薄带铸轧生产线带钢在线活套冷却装置及其使用方法与流程
本发明涉及薄带铸轧,尤其涉及一种薄带铸轧生产线带钢在线活套冷却装置及其使用方法。
背景技术:
1、在传统热轧超薄带材的生产中,冷却过程是影响最终产品性能的关键因素之一。然而,现有的气雾冷却设备往往存在冷却效果不均匀、分区控制不精确等问题,导致带钢在冷却过程中容易出现温度梯度大、组织性能差异显著等现象,进而影响带钢的板形、强度、韧性等关键指标。
2、薄带铸轧的冷却装置作用比较关键,因为它起到了对超薄带轧制的带钢冷却作用,同时对新钢种开发特别是高强钢的开发起到关键作用。
3、目前薄带铸轧的带钢冷却设备采用气雾冷却装置,设备中安装多个带气雾喷嘴的集管,集管单独控制,通过水量变化调节冷却速度。通过集管冷却,集管通常由多个喷嘴按一定规律排列组成,这些喷嘴负责将冷却水以高压、高速的形式喷射到板面上。然而,由于喷嘴之间存在特定的角度和间隙设计,这种布局在理论上虽能覆盖整个板面,但在实际操作中可能因喷嘴间的差异,导致板面横向冷却强度不一致,加之冷却水在板面不能及时排出,导致冷却水在板面存留,导致板面冷却水流的分布不均。这种不均不仅体现在喷嘴直接喷射的区域,还因角度和间隙的不同,使得相邻喷嘴间的重叠区域和边缘区域的冷却强度出现显著差异。
4、此外,冷却水在板面上的流动和排出情况也是影响冷却均匀性的重要因素。理想情况下,冷却水应迅速且均匀地覆盖整个板面,随后通过重力或设计的排水系统迅速排出,以避免在板面上形成积水。然而,在实际操作中,如果板面设计不利于水的流动(如存在凹陷、凸起或杂质堵塞),或者排水系统设计不合理,就会导致冷却水在板面某些区域滞留,无法及时排出。这种冷却水的存留不仅会降低该区域的冷却效率,还可能因长时间浸泡而引发板面的局部腐蚀或变形,进一步加剧冷却不均匀的问题。
5、综上所述,集管冷却系统中喷嘴间的角度及间隙差异、冷却水在板面上的流动和排出问题,共同导致了板面横向冷却强度的不一致和冷却水在板面的存留,进而引发了板面冷却不均匀的现象,影响带钢板形,导致带钢横向性能差。
6、由此,本发明人凭借多年从事相关行业的经验与实践,提出一种薄带铸轧生产线带钢在线活套冷却装置及其使用方法,以克服现有技术的缺陷。
技术实现思路
1、本发明的目的在于提供一种薄带铸轧生产线带钢在线活套冷却装置及其使用方法,解决当前冷却过程中带钢在钢板表面流动无规律、冷却效果难以精确控制,进而对带钢板形造成不利影响,并引发带钢横向性能差异显著增大等一系列复杂问题,本发明集成设置冷却水槽、双层活套辊结构和带钢通过辊道结构,不仅提升了冷却过程的自动化水平和控制精度,确保冷却过程的稳定性与可控性,还有效降低了能耗,延长了带钢的使用寿命,为生产效率和产品质量提升提供了有力支持。
2、本发明的目的是这样实现的,一种薄带铸轧生产线带钢在线活套冷却装置,包括:
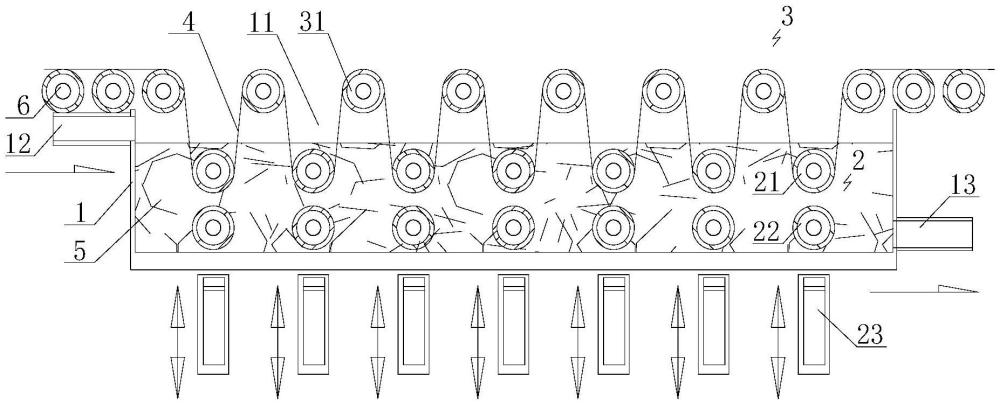
3、冷却水槽,设置于生产线上带钢的下方,所述冷却水槽的顶端设置敞口,所述冷却水槽内循环流动用于冷却带钢的冷却液;
4、双层活套辊结构,用于将带钢以设定角度弯转后进入所述冷却水槽的冷却液内;所述双层活套辊结构包括至少2组能相互独立升降通过所述敞口的双层活套辊组,各所述双层活套辊组包括上下相对且间隔设置的上活套辊和下活套辊,各所述双层活套辊组的所述上活套辊和所述下活套辊之间构成带钢通道;
5、带钢通过辊道结构,用于带钢头部输送和辅助穿带;所述带钢通过辊道结构包括至少3个设置于所述敞口的上方的带钢通过辊,各所述带钢通过辊与各所述双层活套辊组沿带钢运行方向呈交叉设置;各所述双层活套辊组升起后,各所述下活套辊的顶面与各所述带钢通过辊的顶面位于相同水平面处;
6、控制部,用于控制所述冷却水槽内的冷却液温度和所述双层活套辊结构的工作状态。
7、在本发明的一较佳实施方式中,所述冷却水槽沿带钢运行方向的相对两侧分别设置冷却液入口和冷却液出口,所述冷却液入口处设置入口调节阀,所述冷却液出口处设置出口调节阀,所述冷却水槽内设置温度传感器,所述入口调节阀、所述出口调节阀、所述温度传感器与所述控制部电连接,所述控制部根据所述温度传感器传递的温度参数调节所述入口调节阀和所述出口调节阀的开度以智能调节所述冷却水槽内所述冷却液的温度。
8、在本发明的一较佳实施方式中,所述温度传感器包括所述冷却液入口处设置的入口温度传感器和所述冷却液出口处设置的出口温度传感器。
9、在本发明的一较佳实施方式中,所述冷却液入口设置于所述冷却水槽位于带钢来料方向的一侧,所述冷却液出口设置于所述冷却水槽位于带钢去料方向的一侧,所述冷却液入口高于所述冷却液出口设置。
10、在本发明的一较佳实施方式中,所述双层活套辊结构还包括多个与各所述双层活套辊组对应的升降结构,所述升降结构与控制部电连接。
11、在本发明的一较佳实施方式中,各所述升降结构上设置用于实时监测各所述双层活套辊组位置的位移传感器,各所述位移传感器与所述控制部电连接。
12、在本发明的一较佳实施方式中,所述升降结构为气缸结构或液压缸结构。
13、在本发明的一较佳实施方式中,所述冷却水槽沿带钢运行方向的两侧顶部分别设置带钢导辊,各所述带钢导辊的顶面与各所述带钢通过辊的顶面位于相同水平面处。
14、在本发明的一较佳实施方式中,所述上活套辊、所述下活套辊和所述带钢通过辊的辊径尺寸呈相同设置。
15、本发明的目的还可以这样实现,一种薄带铸轧生产线带钢在线活套冷却装置的使用方法,包括:初始状态时,下活套辊的顶面与各带钢通过辊的顶面位于相同水平面处;带钢输送到达冷却水槽上方的下活套辊和带钢通过辊的上方,完成带钢头部输送、辅助穿带;控制部控制各双层活套辊组下降,带钢以特定角度弯转后平稳送入冷却水槽的冷却液中,带钢全程处于持续输送运行状态;控制部根据冷却水槽内设置温度传感器传递的温度参数智能调节冷却水槽内冷却液的温度,经过冷却水槽的带钢被冷却至设定温度;完成带钢的在线冷却后,控制部控制各双层活套辊组上升离开冷却水槽恢复初始状态。
16、由上所述,本发明的薄带铸轧生产线带钢在线活套冷却装置及其使用方法具有如下有益效果:
17、本发明构建了一个高效、精确、灵活的带钢冷却系统,集成设置冷却水槽、双层活套辊结构和带钢通过辊道结构,冷却水槽兼顾了水流循环与温度控制的双重需求,具备智能调节冷却温度功能;双层活套辊结构的各双层活套辊组能相互独立升降,将带钢以特定角度弯转后平稳送入冷却水槽中,提高了系统的灵活性和适应性,优化带钢在冷却过程中的路径与姿态,确保冷却效果的一致性与高效性;带钢通过辊道结构承担输送带钢头部、辅助穿带的任务,确保了带钢在进入冷却区前能够平稳、顺畅地过渡,避免了因操作不当导致的带钢损伤或堵塞问题,提高了生产线的连续作业能力。
18、本发明不仅提升了冷却过程的自动化水平和控制精度,确保冷却过程的稳定性与可控性,还有效降低了能耗,延长了带钢的使用寿命,为生产效率和产品质量提升提供了有力支持。
- 还没有人留言评论。精彩留言会获得点赞!