一种多功能螺纹紧固件焊接设备的制作方法
本发明涉及焊接设备,具体为一种多功能螺纹紧固件焊接设备。
背景技术:
1、多功能螺纹紧固件焊接设备是一种用于焊接螺纹紧固件的专用设备。这类设备的背景技术涉及多个方面,包括螺纹紧固件的应用、焊接技术的演变,以及多功能设备的设计考虑,它们用于连接和固定各种部件,在结构中起到重要的作用。螺纹紧固件通常需要进行强度高、连接稳定的焊接处理,以确保其在工作中的可靠性。
2、专利公告号为cn205927450u的专利涉及焊接设备技术领域,包括mag焊、tig焊、mig焊、螺柱焊以及mig钎焊。设备的定位机构对螺纹紧固件和工件进行定位,夹持机构夹持住焊枪,动力组件将压紧力传导给压紧机构,压紧机构将螺纹紧固件和工件压紧,同时焊枪下移,此时焊接机构对螺纹紧固件和工件进行焊接。与现有弧焊设备焊接螺纹紧固件相比,效率提高2-4倍。并且还克服了传统电阻凸焊焊接螺纹紧固件稳定性差,不能焊接中、高碳钢、合金钢、异种金属和异种材料,不能在u型钣金件侧壁、各种空心实心管件和厚板上焊接,以及不能实现螺纹紧固件与工件并排焊接等难题。此外该专利还提供了一种mig钎焊和火焰钎焊紧固件,和一种用于螺纹紧固件焊接并通过光束定位的工件。
3、上述专利中,克服了传统电阻凸焊焊接螺纹紧固件稳定性差,不能焊接中、高碳钢、合金钢、异种金属和异种材料,不能在u型钣金件侧壁、各种空心实心管件和厚板上焊接,以及不能实现螺纹紧固件与工件并排焊接等难题,但是目前测量设备存在以下问题:在没有快速安装和拆卸气体瓶时,更换气体瓶需要更长时间,操作员可能需要手动进行连接和断开,增加了操作时间。
技术实现思路
1、针对现有技术的不足,本发明提供了一种多功能螺纹紧固件焊接设备,解决了上述背景技术中提出的问题。
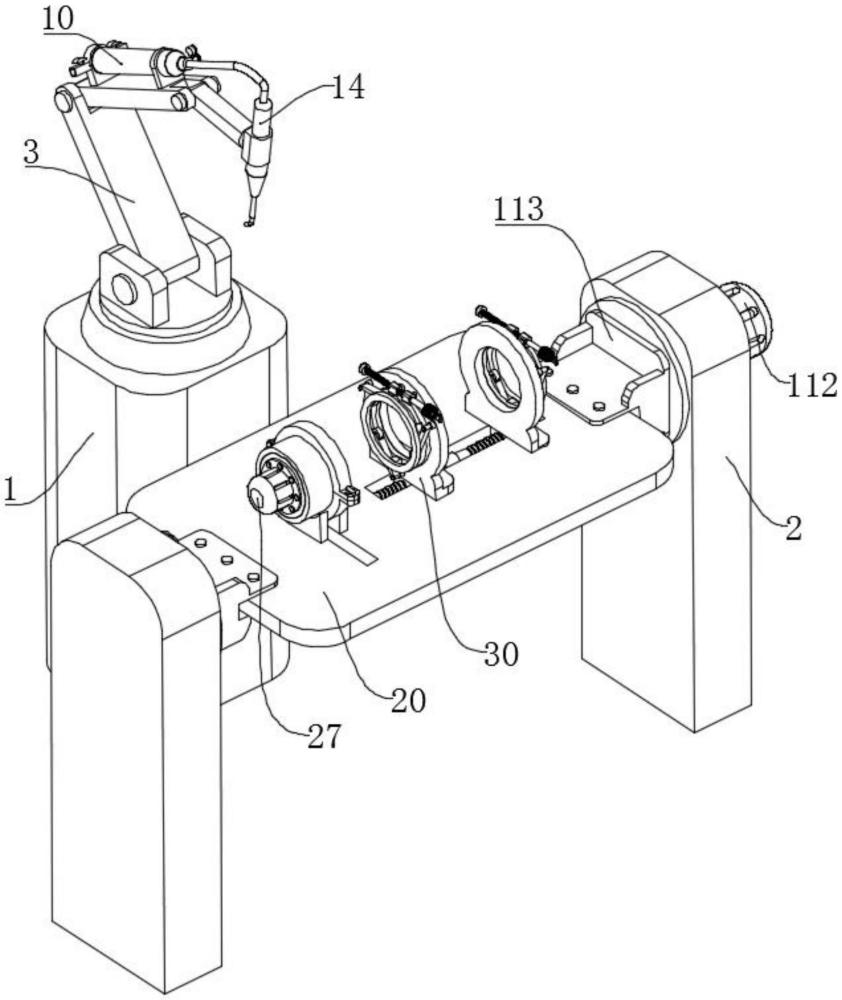
2、为实现以上目的,本发明通过以下技术方案予以实现:一种多功能螺纹紧固件焊接设备,包括承接架和固定架,所述承接架的前方设置有固定架,所述承接架的顶部设置有机械臂,所述机械臂的顶部设置有焊接装置,所述固定架的左侧设置有对接装置和夹持装置;其中,所述焊接装置包括气体瓶、空心块、减压阀、流量计、等离子弧焊枪、管道、安装座、插块、u形块、一号弹簧、t形块、插销、旋转电机一和连接钮,所述气体瓶滑动安装在机械臂表面,所述空心块固定安装在机械臂表面,所述减压阀设置在气体瓶的输出端,所述流量计设置在减压阀的圆周面,所述等离子弧焊枪设置在机械臂的表面,所述等离子弧焊枪通过管道与气体瓶连通,将气体瓶安装至机械臂上,通过减压阀控制气体的流量和压力,通过流量计查看当前流量,气体通过管道输送至等离子弧焊枪中,气体在焊接时从等离子弧焊枪的输出口进行输出,所述安装座设置在气体瓶的底部,所述安装座的圆周面设置有对接槽,所述插块滑动安装在空心块内壁,所述u形块滑动安装在空心块内壁,所述一号弹簧设置在插块与u形块之间,所述t形块的一侧固定安装在u形块内壁,所述t形块的另一侧滑动安装在空心块内壁,所述插销滑动贯穿空心块内外壁,所述旋转电机一的固定端固定安装在固定架的右侧,所述连接钮固定安装在旋转电机一的输出端,在安装气体瓶时,通过安装座配合插块、一号弹簧和对接槽可完成对气体瓶的快速安装,在对气体瓶进行拆卸时,通过插销配合t形块、u形块、一号弹簧、插块和对接槽可完成对气体瓶的拆卸。
3、根据上述技术方案,所述插块的前侧设置为斜面,所述t形块与空心块之间设置有二号弹簧,所述插销与空心块之间设置有三号弹簧,所述插销与t形块接触,通过安装座与插块接触使得插块向右移动同时压缩一号弹簧,当对接槽与插块处于同一水平时一号弹簧得到释放并带动插块插入对接槽中,此时可完成对气体瓶的快速安装。
4、根据上述技术方案,所述对接装置包括连接板、安装架、放置架、扣环、压块、四号弹簧、限位钮、旋转架和旋转电机二,所述连接板固定安装在连接钮内壁,所述安装架固定安装在连接板的顶部,所述放置架滑动安装在安装架内壁,所述扣环转动安装在放置架内壁,所述压块滑动安装在放置架内壁,所述四号弹簧设置在压块与放置架之间,所述限位钮转动安装在放置架的表面,所述旋转电机二的固定端固定安装在连接板的顶部,所述旋转架的一侧固定安装在旋转电机二的输出端,所述旋转架的另一侧固定安装在放置架的左侧,所述扣环的表面设置有对接孔,通过将工件放置在放置架上,通过转动扣环使得与放置架贴合,此时压块受到挤压同时四号弹簧会受到压缩,使得工件暂时被夹持住。
5、根据上述技术方案,所述对接装置还包括旋转电机三、转轴、丝杆和滑块,所述旋转电机三的固定端固定安装在连接板表面,所述转轴固定安装在旋转电机三的输出端,所述丝杆转动安装在连接板内壁,所述滑块滑动安装在丝杆的圆周面,所述转轴通过一号皮带与丝杆传动连接,通过旋转电机三配合转轴、一号皮带、丝杆和螺旋槽一实现对滑块的位置进行调节。
6、根据上述技术方案,所述丝杆的圆周面开设有螺旋槽一,所述螺旋槽一与滑块螺纹连接,丝杆旋转带动螺旋槽一旋转,螺旋槽一旋转使得滑块进行左右往复移动。
7、根据上述技术方案,所述夹持装置包括滑动架、旋转筐、圆环、承接块、方形块、调节杆和转钮,所述滑动架固定安装在滑块的顶部,所述旋转筐转动安装在滑动架内壁,所述圆环固定安装在旋转筐的左侧,所述承接块固定安装在滑动架的左侧,所述方形块固定安装在旋转筐的左侧,所述调节杆转动贯穿方形块,所述调节杆转动贯穿承接块,所述转钮固定安装在调节杆的前侧,所述调节杆的圆周面开设有螺旋槽二,所述螺旋槽二与方形块螺纹连接,调节杆旋转带动螺旋槽二旋转,螺旋槽二旋转使得方形块进行前后移动,所述转钮的前侧设置有限位槽。
8、根据上述技术方案,所述夹持装置还包括固定杆、夹持杆和滑轮,所述固定杆固定安装在滑动架的前侧,所述夹持杆的一侧转动安装在固定杆的圆周面,所述夹持杆的另一侧滑动安装在圆环的右侧,所述滑轮转动安装在夹持杆内壁,夹持杆转动带动滑轮移动,三处的夹持杆会向旋转筐的中心进行移动。
9、根据上述技术方案,所述夹持装置还包括限位杆和卡块,所述限位杆转动安装在转钮的表面,所述卡块滑动安装在限位杆的圆周面,在不旋转转钮时,通过将卡块插入限位槽中实现限位同时通过限位杆对卡块的移动距离进行限制。
10、本发明提供了一种多功能螺纹紧固件焊接设备。具备以下有益效果:
11、(1)该发明,通过焊接装置的设置,将气体瓶安装至机械臂上,通过减压阀控制气体的流量和压力,通过流量计查看当前流量,气体通过管道输送至等离子弧焊枪中,气体在焊接时从等离子弧焊枪的输出口进行输出,使用保护气体可以防止焊接区域与空气中的氧气接触,从而避免氧化和杂质的形成,提高了焊接的质量,在安装气体瓶时,通过安装座配合插块、一号弹簧和对接槽可完成对气体瓶的快速安装,在对气体瓶进行拆卸时,通过插销配合t形块、u形块、一号弹簧、插块和对接槽可完成对气体瓶的拆卸,通过快速安装和拆卸气体瓶使得操作人员可以更快、更方便地更换气体瓶,从而避免因气体瓶更换而导致的停工时间。
12、(2)该发明,通过对接装置的设置,通过旋转电机一配合连接钮和连接,使得在连接板上焊接后产生的焊渣能够通过旋转的重力将焊渣掉落,通过将工件放置在放置架上,通过转动扣环使得与放置架贴合,此时压块受到挤压同时四号弹簧会受到压缩,使得工件暂时被夹持住,通过转动限位钮使得扣环的位置被限制,防止外力触碰将工件进行位移导致对接不准,通过旋转电机二配合旋转架、放置架合扣环可对工件进行旋转,方便对工件进行焊接,通过旋转电机三配合转轴、一号皮带、丝杆和螺旋槽一实现对滑块的位置进行调节。
13、(3)该发明,通过夹持装置的设置,通过滑块的移动带动滑动架移动,使得滑动架能根据不同长度的工件进行适当调节,通过将工件放置在滑动架中,再通过对接装置对接完毕后,通过转动转钮配合调节杆、螺旋槽二、方形块、承接块、旋转筐、圆环、夹持杆和滑轮实现对工件进行夹持,在对接装置对工件进行旋转时通过滑轮带动工件进行旋转,通过旋转工件焊接能确保焊缝的均匀性和一致性,减少焊接缺陷,在不旋转转钮时,通过将卡块插入限位槽中实现限位,防止外力触碰导致调节杆旋转而导致夹持出现操作失误,在夹持装置夹持工件完毕后通过焊接装置可对工件进行焊接。
- 还没有人留言评论。精彩留言会获得点赞!