一种基于激光加工的波纹膜片成型系统及方法与流程
本发明属于激光加工领域,具体涉及一种基于激光加工的波纹膜片成型系统及方法。
背景技术:
1、膜盒式端面密封是液体火箭发动机涡轮泵的关键件,而其中膜盒的质量好坏将决定发动机涡轮泵的密封寿命,膜盒结构如图1所示,是由多对膜片ⅰ与膜片ⅱ通过内圆焊缝h1与外圆焊缝h2连接组合而成。膜片ⅰ与膜片ⅱ的内外径以及波形尺寸完全一致,膜片ⅰ为外圆高、内圆低,膜片ⅱ为外圆低、内圆高。膜片ⅰ与膜片ⅱ的厚度一般小于0.3mm,内圆焊缝h1与外圆焊缝h2要求熔池均匀、对称,焊菇尺寸的散差需控制在±0.02mm以内,且膜盒要经过1.5~2.5mpa的气密检查以及200~800万次的疲劳试验,基于此,对膜片的加工提出了较高的要求。同时,膜片零件需具有壁薄、波纹型面精度较高、各个形位公差的公差带较小等特点,为了使膜片的焊接符合要求,膜片零件的内、外圆要求无毛刺且在去除毛刺时不允许伤及膜片基材。由于膜片具有薄壁易变性的特点,各个形位尺寸只能依靠模具保证,属于典型的精密冲压零件,因此模具的设计、制造及冲压时冲床的调整是生产出合格膜片的关键。
2、现有的波纹膜片成型模具为集落料、冲孔和波纹成型功能于一体的复合模具,冲压时在膜片完全成型的情况下再进行内、外圆的冲裁,该类模具虽能满足目前液体火箭发动机的生产交付要求,但仍存在以下一些不足之处:
3、(1)由于膜片加工属于典型的薄料冲裁,这对模具的精度要求极高,模具的加工难度很大,加工周期较长,成本较高。
4、(2)由于复合模具先完成波形的成型,然后再完成外圆的落料和内圆的冲孔,波形成型后在内应力作用下冲孔与落料部位会发生翘曲,在冲孔和落料产生的不同向内应力叠加作用下使零件内、外圆均具有一定的椭圆度,导致组装时待焊部位存在错边缺陷,影响焊接质量。
5、(3)复合模具使用一定时长后,凸模和凹模的刃口处会发生损伤、变钝,易导致冲制好的膜片焊口处存在缺肉现象,进而影响后期的焊接质量。
6、(4)由于膜片内圆冲孔和外圆落料是依靠凸模和凹模的刃口冲裁而成的,刃口间隙很难修正,导致冲压的膜片焊口处存在毛刺,影响焊接质量。
7、(5)对于大直径的膜片,由于波形成型应力与冲孔、落料应力都比较大,在各向应力叠加作用下,膜片的椭圆度更为严重,甚至无法满足焊接要求,因此需要采用专门夹具在车床上切削内孔、外圆,切削后圆度以及内、外圆尺寸满足要求,但是膜片的内孔、外圆与膜片的波纹型面同轴度会变差,甚至会导致膜盒在工作压缩时,型面发生干涉。
8、(6)目前的膜片冲压设备为液压冲床,液压冲床所在车间工作环境较差,冲压过程由送料机自动送料,液压冲床连续冲压,冲压过程如有颗粒较大的杂质落在复合模具型腔或原材料上,会导致冲制成型的膜片表面存在凹坑、划伤等缺陷。由于冲制过程的连续性,该缺陷不易发现,待发现时,膜片报废数量则已增多,进而造成膜片冲制合格率较低。
技术实现思路
1、本发明的目的在于提供一种基于激光加工的波纹膜片成型系统及方法,主要解决现有的模具加工难度大,以及加工得到的膜片焊接质量不佳、合格率较低等技术问题。
2、为实现上述目的,本发明的技术解决方案如下:
3、一种基于激光加工的波纹膜片成型系统,其特殊之处在于:
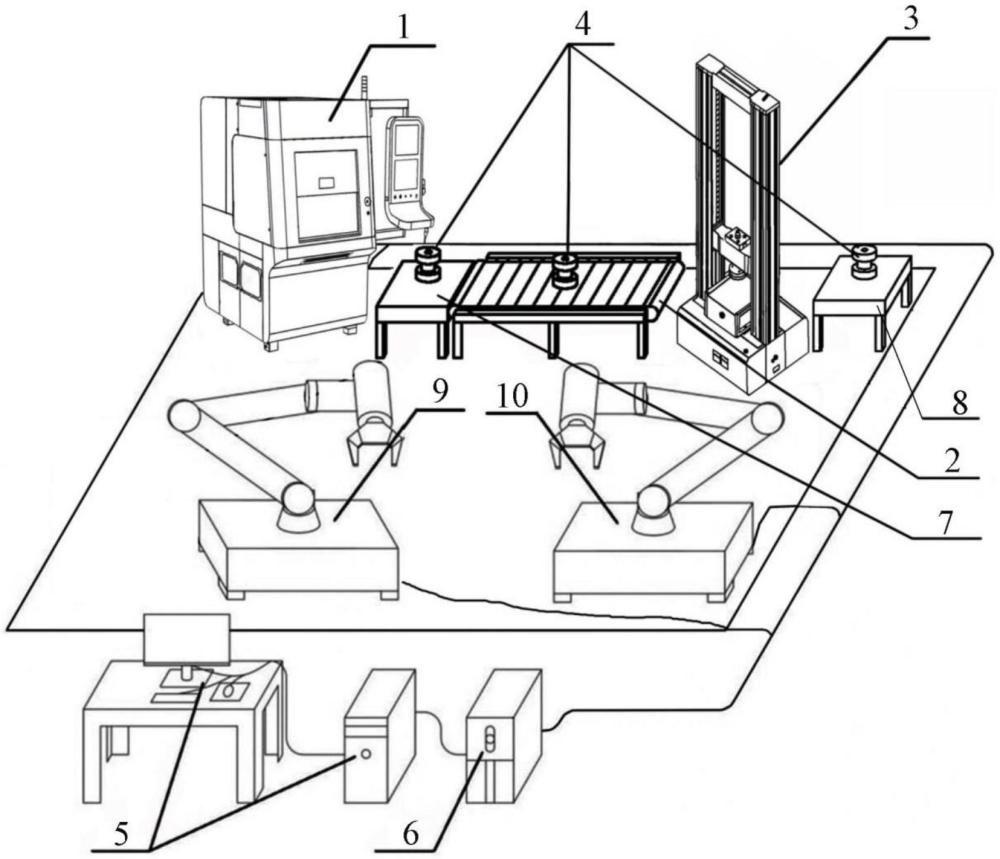
4、包括主控单元、激光切割机、装配平台、传送机构、拉压试验机、至少一个波纹成型模具;
5、所述主控单元包括上位机和与上位机连接的控制器;所述控制器分别与激光切割机、传送机构及拉压试验机连接,上位机通过控制器分别对激光切割机、传送机构、拉压试验机的工作参数进行设定,并控制其启动和停止;
6、所述激光切割机用于将膜片原材料切割至预设尺寸,得到膜片坯料;所述装配平台用于放置波纹成型模具;所述波纹成型模具用于夹持膜片坯料;所述传送机构位于激光切割机和拉压试验机之间,用于将波纹成型模具连同膜片坯料输送至拉压试验机;拉压试验机用于压制波纹成型模具,并通过波纹成型模具使膜片坯料的波纹成型。
7、进一步地,还包括自动分拣装置;
8、所述装配平台包括第一装配台和第二装配台;所述自动分拣装置包括分别与控制器连接的第一分拣装置和第二分拣装置;上位机通过控制器分别对第一分拣装置和第二分拣装置的工作参数进行设置,并控制其启动和停止;
9、所述第一装配台位于激光切割机与传送机构的输入端之间;所述第一分拣装置靠近第一装配台设置,用于将膜片坯料从激光切割机上取下,并在第一装配台上将波纹成型模具和膜片坯料装配后放置于传送机构的输入端;
10、所述第二装配台位于拉压试验机远离传送机构的一侧;所述第二分拣装置靠近拉压试验机设置,用于将装配后的波纹成型模具和膜片坯料从传送机构的输出端转移至拉压试验机上,再将经拉压试验机压制成型的膜片以及波纹成型模具转移至第二装配台,并将压制成型的膜片从波纹成型模具中取出。
11、进一步地,所述波纹成型模具包括圆环状阳模和位于阳模下方且与阳模同轴设置的圆环状阴模;
12、所述阳模的下表面设有与其同轴的环形凸台,且环形凸台的下端面设有与膜片成品一侧面相适配的第一波纹面;所述环形凸台内圆面、外圆面的直径分别与膜片坯料内圆面、外圆面的直径相适配;
13、所述阴模的上表面设有与其同轴且与环形凸台相适配的环形凹槽,环形凹槽的槽底设有与膜片成品的另一侧面相适配的第二波纹面。
14、进一步地,所述阳模和阴模的硬度满足hrc56~62;所述环形凸台和环形凹槽的单边配合间隙分别为0.01~0.02mm。
15、进一步地,所述上位机的采样频率≥1hz;
16、所述控制器为可编程控制器或单片机,其运算速度高于激光切割机、传送机构、拉压试验机、第一分拣装置和第二分拣装置中对应的传感器或执行机构最高响应频率的5倍;
17、所述第一分拣装置和第二分拣装置在工作时的振动频率≤0.6hz,振动幅度≤0.2mm,工作角度为±360°。
18、同时,本发明还提供一种基于激光加工的波纹膜片成型方法,采用上述基于激光加工的波纹膜片成型系统,包括以下步骤:
19、【1】准备膜片原材料,清洗并吹干后放置于激光切割机的加工台上;
20、【2】通过激光切割机按照预设的加工参数切割膜片原材料,得到膜片坯料;所述加工参数包括激光功率、激光扫描速率、激光加工次数;所述膜片坯料为圆环结构,且外圆面和内圆面均留有余量;
21、【3】将膜片坯料放置于波纹成型模具上,并将波纹成型模具连同膜片坯料输送至拉压试验机的工作台上;
22、【4】通过拉压试验机按照预设的加压参数压制波纹成型模具,使得膜片坯料的波纹成型,得到膜片成品;所述加压参数包括下压速度及下压力;
23、【5】将膜片成品清洗、吹干后进行检验,如合格则完成波纹膜片的成型加工,如不合格则报废。
24、进一步地,步骤【2】具体为,通过上位机预先设定激光切割机的加工参数,再控制激光切割机对膜片原材料进行切割,切割顺序为先切割膜片原材料的周向并留有余量b′,再在中心处沿轴向冲孔并留有余量a′;或者,先在膜片原材料中心处沿轴向冲孔并留有余量a′,再切割周向并留有余量b′,从而得到膜片坯料;
25、所述膜片坯料内圆面直径i的表达式为:
26、i=a-a′
27、
28、所述膜片坯料外圆面直径j的表达式为:
29、j=b+b′
30、
31、上式中,a为波纹膜片成品的内径;b为波纹膜片成品的外径;de表示平衡直径,且r表示波纹膜片成品中大波的半径;δ表示波纹膜片成品的壁厚;θ表示波纹膜片与水平方向的夹角;w表示波纹膜片成品内圆面与外圆面的半径差;l表示波纹膜片成品相邻两个大波中心轴线之间的水平距离;α、β、x、y分别表示变量,其中x=r+r+δ,y=r×cosα+r+δ,r表示波纹膜片成品中小波的半径。
32、进一步地,步骤【3】具体为,首先,通过上位机预先设置第一分拣装置和第二分拣装置的动作路径和坐标参数;接着,通过第一分拣装置将膜片坯料安装于波纹成型模具上,再将波纹成型模具放置于传送机构上,经传送机构输送至靠近拉压试验机处;最后,通过第二分拣装置将波纹成型模具放置拉压试验机的工作台上。
33、进一步地,步骤【4】中,所述拉压试验机的加压参数通过上位机预先设置,且由上位机控制拉压试验机的启动和停止。
34、进一步地,步骤【5】中,通过第二分拣装置先将波纹成型模从拉压试验机上取下放置于第二装配台上,再将膜片成品从波纹成型模具上取下后进行清洗、吹干、检验。
35、与现有技术相比,本发明具有以下有益效果:
36、1、本发明提供的基于激光加工的波纹膜片成型系统,将激光切割机、传送机构、拉压试验机和装配平台进行合理布局,再通过主控单元的自动化控制,使得整个加工过程更为精细化,再同时配置多个波纹成型模具,可形成流水线,进而实现波纹膜片的批量成型加工,且基于该系统加工得到的波纹膜片合格率较高,焊接质量较好。
37、2、本发明提供的基于激光加工的波纹膜片成型系统,还包括自动分拣单元,通过主控单元可以实现自动分拣单元对波纹成型模具,以及波纹膜片在加工过程中的自动抓取,进而提高加工的效率。
38、3、本发明提供的基于激光加工的波纹膜片成型系统中,波纹成型膜片包括阳模和阴模,模具结构简单,加工难度小,成本较低。
39、4、本发明提供的基于激光加工的波纹膜片成型系统通用性强,可适用于不同厚度,不同材质膜片的波纹成型。
40、5、本发明提供的基于激光加工的波纹膜片成型方法,首先由激光切割机将膜片原材料加工成膜片胚料,之后由波纹成型模具配合拉压试验机使膜片胚料的波纹成型,进而得到膜片成品,基于该方法得到的膜片成品的尺寸精度更高,表面质量更好。
41、6、本发明提供的基于激光加工的波纹膜片成型方法,可一次完成波纹膜片成品加工,无需后续内、外圆车加工、手工去除毛刺等返修工序,简化了工艺流程,缩短生产周期,减小了生产能耗。
- 还没有人留言评论。精彩留言会获得点赞!