一种具有修整功能的公交站台外壳钣金冲切装置的制作方法
本发明涉及公交站台外壳钣金冲切加工领域,更具体地说,涉及一种具有修整功能的公交站台外壳钣金冲切装置。
背景技术:
1、钣金件具有重量轻、强度高、导电性、成本低、批量生产性能好的特点,广泛应用于电子电器、通讯、汽车工业、医疗器械等领域,在利用钣金件加工公交站台的外壳时,需要进行相应的冲切处理以满足相应的加工需求。
2、现有的公交站台外壳钣金冲切装置在对钣金件进行冲切定型时,通过压模下压对定模上的钣金件进行冲压定型,但由于钣金件自身内应力的影响下,当外部荷载去掉以后,仍残存在钣金件内部的应力会让钣金件从变形后的位置恢复到变形前的位置,进而降低公交站台外壳钣金的冲切质量。
3、因此,针对上述技术问题,有必要提供一种具有修整功能的公交站台外壳钣金冲切装置。
技术实现思路
1、本发明的目的在于提供一种具有修整功能的公交站台外壳钣金冲切装置,以解决上述的问题。
2、为了实现上述目的,本发明一实施例提供的技术方案如下:
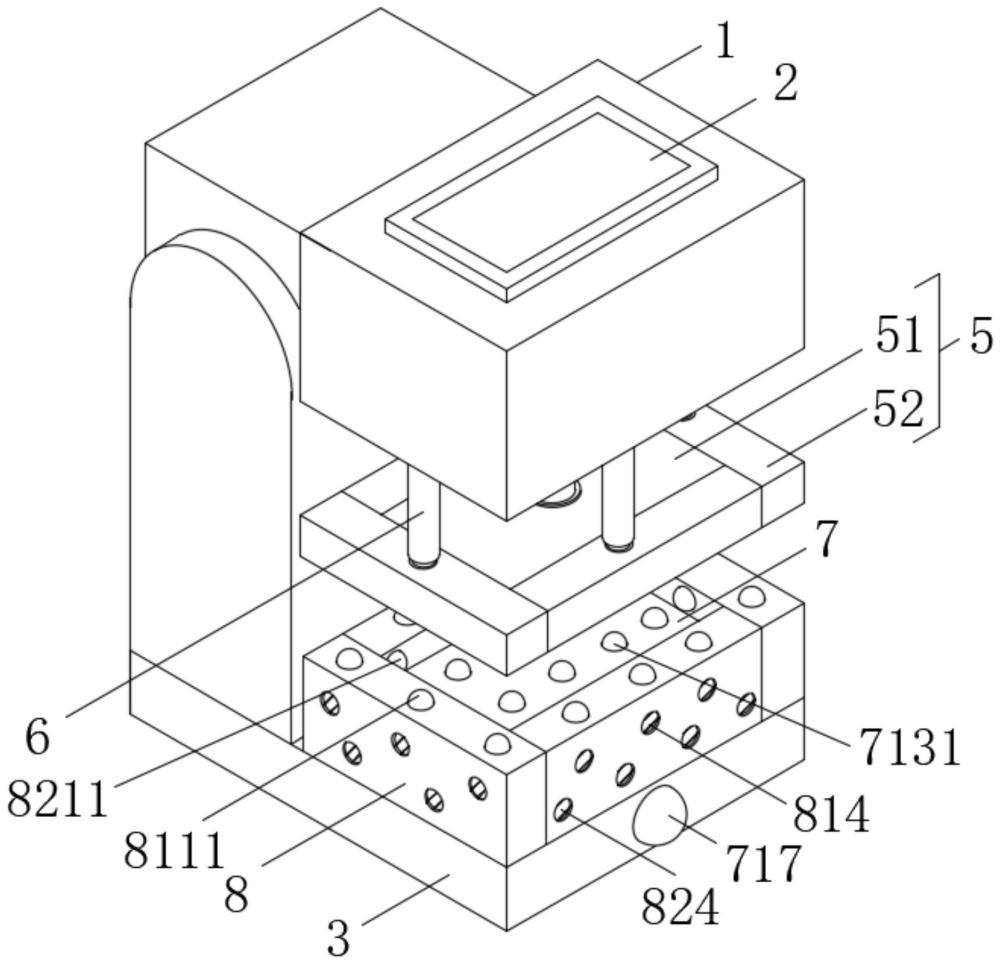
3、一种具有修整功能的公交站台外壳钣金冲切装置,包括冲切架、压模、第一压力警示组件、第二压力警示组件和第三压力警示组件,所述冲切架下端固定安装有底板,所述冲切架上端前部固定安装有控制面板,所述冲切架内下端固定安装有电动气缸,所述压模包括第一模块和多个第二模块,所述第二模块通过卡接方式安装在第一模块外侧四端,所述第一模块底部高度低于第二模块的底部高度,所述第一模块通过固定连接方式安装在电动气缸的输出端,所述底板上端前部固定安装有第一定模模块,所述第一定模模块内部设置有多个与底板贯通的第一纵向限位槽,所述底板内前端设置有与第一纵向限位槽管通的第一横向密封槽,所述第一压力警示组件安装在第一纵向限位槽和第一横向密封槽内,所述第一定模模块外侧四端均固定安装有第二定模模块,所述第二定模模块的高度大于第一定模模块的高度,所述第二定模模块上端设置有多个第二纵向限位槽,所述第二纵向限位槽远离第一定模模块的一端下部设置有与第二纵向限位槽管通的第二横向密封槽,所述第二压力警示组件通过固定连接方式安装在第二纵向限位槽和第二横向密封槽内,所述第二定模模块内侧上端设置有多个横向限位槽,所述横向限位槽下端远离第一定模模块的一端设置有l型密封槽,所述第三压力警示组件通过固定连接方式安装在横向限位槽和l型密封槽内。
4、作为本发明的进一步改进,所述冲切架内下端固定安装有多个连接件,所述连接件分布于电动气缸外侧四端,所述连接件包括固定套筒、第一弹簧和连杆,所述固定套筒通过固定连接方式安装在冲切架内下端,所述第一弹簧通过固定连接方式安装在固定套筒内顶部,所述连杆通过固定连接方式安装在第一弹簧底部,且连杆滑动安装于固定套筒内下端,所述连杆远离第一弹簧的一端与第二模块固定连接。
5、作为本发明的进一步改进,所述第一模块内中部固定嵌设有磁屏蔽块,所述第一模块外侧四端均设置有收纳槽,所述收纳槽内两侧均设置有与收纳槽贯通的限位滑槽,所述收纳槽内部滑动安装有连接插板,所述连接插板两侧靠近磁屏蔽块的一端均固定安装有限位滑块,所述限位滑块活动卡设于限位滑槽内,所述第一模块内部四端均固定嵌设有电磁铁,所述电磁铁位于收纳槽和磁屏蔽块之间,多个连接插板内部靠近电磁铁的一端均固定嵌设有磁块,所述磁块与电磁铁磁性连接。
6、作为本发明的进一步改进,多个所述第二模块内侧中部均设置有卡槽,多个所述连接插板均卡设于卡槽内,所述卡槽与连接插板的剖面形状相适配。
7、作为本发明的进一步改进,所述第一压力警示组件包括多个第一活动插杆、第二弹簧、彩色颜料、密封膜和警示壳,多个所述第一活动插杆活动插设于第一纵向限位槽内上端,所述第一活动插杆上端固定安装有第一凸件,所述第一活动插杆外侧下端固定安装有密封环,所述第二弹簧通过固定连接方式安装在第一活动插杆底部,所述第二弹簧远离第一活动插杆的一端与第一横向密封槽内底部固定连接,所述彩色颜料填充于第一纵向限位槽内底部和第一横向密封槽内部,所述密封膜通过固定连接方式安装在第一横向密封槽内前端,所述警示壳通过固定连接方式安装在底板前端中部,且警示壳位于密封膜外端。
8、作为本发明的进一步改进,所述密封膜的材质为弹性塑料膜,所述警示壳的材质为透明亚克力材质,且警示壳的形状为半圆形。
9、作为本发明的进一步改进,所述第二压力警示组件包括第二活动插杆、第一照明灯、第三弹簧和上密封板,所述第二活动插杆活动插设于第二纵向限位槽内上端,所述第二活动插杆的直径与第二纵向限位槽的内径相适配,所述第二活动插杆上端固定安装有第二凸件,所述第三弹簧通过固定连接方式安装在第二活动插杆底部,且第三弹簧远离第二活动插杆的一端与第二定模模块固定连接,所述第一照明灯固定嵌设在第二纵向限位槽靠近第一定模模块一端的内壁上,且第一照明灯与第二横向密封槽的高度一致,所述上密封板通过固定连接方式安装在第二横向密封槽内。
10、作为本发明的进一步改进,所述第三压力警示组件包括第三活动插杆、第四弹簧、第二照明灯和下密封板,所述第三活动插杆活动插设于横向限位槽内部靠近第一定模模块的一端,所述第四弹簧通过固定连接方式安装在第三活动插杆远离第一定模模块的一端,所述第三活动插杆内侧固定安装第三凸件,所述第二照明灯固定嵌设在横向限位槽内上端,且第二照明灯位于l型密封槽上方,所述下密封板通过固定连接方式安装在l型密封槽内下端。
11、作为本发明的进一步改进,多个所述下密封板均位于上密封板下方,所述下密封板和上密封板的材质均为透明塑料板材料。
12、作为本发明的进一步改进,多个所述第一凸件、第二凸件和第三凸件的形状均为半圆形,且第一凸件、第二凸件和第三凸件默认凸于第一定模模块和第二定模模块表面。
13、相比于现有技术,本发明的优点在于:
14、本方案可以实现通过将定模整体分为第一定模模块和多个第二定模模块,并将压模分为第一模块和多个第二模块,第一定模模块内部设置有第一压力警示组件,第二定模模块内部安装有第二压力警示组件和第三压力警示组件,将公交站台外壳钣金件放置在第一定模模块和第二定模模块上端,通过压模下压将公交站台外壳钣金件冲压成型,并通过第一压力警示组件、第二压力警示组件和第三压力警示组件对钣金件进行成型检测,多个第一凸件、第二凸件和第三凸件默认从第一定模模块和多个第二定模模块内伸出,而钣金件成型贴合第一定模模块和多个第二定模模块的上臂和内侧壁时,会挤压第一凸件、第二凸件和第三凸件完全收纳,说明钣金件的冲压成型成功,可直接出料;当钣金件无法将多个第一凸件、第二凸件和第三凸件抵压至第一定模模块和多个第二定模模块内部时,说明成型失败,需要再次进行冲压定型,该结构可帮助公交站台钣金件冲切装置完成自检,并自动完成钣金件的修整和多次定点冲压,提高公交站台钣金件冲切质量。
15、第一定模模块上端的多个第一凸件是否完成收纳,可通过查看警示壳内部的密封膜是否膨胀至贴合警示壳内壁,在多个第一凸件均完全收纳时,第一活动插杆下移,挤压底部的彩色颜料,使密封膜膨胀将警示壳完全填充,若警示壳内存在空隙,说明有第一凸件还未完全收纳,第一模块需二次冲压;第二定型模板上端和内侧均安装有凸出的第二凸件和第三凸件,在第二凸件和第三凸件完全收纳时,第二凸件和第三凸件会遮挡住第一照明灯和第二照明灯的光线,工作人员可直接通过观察第二定模模块表面的多个上密封板和下密封板的透光情况判断第二定模模块上端钣金件的冲压情况。
- 还没有人留言评论。精彩留言会获得点赞!