一种钛合金球形贮箱电辅助成形工艺
本发明涉及金属冲压成形,具体为一种钛合金球形贮箱电辅助成形工艺。
背景技术:
1、目前,对钛合金球形贮箱的生产制造普遍使用的方法主要包括传统热成形和旋压成形两种。传统热成形工艺中存在如下不足:
2、a、由于钛合金的球形贮箱尺寸较大,则用于整体制造所需的压力机尺寸也较大,使得配套设备复杂、数量多,成本高;
3、b、传统热成形最关键的设备是加热炉和压力机,大尺寸球形贮箱运输困难,且在运输过程中存在散热,尺寸大意味着散热面积大,1分钟内的散热温降高达200℃,因而加热能耗大,800℃的高温薄壁板材与20℃的冷模具相接触,热量从高温物体传导到低温物体,高温薄壁板材温降快,材料流动性弱,成形质量差;
4、c、为了尽可能降低成形温降问题,需要提高薄壁板材的预热温度,但温度越高,钛合金氧化性越强,长时间的高温环境导致钛合金被氧化,使得板材成形过程中容易破裂,薄壁板材在加热炉中要经历长时间的高温环境,加热至预设温度后仍需要保温一段时间,材料内部的组织性能发生变化,与原始组织产生较大差异,以改变组织性能为代价换取低质量的零件成形;
5、d、薄壁板材在冲压过程中存在明显的回弹现象,后续还要进行热处理实验以达到应力松弛的目的。
6、旋压成形工艺中存在如下不足:
7、a、先旋压加工大的半球面,再旋压加工翻边球面部分,旋压完后再进行长时间热处理以达到消除残余应力的目的,最后进行精密机械加工。工艺步骤复杂,仍需要大型的配套设备和车间;
8、b、旋压成形对原材料的厚度有较高要求,至少要在一定厚度的基础上,因为旋压成形的厚度是逐次下降,所以旋压成形很难在超薄板材(t=1mm)上实现;
9、c、旋压成形前需要对板材进行加热,旋压成形过程中还会出现摩擦生热,导致板材表面出现明显的氧化色彩,局部区域产生过烧现象;
10、d、旋压成形过程中的速度通过多次实验总结得出,速度太小导致板材厚度减薄较小,速度太快导致板材厚度减薄严重,表面氧化变脆。
技术实现思路
1、本发明针对上述的缺陷和不足,提供一种钛合金球形贮箱电辅助成形装置及工艺,采用区别于传统热成形工艺和旋压成形工艺的类似于喷丸工艺的局部区域微型冲压成形、环层分区累加冲压成形的冲压工艺,在局部区域微型冲压成形过程中结合短时高电流的通电辅助加热工艺,提升板材成形性能的同时避免材料内部组织发生明显变化以及表面出现明显的氧化;成形装置的各个功能部件采用可拆卸地组配方式,便于局部区域损坏时的局部替换。
2、为解决上述技术问题,本发明采用的一个技术方案是:
3、一种钛合金球形贮箱电辅助成形装置,包括支撑基板、多个固定设置于支撑基板底面边缘上的基板支撑柱、多个固定设置于支撑基板顶面边缘上的压板支撑柱、固定设置于压板支撑柱顶端的环形压板基板、固定设置于环形压板基板上方的装夹组件、固定设置于环形压板基板上方且垂向输出的三坐标定位机构;
4、所述支撑基板上设置有凹模组件,所述凹模组件包括若干个依次同轴心地毗邻套设的凹模环状组件,每个凹模环状组件由若干个凹模组件单元依次毗邻拼接构成;
5、所述凹模组件单元包括垂向固定设置于支撑基板上的背压气缸、固定连接于背压气缸顶部输出轴端上的背压电极板,每个凹模组件单元的背压电极板共同与外部供电设备的一个输出电极连接且各个背压电极板彼此之间绝缘,同一凹模环状组件内的所有背压电极板的顶面构成环形状平面,所有凹模环状组件的各个环形状平面构成圆形状平面;
6、所述三坐标定位机构的输出端固定设置有可垂向定位的冲压组件,所述冲压组件包括冲压气缸,冲压气缸的底部输出端固定连接有冲压电极板,冲压电极板与外部供电设备的另一个输出电极连接;
7、待成形的板坯被装夹组件固定在环形压板基板的顶面上,各个背压电极板的顶面与板坯的底面接触,三坐标定位机构驱动冲压组件周向地逐次位于每个凹模环状组件内的每个凹模组件单元的正上方,并由内而外地逐次位于每个凹模环状组件的正上方,冲压气缸驱动冲压电极板下行对板坯的顶面施加冲压压力而使板坯局部拉深变形,冲压过程中,冲压电极板与位于其正下方的背压电极板同时通电。
8、进一步的,所述装夹组件包括固定连接于压板支撑柱顶部外侧的气缸支架、固定连接于气缸支架顶部且沿环形压板基板的径向分布的滑轨、固定安装于滑轨顶面外端的推拉气缸、滑动连接于滑轨顶部的滑块、固定连接于推拉气缸的输出杆端并固定设置于滑块顶面上的移动气缸支架、固定安装于移动气缸支架顶部的至少一个装夹气缸和固定连接于装夹气缸的输出轴端并平行地设置于环形压板基板上方的压板,各个装夹组件内的压板拼接形成完整的环形板。
9、进一步的,所述凹模组件单元还包括固定连接于支撑基板上的第一气缸安装架、活动套设于第一气缸安装架外侧的限位板、固定连接于支撑基板顶面上的多个螺柱,所述背压气缸固定安装于第一气缸安装架的顶端,每个所述螺柱上螺纹连接有调节螺母,所述限位板套设于螺柱的外侧并搭设在调节螺母的顶面上。
10、进一步的,所述冲压组件还包括固定连接于三坐标定位机构输出端上的第二气缸安装架,所述冲压气缸固定安装于第二气缸安装架内,所述冲压电极板的顶面两侧固定连接有至少一根导向柱,所述导向柱的顶部活动贯穿于第二气缸安装架的底部。
11、进一步的,所述背压电极板的底部外侧固定设置有绝缘导向套筒,所述绝缘导向套筒的横截面形状与背压电极板的轮廓形状相匹配,且同一凹模环状组件内的相邻两个绝缘导向套筒的垂直平面侧壁滑动贴合,相邻两个模环状组件内的相邻两个绝缘导向套筒的垂直弧形侧壁滑动贴合。
12、进一步的,所述绝缘导向套筒的顶部开设有与背压电极板的轮廓相匹配的嵌槽,所述背压电极板嵌设于嵌槽内,且背压电极板的顶面位于绝缘导向套筒的顶面上方。
13、进一步的,所述环形压板基板由若干个弧形板拼接而成,每个弧形板的内侧一体设置有弧形截面的侧围板,侧围板与最外侧的凹模环状组件内的绝缘导向套筒的外侧垂直弧形侧壁滑动贴合。
14、进一步的,所述背压电极板的底面固定连接有绝缘连接头,绝缘连接头的与背压电极板之间固定夹持有接线端子,所述背压气缸的输出轴端与绝缘连接头固定连接。
15、进一步的,所述绝缘导向套筒的内壁底端设置有行程控制开关。
16、还提供了一种钛合金球形贮箱电辅助成形工艺,应用于所述的钛合金球形贮箱电辅助成形,包括以下步骤:
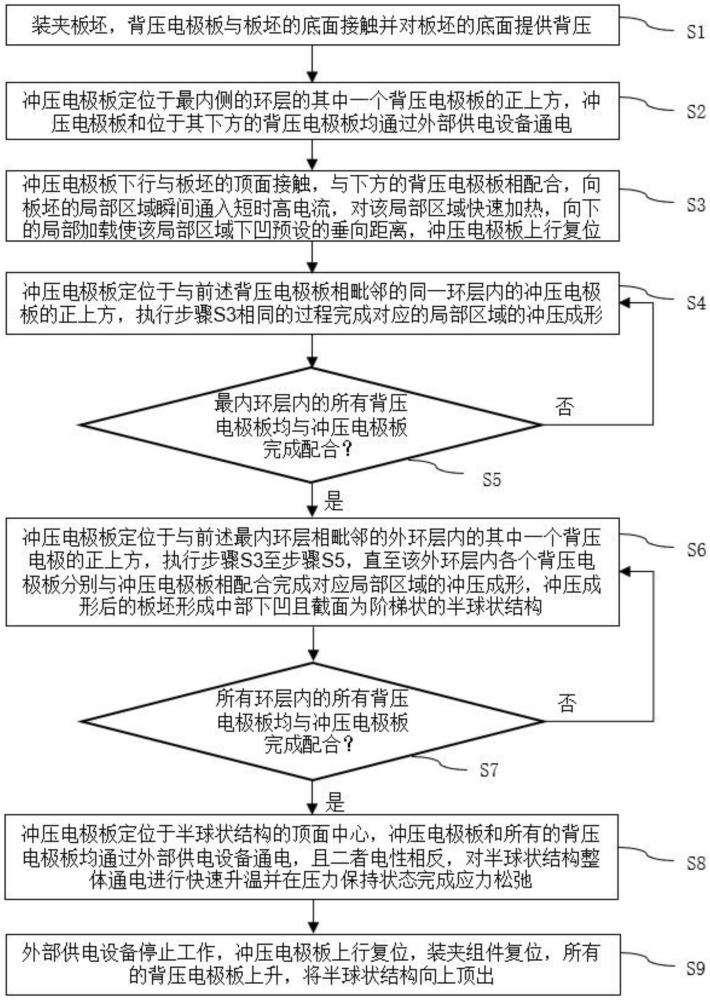
17、s1、将待成形的板坯放置于环形压板基板的顶面上,并通过各个装夹组件将板坯的各个边缘夹持固定,各个背压电极板与板坯的底面接触,各个背压气缸通过对应的背压电极板对板坯的底面提供背压;
18、s2、通过三坐标定位机构驱动冲压组件定位于最内侧的凹模环状组件的其中一个凹模组件单元的正上方,冲压组件上的冲压电极板和位于其下方的凹模组件单元上的背压电极板均通过外部供电设备通电,冲压电极板和背压电极板的电性相反;
19、s3、冲压气缸驱动冲压电极板下行,冲压电极板与板坯的顶面接触、背压电极板与板坯的底面接触后,冲压电极板、背压电极板和板坯位于两个电极板之间的局部区域瞬间形成一个闭合的电流通路,采用短时高电流的通电模式,在板坯与两个电极板接触的局部区域内形成一个高温环境,冲压气缸提供的冲压力与其正下方的背压气缸提供的背压力之差对板坯被加热的局部区域形成一个向下的局部加载,使该局部区域下凹预设的垂向距离,完成局部区域的冲压成形,冲压气缸驱动冲压电极板上行复位;
20、s4、三坐标定位机构驱动冲压组件定位于与前述凹模组件单元相毗邻的同一凹模环状组件内的下一个凹模组件单元的正上方,执行步骤s3相同的过程完成板坯上对应的局部区域的冲压成形;
21、s5、重复执行步骤s4,直至位于内侧的同一凹模环状组件内的各个凹模组件单元分别与冲压电极板相配合完成对应局部区域的冲压成形;
22、s6、三坐标定位机构驱动冲压组件定位于与前述内侧的凹模环状组件相毗邻的外侧的凹模环状组件内的其中一个凹模组件单元的正上方,执行步骤s3至步骤s5,直至各个凹模环状组件内的所有的凹模组件单元分别与冲压电极板相配合完成对应局部区域的冲压成形,冲压成形后的板坯形成中部下凹且截面为阶梯状的半球状结构;
23、s7、采用步骤s6相同的过程逐层完成板坯其余环层对应局部区域的冲压成形;
24、s8、三坐标定位机构驱动冲压组件定位于半球状结构的顶面中心,冲压组件上的冲压电极板和所有的凹模组件单元上的背压电极板均通过外部供电设备通电,冲压电极板和背压电极板的电性相反,冲压电极板、所有的背压电极板和半球状结构形成一个闭合的电流通路,对半球状结构整体通电进行快速升温,从而对半成形件在压力保持状态完成应力松弛;
25、s9、外部供电设备停止工作,冲压气缸驱动冲压电极板上行复位,装夹组件复位,所有的背压气缸同时驱动对应的背压电极板上升,将半球状结构向上顶出。
26、进一步的,步骤s3中,单次冲压成形的预设下凹距离通过设置外部供电设备的输出电流的大小、冲压力与背压力之差的大小以及通电接触的时间长短来确定。
27、进一步的,步骤s4中,每个凹模环状组件中各个凹模组件单元的背压电极板在同一加载循环中下移的垂向距离相同。
28、进一步的,步骤s6中,与冲压电极板相配合的背压电极板内侧的其余背压电极板与板坯处于非接触状态,即对应的背压气缸均处于收缩状态。
29、与现有技术相比较,本发明的有益效果如下:
30、1、本发明通过采用通电辅助加热的方式实现板坯件的快速升温,可避免板坯件长时间处于加热状态,避免材料内部组织发生晶粒粗化和性能劣化,从而使半成形件的表面成形质量较好,造型精度更高;
31、2、本发明采用类似于喷丸工艺的局部区域微型冲压成形工艺,以及环层分区累加冲压成形的冲压工艺路线,在局部区域微型冲压成形过程中结合短时高电流的通电辅助加热工艺,实现板坯局部成形区域的集中快速加热,可有效提升板坯的加热效率,在提升板材成形性能的同时可避免材料内部组织发生明显变化以及表面出现明显的氧化,从而提升了产品的成形质量,冲压成形后整体通过电加热实现应力松弛,残余应力下降快、回弹量减少,使得成形件型面精度高;
32、3、本发明在在局部区域微型冲压成形过程中结合短时高电流的通电辅助加热工艺,实现板坯局部成形区域的集中快速加热,无需对板坯进行位置转移,区别于传统热成形工艺和旋压成形工艺,可避免转运过程中的温降问题,减少热能损耗,降低了生产成本;
33、4、本发明的成形装置的各个功能组件均采用可拆卸地组配方式,便于局部区域损坏时的局部替换,装置的组装和拆解操作比较容易,从而降低了模具的生产、维修、转移等使用成本;
34、5、本发明通过预先设置各环层背压电极板的垂向冲压累加深度,可使板坯最终形成在垂直内不同椭圆截面的半球状壳体结构,便于不同规格的半球状壳体结构的冲压成形;通过设置凹模环状组件的层数,可调整冲压区域的半径尺寸,从而满足不同水平半径尺寸的半球状壳体结构的冲压成形,具有灵活的适用性。
- 还没有人留言评论。精彩留言会获得点赞!