工件自动化组装系统的制作方法
本发明涉及电子产品的生产组装,具体涉及一种工件自动化组装系统。
背景技术:
1、现有工件的组装方式为手动组装,这种方式存在诸多问题。手动组装不仅效率低下,而且易产生组装不到位、漏装等问题,导致产品良率较低,无法满足现代化大规模生产的需求。手动组装过程中,人工操作的稳定性和一致性难以保证,进一步影响了产品的质量稳定性。
2、随着电子设备行业的不断发展,市场对高效、可靠的自动化生产技术的需求愈加迫切。自动化组装不仅能够大幅度提高生产效率,还能通过严格的质量检测手段提升产品的良率和稳定性。然而,现有的自动化组装设备多用于较大尺寸或形状简单的组件,对于精密部件的组装,依然面临技术难题。
3、当前市场上,自动化组装设备普遍存在以下问题:
4、装配不到位:由于两个部件的尺寸较小,装配过程中极易出现定位不准、组装不到位等问题,影响最终产品的功能和使用寿命。
5、效率低:现有设备在处理细小部件时,容易出现卡料、误操作等情况,导致整体组装效率偏低,难以满足大规模生产的需求。
6、检测不足:很多自动化组装设备在组装过程中缺乏有效的检测手段,无法实时监控和纠正装配错误,导致不合格产品流入市场。
技术实现思路
1、本发明的目的是至少解决由于手动组装导致装配不到位的问题。该目的是通过以下技术方案实现的:
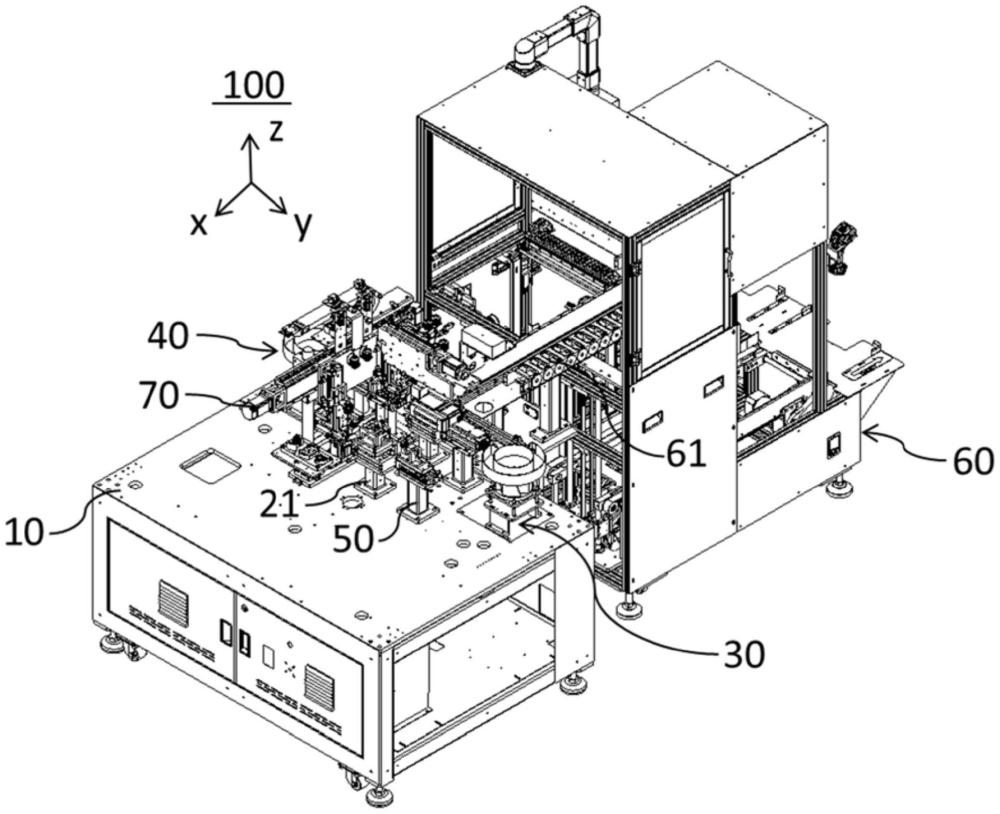
2、本发明的第一方面提出了一种工件自动化组装系统,用于实现工件的组装,所述工件包括组装体、第一部件和第二部件,包括:
3、工作台;
4、第一承载装置,所述第一承载装置包括第一旋转平台,所述第一旋转平台以可转动的方式设于所述工作台上,所述第一旋转平台用于承载所述组装体,所述第一旋转平台使所述第一承载装置具有能够彼此切换的第一工位和第二工位;
5、第一组装装置,所述第一组装装置设于所述工作台上且位于所述第一承载装置的一侧,位于所述第一工位时,所述第一组装装置用于将所述第一部件推入所述组装体;
6、第二组装装置,所述第二组装装置设于所述工作台上且位于所述第一承载装置的另一侧,且所述第二组装装置和所述第一组装装置相对设置,位于所述第二工位时,所述第二组装装置用于将所述第二部件抵接所述第一部件并推入所述组装体。
7、根据本发明的工件自动化组装系统具有以下几点技术效果,首先,第一承载装置包括第一旋转平台,能够在第一工位和第二工位之间切换,确保了组装体在两个组装阶段的精准定位,有效提高了组装精度;其次,第一组装装置和第二组装装置分别用于第一部件和第二部件的安装,两个组装装置通过第一和第二分料组件与组装体精确对准,确保了每个部件的准确安装位置,避免了手动操作的误差。整个工件自动化组装系统实现了自动化和精确控制,减少了人工操作可能导致的部件损坏,确保了产品的一致性和质量,同时,自动化组装系统减少了对人工操作的依赖,降低了人力成本,也减少了由于人工失误导致的返工和浪费,通过提高组装精度和生产效率,系统能够显著提高产品的良品率,降低了生产过程中的废品率,进一步降低了生产成本。
8、另外,根据本发明的工件自动化组装系统,还可具有如下附加的技术特征:
9、在本发明的一些实施例中,所述第一组装装置包括相互间隔设置的第一组装机构和第一供料机构,所述第一供料机构包括第一分料组件,至少部分所述第一分料组件能够与所述组装体相对设置,所述第一组装机构包括第一推料杆,部分所述第一分料组件设于所述第一推料杆和所述组装体之间,所述第一承载装置位于所述第一工位时,所述第一分料组件用于将所述第一部件对准所述组装体,所述第一推料杆用于将所述第一部件推入所述组装体;
10、第二组装装置,所述第二组装装置包括相互间隔设置的第二组装机构和第二供料机构,所述第二供料机构包括第二分料组件,部分所述第二分料组件能够与所述组装体相对设置,所述第二组装机构包括第二推料杆,部分所述第一分料组件设于所述第一推料杆和所述组装体之间,所述第一承载装置位于所述第二工位时,所述第二分料组件用于将所述第二部件对准所述组装体,所述第二推料杆用于将所述第二部件抵接所述第一部件并推入所述组装体。
11、在本发明的一些实施例中,所述工件自动化组装系统还包括上料装置,所述上料装置设于所述工作台上且位于所述第一承载装置的一侧,所述上料装置包括上料滑台机构和第一夹取机构,所述上料滑台机构包括上料载板,所述上料载板上设有若干用于放置所述组装体的上料工件承载位,所述第一夹取机构能够将所述组装体从所述上料滑台机构夹取至所述第一旋转平台上。
12、在本发明的一些实施例中,所述工件自动化组装系统还包括:
13、第二承载装置,所述第二承载装置包括第二承载平台和第二旋转平台,所述第二承载平台设于所述工作台上且与所述第一承载平台间隔设置,所述第二承载平台具有垂直于所述工作台的第二轴线,围绕所述第二轴线,所述第二旋转平台以可转动的方式连接所述第二承载平台,所述第二旋转平台用于承载装配完成的所述工件;
14、检测装置,所述检测装置设于所述工作台上且与所述第二承载装置相对设置,每个所述检测装置均包括检测件,所述检测件用于抵接所述第二部件以所述第二部件的安装位置。
15、在本发明的一些实施例中,所述工件自动化组装系统还包括搬运装置,所述搬运装置用于将组装好的所述工件从所述第一承载装置搬运至所述第二承载装置。
16、在本发明的一些实施例中,所述工件自动化组装系统还包括下料装置,所述下料装置设于所述工作台上且位于所述第一承载装置的一侧,所述下料装置包括下料滑台机构和第二夹取机构,所述下料滑动机构包括下料载板,所述下料载板上设有若干用于放置所述工件的下料工件承载位,所述第二夹取机构能够将所述工件从所述第二旋转平台上夹取至所述下料滑台机构。
17、在本发明的一些实施例中,所述第一供料机构包括第一振动盘和第一供料轨道,所述第一振动盘具有第一出料口,所述第一供料轨道的一端连接所述第一出料口,所述第一供料轨道的另一端连接所述第一分料组件;
18、和/或,所述第二供料机构包括第二振动盘和第二供料轨道,所述第二振动盘具有第二出料口,所述第二供料轨道的一端连接所述第二出料口,所述第二供料轨道的另一端连接所述第二分料组件。
19、在本发明的一些实施例中,所述第一分料组件或所述第二分料组件均包括夹取件和翻转气缸,所述夹取件连接所述翻转气缸,所述翻转气缸驱使所述夹取件的方向从朝向所述出料口翻转至朝向所述组装体;
20、所述第一承载装置位于第一分料工位时,所述夹取件朝向所述出料口;
21、所述第一承载装置位于第二分料工位时,所述夹取件朝向所述组装体。
22、在本发明的一些实施例中,所述第一组装机构包括第一导向筒,所述第一导向筒设于所述第一承载装置与所述第一推料杆之间,所述第一承载装置位于所述第二分料工位时,所述第一推料杆穿过所述第一导向筒用于推动所述第一部件进入所述组装体;
23、和/或,所述第二组装机构包括第二导向筒,所述第二导向筒设于所述第一承载装置与所述第二推料杆之间,所述第一承载装置位于所述第二分料工位时,所述第二推料杆穿过所述第二导向筒用于推动所述第二部件进入所述组装体。
24、在本发明的一些实施例中,所述第一承载平台和所述第一旋转平台之间设有旋转气缸,所述旋转气缸分别连接所述第一承载平台和所述第一旋转平台,用于控制第一旋转平台旋转。
- 还没有人留言评论。精彩留言会获得点赞!