。
技术实现思路
1、为了提高产品质量,本技术提供一种超频电磁热辅助油压机。
2、本技术提供的一种超频电磁热辅助油压机采用如下的技术方案:
3、一种超频电磁热辅助油压机,包括:
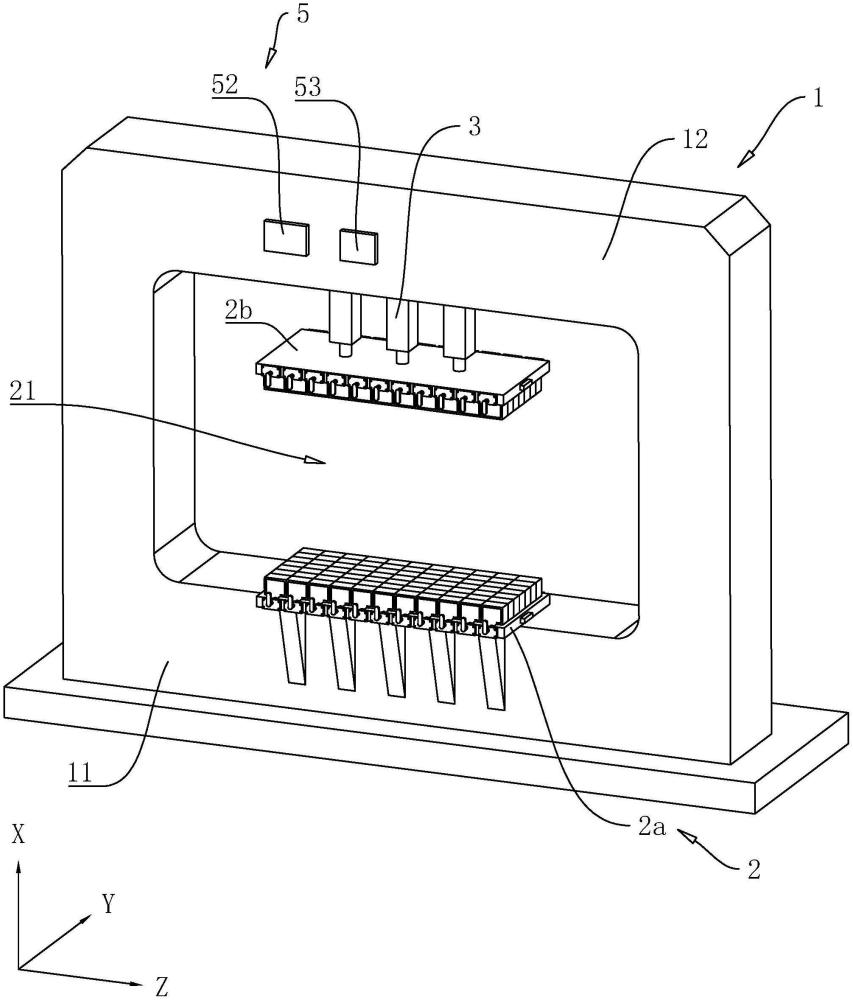
4、具有底座和龙门架的机体;
5、安装于所述机体上的两个金属压板,两个所述金属压板在第一方向上间隔分布并在第一方向上形成压料区;两个所述金属压板分别为压板一和压板二,所述压板一固定连接于所述底座,所述压板二沿第一方向滑动连接于所述机体,以增大或缩小两个金属压板在第一方向之间的间距;
6、安装于所述机体上直线驱动组件,所述直线驱动组件所述压板二竖向滑动;
7、以及,安装于至少一个所述金属压板内的电磁加热器。
8、通过采用上述技术方案,作业时,首先将对电磁加热器通电,以由电磁加热器将金属压板加热;接着,将待加工件放置于压板一上,随后,由直线驱动组件将压板二向下压动,以由压板一和压板二将待加工件挤压至所需厚度;通过这种加热加压方式,待加工件在受到压力的同时,其内部应力得以释放,从而有效解决了板材回弹问题,并减少了裂纹的产生,提高了产品的质量。
9、可选的,还包括温度控制组件,所述温度控制组件包括:
10、安装于至少一个所述金属压板上的温度传感器;
11、用于接收所述温度传感器的温度数据的处理器,所述处理器用于处理所述温度数据并输出调节数据;
12、以及,用于接收所述调节数据的控制器,所述控制器与所述电磁加热器通信连接。
13、通过采用上述技术方案,电磁加热器对金属压板加热的过程中,温度传感器将采集温度数据,处理器接收并处理温度数据后形成调节数据,控制器根据调节数据控制电磁加热器的电流大小或控制电磁加热器通断,通过设置温度传感器,可以实时监测金属压板的温度,并将这一关键数据反馈给控制系统;通过这样的闭环控制,系统能够更精确地调控加热过程,既避免温度过高导致待加工件的材料性能受损,又确保加热效果达到预期。
14、可选的,还包括设于至少一个所述金属压板上的多个辅助压料组件,所述辅助压料组件包括可拆卸连接于所述金属压板上的金属热传导头,所述金属热传导头位于两个所述金属压板相互靠近的一侧。
15、通过采用上述技术方案,对于部分待加工件,有时只需要对待加工件局部进行加压,其他部分不能加压,针对于此类工件,本技术通过在金属压板上安装不同数量的辅助压料组件,便可适应不同形状的工件加压,其提高了产品的通用性;另外,由于金属热传导头具有热传导的作用,其能够满足加压过程中的温度需求。
16、可选的,多个所述金属热传导头在所述金属压板上呈多排分布;
17、其中,每排的多个所述金属热传导头在第二方向上依次分布,且相邻两个所述金属热传导头接触;
18、相邻两排的金属热传导头也相互接触。
19、通过采用上述技术方案,由于相邻的金属热传导头相互接触,因此,能够保证热加压面的完整度,提高加热效果。
20、可选的,所述辅助压料组件还包括沿第二方向滑动连接于所述金属压板的金属滑动钩接件,所述金属压板靠近所述压料区的壁面开设有供所述金属滑动钩接件沿第二方向滑动的滑槽,所述金属滑动钩接件在第一方向上穿过所述金属压板后与所述金属热传导头固定连接。
21、通过采用上述技术方案,需要预设面积的金属热传导头时,只需将所需数量的金属热传导头滑动至指定位置,便可由指定位置的金属热传导头拼接形成所需形状,以对待加工件进行热加压作业;通过滑动金属热传导头的方式,能够方便将金属热传导头滑动至所需位置。
22、可选的,所述滑槽在第二方向上的两端均贯穿所述金属压板。
23、通过采用上述技术方案,对于部分无需使用的金属热传导头,只需将金属热传导头从滑槽滑出即可,其能够避免无需使用的金属热传导头与待加工件干涉。
24、可选的,还包括锁定组件,每一所述滑槽在第二方向的两端各对应设有一个所述锁定组件;
25、所述锁定组件包括可拆卸连接于所述金属压板的端板以及螺纹连接于所述端板的顶推杆;
26、所述顶推杆平行于第二方向,且所述顶推杆一端穿过所述端板后伸入所述滑槽内。
27、通过采用上述技术方案,需要将金属热传导头固定于金属压板时,只需将端板固定连接于金属压板上的滑槽端部开口处,接着,将螺杆沿着端板旋拧至与金属热传导头抵接,便可将金属热传导头固定至金属压板,其能够避免热加压的过程中金属热传导头移动。
28、可选的,所述金属滑动钩接件和所述金属热传导头的材质均为铜。
29、通过采用上述技术方案,通过将金属滑动钩接件和金属热传导头的材质设为铜,能够提高热传导效果。
30、可选的,所述辅助压料组件还包括钢套筒;
31、所述钢套筒套接在第二方向上的两端形成有穿设开口,以供所述金属热传导头插入所述钢套筒;
32、在第一方向上,所述钢套筒与安装有由所述钢套筒的金属压板接触的一面为支撑壁面,所述钢套筒于所述支撑壁面上开设有用于容纳所述金属热传导头和/或所述金属滑动钩接件的避让槽,所述避让槽在第二方向上的两端均贯穿所述钢套筒;
33、在第一方向上,所述支撑壁面夹设于所述金属热传导头和所述金属压板之间。
34、通过采用上述技术方案,由于金属热传导头的材质为铜,而铜的硬度稍低,因此,通过设置钢套筒,能够避免热加压的过程中金属热传导头发生变形。
35、可选的,所述金属压板的材质为铜。
36、通过采用上述技术方案,将金属压板的材质设为铜,能够提高金属压板与金属热传导头之间的热传导效果。
37、综上所述,本技术包括以下至少一种有益技术效果:
38、1.本技术通过加热加压方式,待加工件在受到压力的同时,其内部应力得以释放,从而有效解决了板材回弹问题,并减少了裂纹的产生,提高了产品的质量;
39、2.通过设置温度控制组件,系统能够更精确地调控加热过程,既避免温度过高导致待加工件的材料性能受损,又确保加热效果达到预期;
40、3.通过在金属压板上安装不同数量的辅助压料组件,可适应不同形状的工件加压,其提高了产品的通用性。
- 还没有人留言评论。精彩留言会获得点赞!