一种多品种小批量工件的加工生产线的制作方法
本技术涉及飞轮壳加工线的领域,尤其是涉及一种多品种小批量工件的加工生产线。
背景技术:
1、飞轮壳是汽车发动机的零部件之一,一般为铸铁件,不易变形。飞轮壳安装在发动机飞轮的外部并与发动机本体和变速箱固定连接,飞轮壳的内侧腔室用于罩盖飞轮,起到连接机体、防护和载体的作用。
2、在对飞轮壳进行加工时,传统需要人工借助辅助工具将壳体放到机床上,上下料强度大,随着智能制造的发展,现有技术中采用桁架机构取代人工对壳体进行上下料,有效提高了飞轮壳的加工效率。然而,采用桁架机构上下料适用于壳体的大批量加工,当多品种、小批量的壳体工件共线时,桁架机构灵活性较差,难以做到多品种工件上下料的同时兼顾,加工效率有待提高。
技术实现思路
1、为了提高多品种小批量工件的加工效率,本技术提供一种多品种小批量工件的加工生产线。
2、本技术提供的一种多品种小批量工件的加工生产线,采用如下的技术方案:
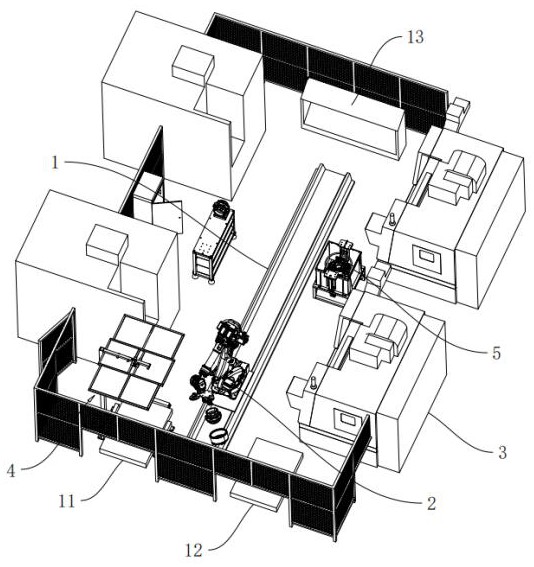
3、一种多品种小批量工件的加工生产线,包括地轨和设于地轨上的行走机器人,所述行走机器人的末端设有快换手爪,所述地轨的两侧设有数控机床,所述地轨的一端其中一侧设有上料盘放置区,另一侧设有下料盘放置区,所述地轨的另一端设有用于放置多个快换手爪的夹爪库架,所述上料盘放置区的上方设有视觉识别机构,所述视觉识别机构与行走机器人信号连接。
4、通过采用上述技术方案,在进行加工时,将待加工的多品种、小批量工件通过人工或agv小车搬运到上料盘放置区,视觉识别机构能够对每一次的待加工工件进行拍摄识别,并将每一次的识别结果通过信号传递给行走机器人,行走机器人根据识别结果判断是否进行快换手爪的更换。需要进行更换时,行走机器人沿地轨移动至夹爪库架处,并根据视觉识别机构的识别结果更换相对应的快换手爪。快换手爪抓取工件并将其送入相应的数控机床后进行加工,并根据各品种工件的加工工序及完成加工的时间,提前自动换上下一件工件所需的快换手爪,以此循环实现快换手爪的适时自动切换。相比于桁架机构,本技术通过行走机器人,快换手爪以及视觉识别机构,能够实现快换手爪的适时自动切换,工作范围可以覆盖地轨的两侧,提高了加工的灵活性,有利于提高多品种小批量工件的加工效率。
5、可选的,所述视觉识别机构包括相机支架和设于相机支架上的毛坯料识别相机,所述毛坯料识别相机朝向上料盘放置区设置且与行走机器人信号连接,所述相机支架上还设有光源组安装板,所述光源组安装板设于毛坯料识别相机的四周,所述光源组安装板上设有补光光源。
6、通过采用上述技术方案,通过毛坯料识别相机能够对位于上料盘放置区中的工件依次进行拍摄识别,判断出每一次待加工工件的品种并将该识别结果通过信号传递给行走机器人。通过光源组安装板以及补光光源的设置,能够使得上料盘放置区各处的明亮度相对均匀,从而保证毛坯料识别相机识别的准确性。
7、可选的,所述地轨的其中一侧设有清洗水箱,所述清洗水箱内设有用于供飞轮壳扣放的平台架,所述清洗水箱上设有用于驱动平台架上下移动的升降机构。
8、通过采用上述技术方案,在加工过程中,通过清洗水箱可对工件进行清洗,清理掉工件表面的油污及加工碎屑,有利于下一步加工工序中的数控机床对该工件加工。在进行清洗时,平台架先上升到清洗水箱的液面之上,行走机器人通过快换手爪将飞轮壳壳体工件放置到平台架上,随后升降机构驱动平台架下落并使飞轮壳没入液面以下,飞轮壳进而实现浸泡清洗。
9、可选的,所述清洗水箱的底部其中一侧连通有排水管,所述排水管上设有排水阀,所述清洗水箱的内底壁自远离排水管的一端至靠近排水管的一端呈倾斜向下设置。
10、通过采用上述技术方案,打开排水阀,可通过排水管将清洗水箱内的清洗废液排出。通过将清洗水箱的内侧底面设置成一个倾斜面,有利于清洗废液排出得更加彻底。
11、可选的,所述清洗水箱中转动设置有搅拌杆,所述搅拌杆上设有搅拌桨叶,所述清洗水箱上设有驱动搅拌杆转动的驱动机构。
12、通过采用上述技术方案,在进行飞轮壳的浸泡清洗时,驱动机构启动,带动搅拌杆转动,搅拌杆转动带动搅拌桨叶转动,进而对清洗水箱中的清洗液进行搅拌,飞轮壳进一步实现搅拌清洗,有利于改善清洗效果。
13、可选的,所述清洗水箱的下端设有底架,所述驱动机构包括设于底架上的驱动电机和与驱动电机的输出端相连的主动轮盘,所述清洗水箱的下侧设有从动轮盘,所述从动轮盘与搅拌杆同轴固定,所述从动轮盘和主动轮盘传动连接且传动比小于1。
14、通过采用上述技术方案,当驱动电机转动时,带动主动轮盘转动,主动轮盘转动带动从动轮盘转动,从动轮盘转动带动搅拌杆转动,进行实现搅拌清洗的目的。
15、可选的,所述搅拌杆上设有反冲桨叶,当所述平台架托载飞轮壳并位于下限位时,所述搅拌桨叶位于平台架的下方,所述反冲桨叶位于飞轮壳的内侧腔室中,所述平台架上设有供反冲桨叶穿过的反冲穿孔,所述反冲穿孔的直径小于飞轮壳的内侧腔室直径且大于飞轮壳的中心孔直径。
16、通过采用上述技术方案,当搅拌杆转动时,同步带动反冲桨叶转动,由于飞轮壳扣放于平台架上,当位于飞轮壳内侧腔室的反冲桨叶转动时,带动飞轮壳内侧腔室中的清洗液冲刷飞轮壳的内侧腔壁,此外,飞轮壳的中心孔处会形成一个向下凹陷的漩涡,从而增强位于飞轮壳外侧壁的清洗液的流动性,便于将飞轮壳外侧壁的污渍、碎屑清除。
17、可选的,所述清洗水箱上转动连接有打散杆,所述打散杆的上端位于清洗水箱内,下端伸入排水管中,所述打散杆伸入排水管的部分设有打散叶片,所述打散杆上同轴固定有小传动轮,所述搅拌杆上同轴固定有大传动轮,所述小传动轮和大传动轮传动连接。
18、通过采用上述技术方案,经过清洗后,清洗水箱内的清洗废液中含有加工碎屑及其它杂质。当搅拌杆转动时,同步带动大传动轮转动,大传动轮转动带动小传动轮转动,小传动轮转动带动打散杆转动,打散杆转动带动打散叶片旋转,防止排水管内产生杂质淤结,实现对排水管的疏通,减小排水管内发生堵塞的可能性。
19、可选的,所述平台架上设有可供飞轮壳无干涉穿过的吹气环管,所述吹气环管上设有多个用于朝向飞轮壳设置的吹气孔,所述吹气环管连接有输气软管,所述输气软管远离吹气环管的一端连接有气源发生装置。
20、通过采用上述技术方案,气源发生装置能够通过输气软管向吹气环管输送气流。当输送环管随平台架、飞轮壳没入清洗液中时,吹气孔处会形成大量气泡,有利于进一步提高飞轮壳附近清洗液的扰动程度,进一步改善清洗效果。当输送环管随平台架上升并露出液面时,自吹气孔朝向飞轮壳吹出气流,有利于将飞轮壳表面凹陷处的残留清洗液吹离且有利于飞轮壳表面粘附的清洗液的蒸发,防止将飞轮壳从清洗水箱中取出时清洗液四处滴落,有利于保持现场干净整洁。
21、可选的,所述气源发生装置包括水平设置的气筒、滑动设置于气筒内的活塞件和驱动活塞件沿气筒内腔滑动的驱动杆,所述气筒设于底架上,所述气筒上设有用于连通气筒内腔与输气软管的出气管,所述出气管上设有出气单向阀,所述气筒上还设有进气管,所述进气管上设有进气单向阀,所述驱动杆远离活塞件的一端设有回形杆,所述从动轮盘的底部设有偏心杆,所述回形杆上设有可供偏心杆穿过且活动的活动槽,所述偏心杆的底端设有限位块,所述限位块与回形杆的底部抵接。
22、通过采用上述技术方案,当从动轮盘转动时,带动偏心杆旋转,偏心杆旋转带动回形杆作直线往复移动,进而带动活塞件在气筒内滑动,进气单向阀只允许外部通过进气管向气筒内进气,出气单向阀只允许气筒内的气体从出气管排出,进而通过机械结构实现对输气软管的供气,无需额外外接空压机等其它气源设备,结构轻巧且成本低廉。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过视觉识别机构的设置,能够对每一次的待加工工件进行拍摄识别,并将每一次的识别结果通过信号传递给行走机器人,行走机器人根据识别结果判断是否进行快换手爪的更换。需要进行更换时,行走机器人沿地轨移动至夹爪库架处,并根据视觉识别机构的识别结果更换相对应的快换手爪。快换手爪抓取工件并将其送入相应的数控机床后进行加工,并根据各品种工件的加工工序及完成加工的时间,提前自动换上下一件工件所需的快换手爪,以此循环实现快换手爪的适时自动切换。相比于桁架机构,本技术通过行走机器人,快换手爪以及视觉识别机构,能够实现快换手爪的适时自动切换,工作范围可以覆盖地轨的两侧,提高了加工的灵活性,有利于提高多品种小批量工件的加工效率。
25、2.通过反冲桨叶的设置,当搅拌杆转动时,同步带动反冲桨叶转动,由于飞轮壳扣放于平台架上,当位于飞轮壳内侧腔室的反冲桨叶转动时,带动飞轮壳内侧腔室中的清洗液冲刷飞轮壳的内侧腔壁,便于将飞轮壳内侧腔壁的污渍、碎屑带离;此外,飞轮壳的中心孔处会形成一个向下凹陷的漩涡,从而增强位于飞轮壳外侧壁的清洗液的流动性,便于将飞轮壳外侧壁的污渍、碎屑清除。
26、3.通过吹气环管和气源发生装置的设置,气源发生装置能够通过输气软管向吹气环管输送气流。当输送环管随平台架、飞轮壳没入清洗液中时,吹气孔处会形成大量气泡,有利于进一步提高飞轮壳附近清洗液的扰动程度,进一步改善清洗效果。当输送环管随平台架上升并露出液面时,自吹气孔朝向飞轮壳吹出气流,有利于将飞轮壳表面凹陷处的残留清洗液吹离且有利于飞轮壳表面粘附的清洗液的蒸发,防止将飞轮壳从清洗水箱中取出时清洗液四处滴落,有利于保持现场干净整洁。
- 还没有人留言评论。精彩留言会获得点赞!