一种基于CMT冷金属过渡的铝合金弧焊装置及其工作方法与流程
本发明涉及cmt焊接装置,具体为一种基于cmt冷金属过渡的铝合金弧焊装置及其工作方法。
背景技术:
1、cmt技术是将送丝与熔滴过渡过程进行数字化协调的一种焊接技术,cmt电弧焊接电流小、热输入小、飞溅小和焊后变形小,焊缝金属的冶金质量高,这种方法特别适合于薄板焊接,由于cmt过渡模式与普通mig/mag焊不同,因此其复合方式及复合效果也有所改变。
2、现有的cmt焊接装置,如公告号cn215469111u,名为一种汽车动力电池盖板cmt冷过渡焊接装置,包括底座、控制主机、机械臂和焊枪,所述控制主机和机器臂均设置在底座的上表面,所述焊枪固定安装于机械臂的末端,所述机械臂的右侧水平设有支撑板,所述支撑板的下表面四角处均通过支撑杆固定安装于底座的上表面,所述支撑板的上方设有电池盖板,所述支撑板上设置有用于将电池盖板固定的夹持机构。
3、现有的cmt焊接装置主要采用传统的直线运条法施焊,针对连接强度需求较高的部分,焊缝尺寸过小,易降低焊接接头的强度,为此,我们提供一种基于cmt冷金属过渡的铝合金弧焊装置及其工作方法。
技术实现思路
1、本发明的目的在于提供一种基于cmt冷金属过渡的铝合金弧焊装置及其工作方法,以解决上述背景技术中提出的现有的cmt焊接装置主要采用传统的直线运条法施焊,针对连接强度需求较高的部分,焊缝尺寸过小,易降低焊接接头的强度的问题。
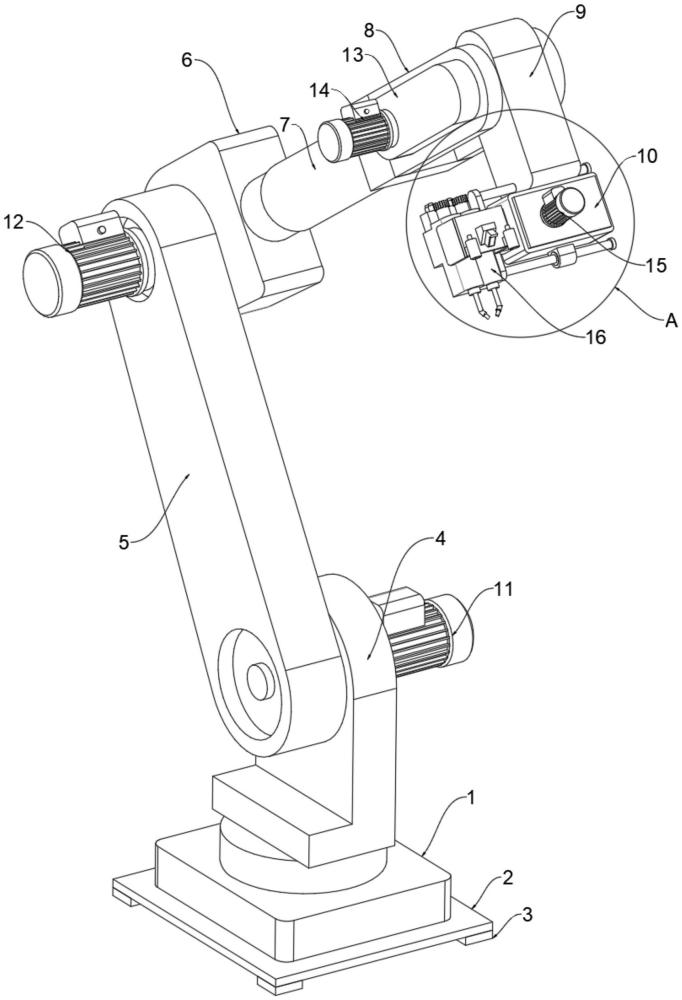
2、为实现上述目的,本发明提供如下技术方案:一种基于cmt冷金属过渡的铝合金弧焊装置,包括电动转台;
3、还包括:
4、支座,其安装在所述电动转台的上方,所述支座上端的一侧安装有第一传动臂,所述第一传动臂一端的侧边安装有传动座,所述传动座的外壁上安装有连接杆,所述连接杆的一端安装有u型支座,所述u型支座的一端安装有第二传动臂;
5、微动传动机构,其安装在所述第二传动臂的一端;
6、cmt焊接头,其安装在所述微动传动机构的输出端上,cmt焊接头设置有两个,且两个cmt焊接头对向设置。
7、优选的,所述微动传动机构的内部设置有滑槽,所述滑槽的内部设置有传动块,且传动块的一端与cmt焊接头固定连接,所述传动块上端的中间位置处设置有主动偏心齿轮,所述主动偏心齿轮的外壁上安装有偏心连接轴,所述微动传动机构的外壁上安装有伺服电机,且伺服电机的输出端与偏心连接轴传动连接,所述主动偏心齿轮的一侧啮合连接有第一从动偏心齿轮,所述主动偏心齿轮的另一侧啮合连接有第二从动偏心齿轮,所述第一从动偏心齿轮和第二从动偏心齿轮均通过偏向转轴与传动块转动连接;
8、微动传动机构与cmt焊接头传动连接,移动的过程中,微动传动机构上的伺服电机运行,控制主动偏心齿轮旋转,与两侧的从动偏心齿轮啮合传动,两侧从动偏心齿轮的持续偏心旋转运动下,会带动与其转动连接的传动块沿滑槽往复伸缩运动,从而带动两组cmt焊接头跟随装置沿焊缝线性移动的同时,增加横向往复运动,使传统的直线运条焊接方式变为交错运条焊接方式。
9、优选的,所述cmt焊接头的前端安装有检测座,所述检测座前端的中间位置处设置有倾斜座,所述倾斜座的外壁上安装有焊缝扫描仪。
10、优选的,所述倾斜座的两侧均设置有支架,且支架与检测座固定连接,所述支架的一端安装有激光测距仪。
11、优选的,所述传动块一端的上方和下方均安装有导向杆支座,上方所述导向杆支座的内壁上安装有第一导向杆,且第一导向杆的一端贯穿并延伸至第二传动臂的外部,下方所述导向杆支座的内壁上安装有第二导向杆,所述第二导向杆的外壁上设置有轴承座,且轴承座与微动传动机构的下端固定连接。
12、优选的,所述第一导向杆与第二传动臂的连接处安装有第一轴承,所述第二导向杆与轴承座的连接处安装有第二轴承,所述第一导向杆和第二导向杆的一端均安装有限位块。
13、优选的,所述支座通过第一步进电机与第一传动臂的一端传动连接,所述第一传动臂的另一端通过第二步进电机与传动座传动连接,所述连接杆的前端通过内置电机与u型支座传动连接。
14、优选的,所述u型支座外壁的一侧安装有传动罩,所述传动罩内部的一端安装有从动链轮,且从动链轮的轮轴与第二传动臂传动连接,所述传动罩内部的另一端安装有主动链轮,所述主动链轮通过链带与从动链轮传动连接,所述传动罩的外壁上安装有第三步进电机,第三步进电机的输出端贯穿并延伸至传动罩的内部,且与主动链轮传动连接。
15、优选的,所述电动转台的下表面安装有基座,所述基座下端的四角均安装有减震支撑脚。
16、优选的,一种基于cmt冷金属过渡的铝合金弧焊装置的工作方法,包括以下步骤:
17、步骤一:由上料设备将需要焊接的两组板件移动至预定位点,通过电动转台、第一传动臂、传动座、连接杆、u型支座以及第二传动臂间的转动配合,控制cmt焊接头移动至两组板件拼接处的焊缝位点;
18、步骤二:焊接前,由检测座上的焊缝扫描仪以一定倾角对后续焊缝位置进行检测,而检测座上的两组激光测距仪则基于激光测距判断两组板件组对处的平整度,待平整度和焊缝位置均确认无误后,由控制器基于预定程序控制装置运行,使cmt焊接头沿焊缝移动;
19、步骤三:移动的过程中,根据板件的焊接需求,启用不同的焊接方式,其一为微动传动机构运行,由微动传动机构上的伺服电机控制主动偏心齿轮旋转,与两侧的从动偏心齿轮啮合传动,两侧从动偏心齿轮的持续偏心旋转运动下,会带动与其转动连接的传动块沿滑槽往复伸缩运动,从而带动两组cmt焊接头跟随装置沿焊缝线性移动的同时,增加横向往复运动,使传统的直线运条焊接方式变为交错运条焊接方式,并且在焊接过程中,两组cmt焊接头交替起弧,利用送丝运动与熔滴过渡进行数字协调,以确保了焊接过程中电弧的稳定,其二为微动传动机构停止,由装置带动两组cmt焊接头沿焊缝线性移动,过程中两组cmt焊接头高效交替起弧,缩短焊接间隔;
20、步骤四:在焊接的过程中,若检测座上的焊缝扫描仪或激光测距仪检测到焊缝位置出现偏移或两组板件平整度不一时,其会反馈信号至终端,发出警报的同时停止继续作业,以等待后续检修,降低作业损失。
21、与现有技术相比,本发明的有益效果是:
22、1、本发明通过将微动传动机构与cmt焊接头传动连接,在焊接过程中若针对强度要求较高的关键板件,微动传动机构上的伺服电机运行,控制主动偏心齿轮旋转,与两侧的从动偏心齿轮啮合传动,两侧从动偏心齿轮的持续偏心旋转运动下,会带动与其转动连接的传动块沿滑槽往复伸缩运动,从而带动两组cmt焊接头跟随装置沿焊缝线性移动的同时,增加横向往复运动,使传统的直线运条焊接方式变为交错运条焊接方式,从而提高焊接范围,增强焊接牢固度,解决了现有的cmt焊接装置主要采用传统的直线运条法施焊,针对连接强度需求较高的部分,焊缝尺寸过小,易降低焊接接头的强度的问题。
23、2、针对非关键节点板件,该装置也可采用传统的线性直条焊接方式,过程中两组cmt焊接头高效交替起弧,缩短焊接间隔,以提高焊接效率,降低耗材,减少焊接成本,提高了装置灵活性。
24、3、采用双cmt焊接头设计,焊接过程中两组cmt焊接头交替起弧,利用送丝运动与熔滴过渡进行数字协调,实现频率1.5-5.0 ghz无电流状态下的熔滴过渡,在短路状态下的送丝回抽实现焊丝与熔滴分离,以确保了焊接过程中电弧的稳定,使焊接热量减少20-30%,焊缝表面接近100%无飞溅,减少甚至不需要人工返工及维修。
25、4、通过在cmt焊接头上设置检测座,采用“先检后焊”的作业方式,焊接前,由检测座上的焊缝扫描仪以一定倾角对后续焊缝位置进行检测,而检测座上的两组激光测距仪则基于激光测距判断两组板件组对处的平整度,待平整度和焊缝位置均确认无误后,由控制器基于预定程序控制装置运行,使cmt焊接头沿焊缝移动,在焊接的过程中,若检测座上的焊缝扫描仪或激光测距仪检测到焊缝位置出现偏移或两组板件平整度不一时,其会反馈信号至终端,发出警报的同时停止继续作业,以等待后续检修,降低作业损失。
- 还没有人留言评论。精彩留言会获得点赞!