一种成形、检测、评价一体化柔性制造装备
本发明涉及构件成形制造,具体涉及一种成形、检测、评价一体化柔性制造装备。
背景技术:
1、大型复杂薄壁构件是实现空天装备轻量化与性能提升的关键零件,结构质量轻、强度刚度高和服役性能好,重量占比总重的60%以上,在新一代大飞机、运载火箭、武器装备等新一代运载器结构制造中应用需求广泛。目前针对大型复杂薄壁构件,主要采用蠕变时效成形技术进行构件整体制造,相比于滚弯成形、铣削加工方式等提升制造效率。蠕变时效成形使得材料在一定温度、应力、时间的条件下成形和成性,是将应力场和温度场时空统一的制造技术。通常是使用热压罐作为蠕变时效成形的主要制造设备。将板料与模具进行密封并推入罐中,设置好加热和加压程序,板料就会在密闭的热压罐中在气压和高温的作用下进行蠕变时效成形,并最终获得形性均达标的一体化构件。但在实际制造过程中,由于热压罐的密闭特性,无法对蠕变时效成形过程中的板料进行实时控制,容易导致一次蠕变时效成形后的板料未能在形状和性能上达标,甚至出现工艺参数不合理导致板料失稳开裂的风险,这不仅降低了制造效率,而且大幅增加生产成本。因此,业内亟需新设备和新技术对蠕变时效成形过程进行实时在线检测,以方便随时调整工艺,提高大型复杂薄壁构件的一次成品率。
2、同时,现阶段大型复杂薄壁构件在成形制造、型面精度检测、厚度检测和力学性能评估等方面都是分开逐一进行的,全流程制造、检测效率低,难以满足形性一体化制造和检测需求,并且大型复杂薄壁构件制造偏差及装备偏差因素多,构件自重对检测精度影响极大,人工干预检测自动化程度低。
技术实现思路
1、本发明的目的在于提供一种集柔性制造、实时检测以及采集分析为一体的柔性制造装备,以满足构件大型化、复杂化、高效高质量的制造需求。
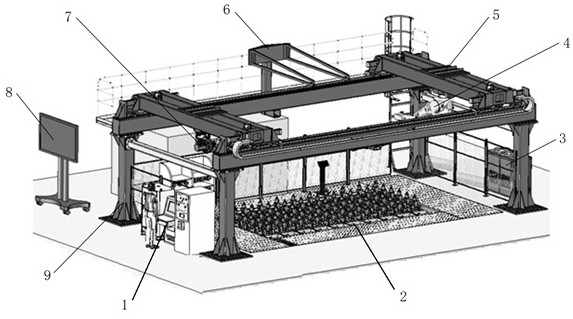
2、为实现上述目的,本发明提供了一种成形、检测、评价一体化柔性制造装备,包括综合管控系统,所述综合管控系统通过modbus协议分别与柔性夹持系统、电脉冲辅助系统、三维光学测量系统、龙门系统、三维宽域测量系统、激光加热系统和数字化工位显示大屏进行信息传输与交互;所述柔性夹持系统设置在所述龙门系统的桁架下方;所述电脉冲辅助系统与所述柔性夹持系统相连接,用于对设置于所述柔性夹持系统上的工件进行电脉冲加热;所述三维光学测量系统和所述激光加热系统设置在所述龙门系统的桁架底部,所述激光加热系统与所述三维光学测量系统联动,用于对工件的局部区域快速加热;所述数字化工位显示大屏与所述综合管控系统通过网口连接,用于显示作业办理过程和设备状态;所述安全系统用于确保各系统使用安全;
3、在采用所述柔性制造装备对工件进行柔性制造分析的过程中,所述综合管控系统根据任务类型和生产资源自动生成生产与排程方案,并通过工业互联网发送开始命令;所述三维光学测量系统接收到开始命令后,建立全局坐标系,其余各子系统同时进行加工预准备工作;各子系统完成加工预准备工作后反馈给所述综合管控系统,当所述综合管控系统接收到所有子系统发送的加工预准备工作完成信息后,随即发送制造开始命令;所述三维宽域测量系统开始工作,实时监测待加工件的相关参数;所述电脉冲辅助系统对待加工件通入脉冲电流加热;所述柔性夹持系统按照设定程序动作;当所有制造工序完成后,所述综合管控系统发送检测命令至所述三维光学测量系统,所述三维光学测量系统随即开始对工件型面开始检测及分析;若检测到工件型面与目标型面不符合的情况,则所述三维光学测量系统将缺陷信息反馈至所述综合管控系统,所述综合管控系统生成校形方案并命令所述激光加热系统与所述柔性夹持系统配合进行校形工作;校形完成后,所述综合管控系统对所述三维光学测量系统下发重新检测命令;所述三维光学测量系统检测合格后,将检测合格信息反馈给所述综合管控系统,所述综合管控系统接收到检测合格信号后,随即对各子系统下发停止命令。
4、进一步的,在加工过程中,若所述三维宽域测量系统检测到工件出现加热温度不均匀情况,则立即将加热不均匀信息发送至所述综合管控系统请求进行温度补偿,所述综合管控系统根据温度缺陷范围制定温度补偿方案,并向所述激光加热系统发送温度补偿命令;当所述三维宽域测量系统检测到当前工件相关参数与初始制造方案不符时,将异常信息反馈至所述综合管控系统,所述综合管控系统根据工件当前状态与目标状态的差值重新制定加工方案,并将新的加工方案及加工调整命令发送至所述柔性夹持系统,所述柔性夹持系统根据新的加工方案通过控制柔性定位支撑组件的实时坐标来构造模具型面,并实时修正以提高工件的外形精度。
5、进一步的,所述柔性夹持系统包括支撑平台、调平底座、调平垫片和散热模块,所述支撑平台上设置有若干个用于夹持工件的柔性夹持组件,所述调平底座设置在所述支撑平台底部,所述调平底座的每个支腿的底部均设置有调平垫片,所述散热模块为设置在所述支撑平台上的多个,每个所述散热模块上均设置有一个所述柔性夹持组件。其中,散热模块类型包括主动式水冷散热装置、被动式散热片和温度采集传感器。
6、进一步的,所述柔性夹持组件包括推拉式夹钳、方位轴和安装基座,所述安装基座设置在所述散热模块上,所述方位轴转动设置在所述安装基座上,所述推拉式夹钳与所述方位轴固定连接。
7、进一步的,若干个所述柔性夹持组件均匀分布在所述支撑平台上,满足≤300℃的环境下正常工作。
8、进一步的,所述三维光学测量系统包括机械手臂、动态跟踪器、三维激光扫描仪和校准板,所述机械手臂一端与所述龙门系统桁架连接,所述机械手臂另一端安装有所述三维激光扫描仪,所述动态跟踪器设置在所述龙门系统顶部滑轨的下表面上,所述校准板设置在所述柔性夹持系统的一侧。其中,三维光学测量系统能快速获取所测实物图像数据,并经过图像算法处理获取物体表面三维点云信息,三维点云信息类型为孔、特征点、边缘线、腰线、断面线和r角等。
9、进一步的,所述电脉冲辅助系统设置在所述柔性夹持系统的一侧,所述电脉冲辅助系统包括大型超级电容储能模组,所述大型超级电容储能模组通过电极与构件相连。
10、进一步的,所述电脉冲辅助系统的输出电流脉冲峰值大于36ka,输出电压脉冲峰值为10-48v可连续调节,输出正脉冲频率范围10-2000hz,脉冲占空比10-90%。
11、进一步的,所述激光加热系统包括激光器和加热头,所述激光器通过光纤与所述机械手臂相连,所述综合管控系统通过控制所述机械手臂带动所述激光器对工件的局部区域(工件的指定位置)进行激光加热;所述激光器的功率为3000-7000w,宽调制功率范围10-100%。激光加热系统具体工作流程为:通过机器人手柄记录工件位置并修正机械手臂位置,开启激光器对工件进行加热,测温仪检测工件温度,实时调整激光功率控制工件温度,完成工件加热。
12、进一步的,所述三维宽域测量系统包括3d全局光学图像采集模组,所述3d全局光学图像采集模组包含多个固定在网格构架上的高速照相机和红外照相机,所述网格构架与龙门系统相连,用于工件变形过程中应力、应变的监测。
13、相比于现有技术,本发明具有以下有益效果:
14、(1)、本发明的一种成形、检测、评价一体化柔性制造装备,具有柔性夹持、光学测量、激光加热、电脉冲辅助、综合管控等多个系统,各子系统间不仅具备独立控制、运维能力,还具备集中控制形成智能制造单元的功能,并拥有通讯功能及功能可扩展性,为实现装备制造智能化、数字化、自动化目标提供有力保障。
15、(2)、本发明的一种成形、检测、评价一体化柔性制造装备,通过智能柔性夹持工装调节构件形状接近目标型面,同时向构件通入大功率密度电流使板面迅速升温并达到温度均匀状态进行蠕变时效成形,成形结束后,可对未达到目标型面精度的局部区域进行激光加热快速柔性校形,确保构件完全符合形貌要求;通过设置三维动/静态测量系统,数据自动采集及分析,精确测量零部件总成特征,建立几何特征与应力应变关联关系,助力数字孪生。本发明可实现制造数据时空同步采集、分析和反馈,提高成形结果分析效率,助力形性精准制造。
16、(3)、本发明的一种成形、检测、评价一体化柔性制造装备,面向制造过程大型构件形性演变信息感知与质量闭环控制的需求,打造集柔性成形制造、在线检测、分析反馈为一体的智能制造系统,为航空航天大型薄壁构件制造过程关键特征参量在线测量、分析评价及产品形性制造误差闭环控制等提供解决手段。
17、(4)、本发明中的柔性夹持系统集成了计算机控制系统和温度力学传感器,能够与其他子系统相互联动,根据在线检测设备实时反馈的数据,通过控制定位支撑组件的实时坐标和姿态来构造模具型面,并实时修正以提高成形件的外形精度。本发明能够对当前制造数据进行采集并分析,通过工业物联网与其他系统进行制造信息的实时交互,根据信息反馈和指令实时调整支撑组件的实时坐标和姿态,提高模具在制造过程中的柔性,消除了模具在组织系统中“信息孤岛”的定位。本发明中的柔性夹持系统更具有加工柔性。
18、(5)、本发明中涉及的电脉冲辅助系统,提供更大电流密度的脉冲电流输出,可解决大型构件整体成形时的快速加热需求,提升构件整体成形效率,同时可利用电脉冲快速加热辅助蠕变时效成形提升构件的内在性能与蠕变量,使得构件在达到成形精度的同时,拥有更好的力学性能。
19、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照附图,对本发明作进一步详细的说明。
- 还没有人留言评论。精彩留言会获得点赞!