利用孔找正装调的同轴度定位装置及其使用方法与应用与流程
本发明属于机械制造装调,尤其是涉及一种利用孔找正装调的同轴度定位装置及其使用方法与应用。
背景技术:
1、设计有轴系传动的旋转设备,轴和转动件的连接处一般设计为带有定位导向的定位止口,便于轴的安装和调整,达到设计的目标。
2、在一些特殊行业和特殊环境下,为了减小设备的体积,提高设备的精度,会将轴和转动件的连接处设计为无定位导向止口的结构,通过装配调整达到高精度的目的。
3、例如在惯性平台中,惯性平台轴系的轴和框架的轴端连接,如图1所示,轴1的端面为平面,框架2上轴的安装面为平面,无周向定位,将轴1装配在框架2上,需要满足轴孔3的轴线与框架圆孔4的轴线重合,在装调的过程中,传统的装配调整方法是利用旋转表架架设千分表进行装调,装调效率不高,在整个装配中,需要拆装多次,影响产品的生产进度。随着工艺创新的发展,如何解决轴装配时的同轴度问题是优化产品生产工艺,提高产品生产进度的关键。
4、此外,惯性平台由六框五轴系组成,为实现其高精度的导航与定位功能,轴系的同轴度精度起到关键的作用。如图2所示,惯性平台的每一轴系都包括框架2、左轴101和右轴102。左轴101、右轴102分别与框架2轴线的两端连接,连接处无定位导向止口,装配调整左轴、右轴的同轴度误差达到设计0.002mm的回转精度范围难度很大,在整个设备的装配过程中,重复性拆解-装配消耗大量的调整时间,严重影响设备的生产周期,设备生产成本变大。
5、针对上述问题,设计一种利用孔定位的同轴度定位装置,并通过该定位装置实现同轴度误差的精密调整是十分必要的。
技术实现思路
1、本发明要解决的问题是提供一种利用孔找正装调的同轴度定位装置及其使用方法与应用。
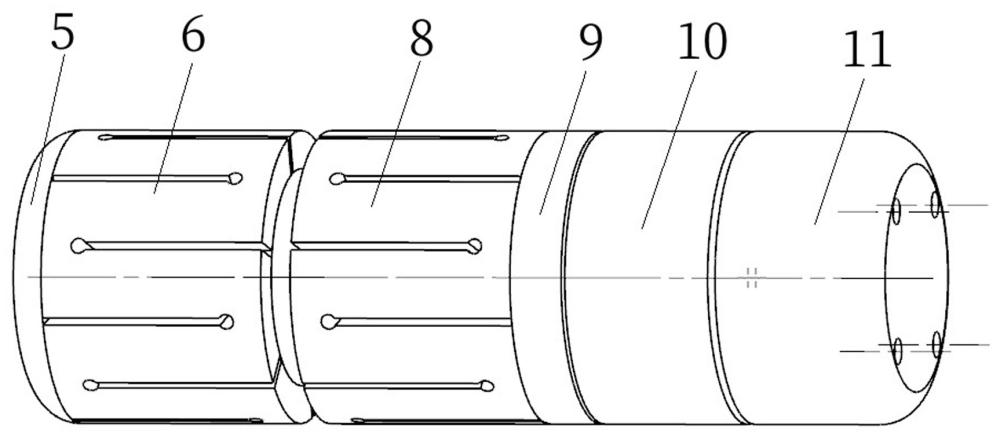
2、为解决上述技术问题,本发明采用的技术方案是:一种利用孔找正装调的同轴度定位装置,包括拉紧件、胀紧套和导向心轴,所述拉紧件包括拉紧端和拉紧杆,所述拉紧端位于拉紧杆端部;所述导向心轴安装于拉紧件上,该导向心轴的外侧设置有胀紧套;所述导向心轴的圆柱孔套设于拉紧件的拉紧杆上,该导向心轴包括坡面结构和螺纹结构,所述坡面结构包括圆柱面,所述圆柱面两侧对称设置有左锥面和右锥面,所述圆柱面用于该导向心轴的加工定位;所述左锥面和右锥面与胀紧套的内锥面配合,用于在胀紧套的导向直径方向扩张变大,实现作用体的胀紧;所述胀紧套包括左胀紧套和右胀紧套,所述左胀紧套和右胀紧套对称安装于左锥面和右锥面上;所述拉紧杆远离拉紧端一侧安装有拉紧把手;所述右胀紧套与拉紧把手之间设置有压紧件和压紧把手,所述压紧件和压紧把手套设于导向心轴的螺纹结构上,与螺纹结构通过螺纹连接。
3、进一步地,所述左锥面的左侧端面为第一环形平面,所述螺纹结构位于坡面结构右侧,该螺纹结构包括螺纹面,所述螺纹面的右侧端面为截面为t型的第二环形平面和第三环形平面,所述第二环形平面和第三环形平面为基准面用于拉紧把手的定位;所述螺纹面与第二环形平面之间设置有卡槽,所述卡槽用于安装卡簧实现对螺旋传动件压紧把手的限位;所述第一环形平面平行于第二环形平面和第三环形平面。
4、进一步地,所述第一环形平面与导向心轴中心线的垂直精度为0.002mm;所述第二环形平面和第三环形平面与导向心轴中心线的垂直精度为0.002mm。
5、进一步地,所述左胀紧套和右胀紧套结构形状大小均相同,所述左胀紧套和右胀紧套内壁为内锥面,外壁为外圆柱面,为了实现其胀紧功能,所述胀紧套自两端向中部交替间隔设置有若干个空间槽,若干个所述空间槽均匀分布,在每个所述空间槽的根部设计加工圆孔,所述空间槽的作用为在胀紧时空间槽均匀扩张满足胀紧定位精度,所述圆孔通过圆形弧面实现空间槽在扩张时弹力变小,张力平稳,回弹时缓冲过度,不易卡顿,不易发生塑性变形。所述左胀紧套的左端面为压紧面,因为对称设计,所述右胀紧套的右端面为压紧面,胀紧套的功能发挥与压紧面的形位有关。
6、进一步地,所述压紧面与胀紧套的中心线垂直精度为0.002mm。
7、进一步地,所述拉紧把手通过限位件与拉紧杆相连。
8、进一步地,所述拉紧把手端部安装有盖板,所述盖板通过螺钉与拉紧把手固定,所述拉紧把手与导向心轴之间设置有拉紧推力轴承。
9、进一步地,所述压紧件和压紧把手之间设置有压紧推力轴承;所述压紧把手与拉紧把手之间设置有卡簧,所述卡簧安装于卡槽中。
10、本发明还提供了一种利用孔找正装调的同轴度定位装置的使用方法,包括以下步骤:
11、s1、将同轴度定位装置放置于轴孔和框架圆孔连接处,使轴和框架的接触面处在左胀紧套和右胀紧套之间的圆柱面上方的空隙处;
12、s2、顺时针旋转拉紧把手,所述拉紧把手在拉紧推力轴承的止挡下转动,所述拉紧把手的螺纹转动带动拉紧件实现向右移动,所述拉紧件与左胀紧套在压紧面接触,所述拉紧件右移产生的拉力使左胀紧套向右移动,所述左胀紧套的内锥面和导向心轴的左锥面接触滑动,使左胀紧套的空间槽间距扩大,所述左胀紧套的径向尺寸变大到框架圆孔的孔径尺寸,实现框架圆孔的定位;
13、s3、顺时针旋转压紧把手,所述压紧把手在螺旋的作用下向左移动,该压紧把手推动压紧件进而推动右胀紧套向左移动,所述右胀紧套的内锥面和导向心轴的右锥面接触滑动,在推力的作用下右胀紧套的空间槽间距扩大,所述右胀紧套的外圆柱面推动轴实现径向方向的微量调整直到外圆柱面与轴孔移动的过程中胀紧,实现轴孔与框架圆孔的同轴度调整。
14、本发明还提供了一种利用孔找正装调的同轴度定位装置在调整惯性平台轴系同轴度中的应用,包括以下步骤:
15、s100、将左轴安装在框架左边轴端连接处,右轴安装在框架右边轴端连接处,并用连接螺钉进行连接,连接处受力适当不能紧固,能满足左轴、右轴和框架在连接平面处径向位置有相对滑动,便于后续左轴、右轴的位置调整;
16、s200、将两个同轴度定位装置分别放置于左轴和右轴的轴孔和框架圆孔连接的适当位置,将同轴度定位装置胀紧在框架圆孔中,实现同轴度定位装置的在框架圆孔中的初固定;
17、s300、通过两个同轴度定位装置调整左轴和右轴的位置,使左轴和右轴的位置同轴度达到0.002mm。
18、进一步地,所述框架两端的框架圆孔的位置由机床加工,位置的同轴度误差优于0.002mm,满足设计指标,作为轴安装位置的基准,实现两端轴的位置调整。
19、进一步地,在步骤s300中,操作左轴处的同轴度定位装置,使左轴的轴线位置慢慢靠近左轴处框架圆孔的中心线位置,直到左轴的轴线位置与框架圆孔的中心线位置重合,达到调整的目标,此时,不要紧固左轴与框架的连接螺纹,以防零件加工时的累积误差对另一个轴位置的影响;继续操作右轴处的同轴度定位装置,使右轴的轴线位置慢慢靠近该处框架圆孔的中心线位置,直到右轴的轴线位置与框架圆孔的中心线位置重合,达到调整的目标;此时,微量操作左轴的同轴度定位装置,将压紧把手反向转动,释放右轴的同轴度定位装置调整时对左轴的同轴度定位装置调整时产生的扭矩,再操作左轴的同轴度定位装置实现压紧,并均匀紧固左轴与框架处的连接螺钉;最后紧固右轴与框架处的连接螺钉,左轴和右轴的位置调整完成。
20、由于采用上述技术方案,本发明具有如下有益效果:
21、本发明的同轴度定位装置可使操作者在轴的装调过程中实现快速精准定位,提高生产效率,实现同轴度装调;使用时可以保证惯性平台的精度,提高产品的质量,并提高调整的效率、降低生产成本。
- 还没有人留言评论。精彩留言会获得点赞!