一种减速顶智能自动装配生产线的制作方法
本发明涉及减速顶装配设备,具体涉及一种减速顶自动装配设备,本发明应用于减速顶生产。
背景技术:
1、减速顶在调车调速、提高作业效率、保证运输作业和人身安全方面发挥着至关重要的作用,所以定期及时维修养护减速顶就成为编组站工作的重要一环。但现有减速顶的维修作业各环节均主要由人工完成,存在着维修效率低、维修品质差、维修成本高、劳动强度大等诸多问题,目前在减速顶调速领域大多数仍旧采用人力为主维修方式,没有此类机械化的一体式拆装专用机械,大多数工艺过程需要手工人力完成,极容易造成疲劳,影响产品质量,并且手工注油注氮等工作,加注量不如机器精准可控,容易出现较大误差的问题。
技术实现思路
1、本发明的目的是为了保证减速顶装配的一致性,避免减速顶设备在拆卸、装配时受人为因素影响产生质量问题,进而提供一种减速智能自动装配生产线。
2、本发明为解决上述问题而采用的技术方案是:
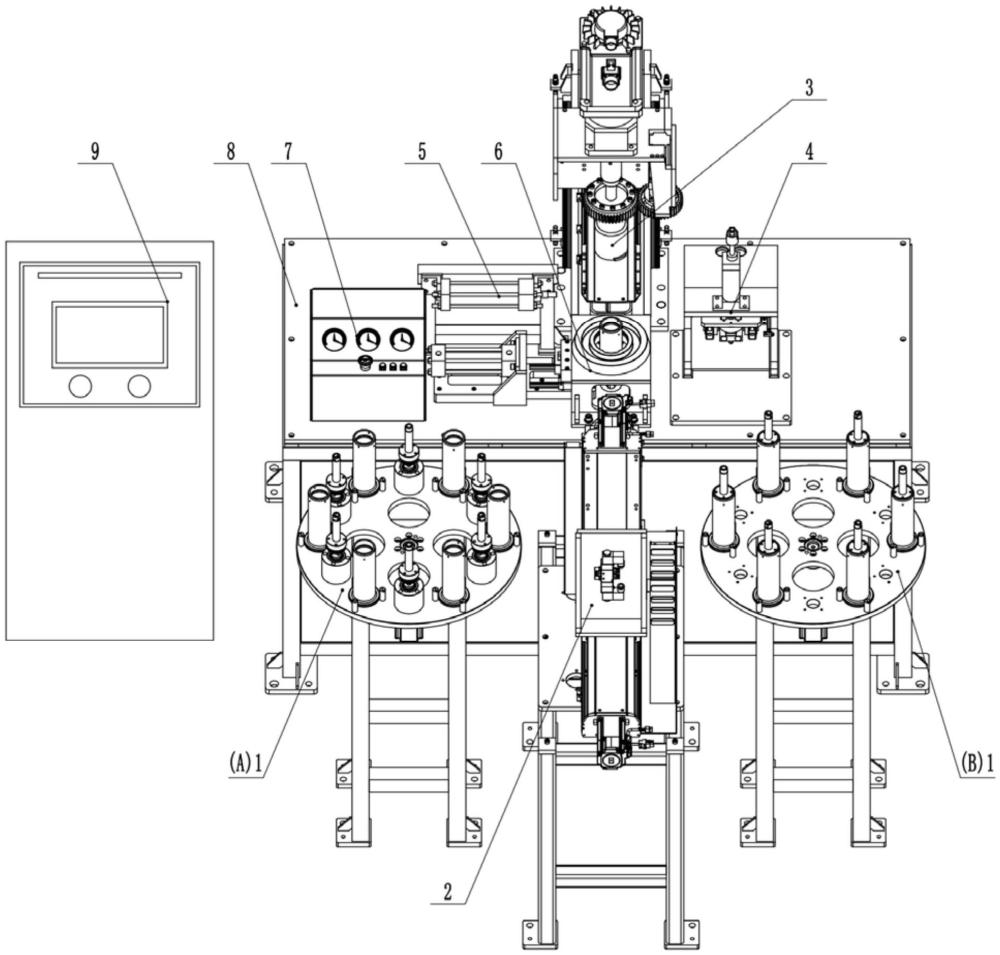
3、一种减速智能自动装配生产线,它包括抓取零件工作台、智能检测机械手、减速顶装配总成、减速顶检测部件、注油部件、减速顶油缸锁紧部件、控制器和工作台;
4、减速顶油缸锁紧部件安装在工作台上,减速顶装配总成靠近减速顶油缸锁紧部件安装在工作台上,减速顶检测部件和注油部件安装在减速顶油缸锁紧部件两侧的工作台上,智能检测机械手、靠近减速顶油缸锁紧部件设置,抓取零件工作台靠近智能检测机械手设置,控制器分别与抓取零件工作台、智能检测机械手、减速顶装配总成、减速顶检测部件、注油部件和减速顶油缸锁紧部件连接并控制抓取零件工作台、智能检测机械手、减速顶装配总成、减速顶检测部件、注油部件和减速顶油缸锁紧部件工作。
5、进一步地,智能检测机械手包括机器手臂支架、水平机构固定台、夹持机器手、旋转摆动驱动电机、机器手竖直移动机构、机器手水平移动机构和三维扫描仪;
6、机器手水平移动机构通过水平机构固定台固定安装在机器手臂支架上,机器手竖直移动机构的固定端固定安装在机器手水平移动机构的水平移动端上,旋转摆动驱动电机固定端固定安装在机器手竖直移动机构的竖直移动端上,三维扫描仪安装在夹持机器手上,夹持机器手的手臂固定安装在旋转摆动驱动电机摆动驱动端上,通过机器手水平移动机构带动机器手竖直移动机构在水平方向移动,旋转摆动驱动电机通过机器手竖直移动机构带动旋转摆动驱动电机在竖直方向移动,夹持机器手通过旋转摆动驱动电机驱动夹持机器手在水平方向摆动,控制器分别与夹持机器手、三维扫描仪、旋转摆动驱动电机、机器手竖直移动机构和机器手水平移动机构连接并控制夹持机器手、三维扫描仪、旋转摆动驱动电机、机器手竖直移动机构和机器手水平移动机构工作。
7、进一步地,减速顶装配总成包括装配电机一、装配连接架移动机构、装配电机三、电机连接架、装配总成固定架、减速顶风头罩、两个传动齿轮、两个装配移动导轨和四个限位传感器;
8、装配总成固定架固定安装在工作台上,且两个装配移动导轨竖直固定安装在装配总成固定架上,电机连接架滑动设置在两个装配移动导轨上,装配连接架移动机构固定端竖直固定在装配总成固定架上,装配连接架移动机构的移动端与电机连接架固定连接,每个装配移动导轨的顶端和底端分别设有监测电机连接架移动的限位传感器,装配电机一的固定端和装配电机三的固定端均固定安装在电机连接架上,装配电机三的输出端通过减速器与一个传动齿轮固定连接,装配电机一的输出端通过减速器与连接头固定连接,且减速顶风头罩顶端安装在连接头上,另一个传动齿轮通过涨套套装在减速顶风头罩上,且传动齿轮和上方涨套压紧盘通过螺栓固定连接,两个传动齿轮齿啮合设置,控制器分别与装配电机一、装配连接架移动机构、装配电机三和限位传感器连接,且控制器控制装配电机一、装配连接架移动机构和装配电机三工作。
9、进一步地,减速顶风头罩包括充氮外缸、充氮内轴、弹性销安装座、四个压缩弹簧和四个弹性顶销;
10、充氮内轴顶端穿过充氮外缸的顶端与装配电机一上的连接头固定连接,且充氮内轴和充氮外缸通过密封套密封设置,弹性销安装座上均布加工有四个沉孔,每个沉孔内设有一个弹性顶销和一个压缩弹簧,弹性顶销设置在压缩弹簧下方,且弹性顶销底端伸出弹性销安装座设置,弹性顶销的底端加工有球面凸起,弹性销安装座安装在充氮内轴的底端上,充氮内轴的外圆面和充氮外缸之间密封设有两个密封套密封设置,充氮外缸上加工有充氮进气孔。
11、进一步地,减速顶检测部件包括液压油缸、支撑框架、检测托板架、压力传感器、检测直线滑轨、检测位移传感器和位移传感器支架;
12、支撑框架安装在工作台上,液压油缸的缸体固定安装在支撑框架顶端上,检测托板架上安装有监控器,液压油缸的活塞杆穿过支撑框架并与检测托板架固定连接,检测直线滑轨安装在支撑框架上,检测托板架通过直线滑轨滑动设置在支撑框架上,压力传感器固定安装在检测托板架上并位于减速顶上方,检测位移传感器靠近检测直线滑轨并通过位移传感器支架固定安装在支撑框架上,通过检测位移传感器检测检测托板架的压力,控制器与液压油缸、监控器、压力传感器和检测位移传感器连接,且控制器控制液压油缸工作。
13、进一步地,注油部件包括注油机、液压支撑架、注油液压缸和量杯;
14、注油机与注油管的一端连通,量杯安装在注油管上,注油管的另一端安装在注油液压缸的活塞杆上,通过注油液压缸的活塞杆伸缩将注油管的另一端输送至油缸口上方,控制器与注油机和注油液压缸连接并控制注油机和注油液压缸工作。
15、进一步地,减速顶油缸锁紧部件包括固定式v型块固定座、移动式v型块固定座、固定式v型块、移动式v型块、移动式v型块油缸固定底座、移动式v型块导轨、移动式v型块连接滑块、v型块驱动油缸、传感器反馈端、传感器发射端和缸体锁紧固定架;
16、固定式v型块固定安装在固定式v型块固定座上,移动式v型块固定安装在移动式v型块固定座上,移动式v型块固定座固定安装在移动式v型块连接滑块上,移动式v型块连接滑块滑动设置在移动式v型块油缸固定底座的移动式v型块导轨上,移动式v型块油缸固定底座固定安装在工作台上,v型块驱动油缸的固定端固定安装在移动式v型块油缸固定底座上,且v型块驱动油缸的活塞杆与移动式v型块固定座固定连接,v型块驱动油缸驱动移动式v型块固定座沿移动式v型块导轨远离或靠近固定式v型块固定座方向移动,固定式v型块固定座固定安装在工作台上,且固定式v型块的v形缺口和移动式v型块的v形缺口相对设置,缸体锁紧固定架设置在固定式v型块固定座和移动式v型块固定座外侧并安装在工作台上,控制器与v型块驱动油缸、传感器反馈端和传感器发射端连接,且控制器控制v型块驱动油缸工作。
17、进一步地,抓取零件工作台的数量为两个,抓取零件工作台包括抓取旋转台、抓取支架、抓取工作台电机和多个螺纹定位销;
18、抓取工作台电机固定安装在抓取支架上,抓取工作台电机的转轴输出端与抓取旋转台的中心固定连接,抓取旋转台上安装有多个螺纹定位销,控制器与抓取工作台电机连接并控制抓取工作台电机工作。
19、进一步地,它还包括无线触屏互联终端,无线触屏互联终端对控制器进行无线控制,无线触屏互联终端对控制器反馈的数据进行数据存储备份。
20、进一步地,减速顶放置在缸体锁紧固定架内,通过减速顶装配总成对减速顶进行装配,且缸体锁紧固定架设置在充氮外缸正下方。
21、本发明的有益效果:
22、一、本技术的生产线通过引入先进的自动化技术、机器人技术和智能化管理系统,实现了减速顶的自动抓取、运输、装配和检测等功能,大大提高了生产效率和装配质量。减速顶智能全自动装配机生产线还具有高度的灵活性和可扩展性,随着工业物联网的快速发展,减速顶智能全自动装配机生产线将实现更紧密的互联互通,通过与上游供应商、下游客户以及企业内部其他系统的无缝对接,实现生产数据的实时共享和协同作业,能够根据不同的生产需求进行快速调整和优化,适应多品种、小批量的生产模式,从而优化整个供应链和生产流程。
23、二、本技术减速顶活塞杆组件与油缸、密封盖组件的拆卸、装配、检测实现全自动化,保证了减速顶装配的一致性、提高减速顶性能参数精度、降低劳动强度、节省人力。通过智能检测机械手2和减速顶装配总成3自动装夹减速顶缸体及自动旋紧、拆卸密封盖组件,免去人工装卡和拆装。
24、三、本技术通过注油部件5自动加注并判断注油量,并通过注油部件5实现减速顶注油量的精确加注。
25、四、本技术通过充氮外缸361上设置的充氮进气孔与外部氮气气源连通,在装配时排空减速顶内的空气实现了减速顶内氮气纯度更高。
26、五、本技术中减速顶检测部件4的压力传感器44和检测位移传感器46自动检测减速顶反力值,免去人工操作弹簧秤检测反力值的操作。
27、六、本技术通过设置无线触屏互联终端9对减速顶装配的数据进行存储,对每台减速顶的装配数据,做到有据可查,方便追溯。
28、七、本技术通过抓取零件工作台1实现转轮式取、送料系统,降低对取、送料机械臂的自由度需求,节省成本。
29、八、本技术通过减速顶油缸锁紧部件6的固定式v型块固定座61、移动式v型块固定座62、固定式v型块64和移动式v型块63夹紧配合以及缸体锁紧固定架620的设置,减速顶大小以及有无冒头均可使用。
- 还没有人留言评论。精彩留言会获得点赞!