一种高压共轨泵同步拧紧装置及其使用方法与流程
本发明涉及高压共轨泵的,更具体的,涉及一种高压共轨泵同步拧紧装置及其使用方法。
背景技术:
1、高压共轨泵作为柴油机燃油喷射系统中的关键部件,其性能对柴油机的整体工作状态有直接影响。在高压共轨泵的装配过程中,电磁阀的安装和拧紧操作尤为重要,因为电磁阀是控制燃油喷射的重要部件,其安装质量直接影响燃油喷射的精度和柴油机的运行性能。
2、当前,行业中普遍采用传统的拧紧方式,通常通过手动操作对螺钉进行扭矩控制来固定电磁阀。然而,这种手动拧紧方法存在若干不足之处。由于手动拧紧扭矩的精准控制难度较大,操作人员很容易因操作不当导致拧紧扭矩过大或过小,进而影响安装质量。
3、尤其是在速度控制上,手动操作对操作者的经验和反应速度提出了很高的要求。这种方式容易导致停止拧紧不够及时,造成扭矩过大的问题。此外,手动拧紧由于速度难以精确控制,容易在螺钉接触贴合面时产生较大的冲击,不仅可能导致拧紧失败,还影响了整体装配效率。
4、此外,手动拧紧方式在不同工件和应用场合下缺乏通用性,需要操作者根据具体情况进行调整和设定,这增加了操作难度和不确定性。因此,针对这些不足,需要开发一种更加可靠且效率高的拧紧方法,以提高电磁阀安装的可靠性。
技术实现思路
1、本发明为克服上述现有技术中的技术问题,而提供一种高压共轨泵同步拧紧装置及其使用方法。
2、为解决上述技术问题,本发明的技术方案如下:
3、一种高压共轨泵同步拧紧装置,所述高压共轨泵包括泵体和电磁阀,所述高压共轨泵同步拧紧装置用于拧紧将所述电磁阀固定安装在所述泵体上的若干根螺钉;
4、所述高压共轨泵同步拧紧装置沿第一方向顺次设置有第一工位和第二工位;所述第一工位设置有第一机座,所述第二工位设置有第二机座;所述泵体固定在工装底座上,所述工装底座放置在传送带上并通过传送带依次经过所述第一工位和所述第二工位;
5、所述第一工位用于对所述电磁阀进行滴油,并在滴油后的电磁阀放置在所述泵体上的电磁阀安装位置后对电磁阀顶端的高度进行检测,以确定滴油后的电磁阀是否正确放置在所述泵体上的所述电磁阀安装位置上;
6、所述第一机座上安装有滴油机构和高度检测机构;所述滴油机构包括滴油器,所述滴油器被配置为对所述电磁阀进行滴油;所述高度检测机构包括高度传感器,所述高度传感器被配置为检测放置在所述泵体上的电磁阀的顶端的高度;
7、所述第二工位用于同步拧动若干根螺钉,以将所述电磁阀固定安装在所述泵体上;
8、所述第二机座上安装有拧紧机构,所述拧紧机构通过安装架滑动连接在导轨上,所述导轨上安装有第一升降气缸,所述第一升降气缸的驱动端与所述安装架连接,所述第一升降气缸被配置为驱动所述拧紧机构升降;所述拧紧机构包括若干个螺钉拧动单元,所述螺钉拧动单元的数量与所述螺钉的数量一致;各所述螺钉拧动单元均包括从上至下顺次连接的伺服驱动电机、电机刹车、扭矩传感器、连接转轴、批头伸缩套和批头,所述批头用于卡入螺钉头部的槽中以旋转螺钉。
9、进一步,所述安装架包括侧板、升降板和升降板副板,所述侧板与所述导轨滑动连接,所述升降板和所述升降板副板分别固定连接在所述侧板的上下两端;
10、所述扭矩传感器安装在所述升降板的顶部,所述连接转轴位于所述升降板和所述升降板副板之间,所述连接转轴的上端穿过所述升降板与所述扭矩传感器连接,所述连接转轴的下端穿过所述升降板副板与所述批头伸缩套连接。
11、进一步,所述第一机座上安装有位置调整机构,所述位置调整机构包括纵移气缸、顶推滑块、导向板、安装板、横移气缸;
12、所述第一机座的顶端设有第一导向轨,所述顶推滑块滑动连接在所述第一导向轨上,所述纵移气缸安装在所述第一机座的顶端,所述纵移气缸被配置为驱动所述顶推滑块沿第二方向移动,所述第二方向在水平面上垂直于所述第一方向;
13、所述导向板固定安装在所述顶推滑块的顶端,所述导向板上设有第二导向轨,所述安装板与所述第二导向轨滑动连接,所述横移气缸安装在所述导向板上,所述横移气缸被配置为驱动所述安装板沿所述第一方向移动,所述滴油机构和所述高度检测机构均安装在所述安装板上。
14、进一步,所述安装板上设有竖向的第三导向轨;
15、所述滴油机构包括滴油升降板,所述滴油升降板滑动安装在所述第三导向轨上,所述滴油器安装在所述滴油升降板上,所述安装板上固定安装有第二升降气缸,所述第二升降气缸的驱动端与所述滴油升降板连接,所述第二升降气缸被配置为驱动所述滴油升降板沿所述第三导向轨升降。
16、进一步,所述安装板上设有竖向的第四导向轨;
17、所述高度检测机构包括检测升降板,所述检测升降板滑动安装在所述第四导向轨上,所述安装板上固定安装有第三升降气缸,所述第三升降气缸的驱动端与所述检测升降板连接,所述第三升降气缸被配置为驱动所述检测升降板沿所述第四导向轨升降;
18、所述升降板上固定连接有水平的安装面板,所述安装面板上设置有通孔,所述通孔内滑动安装有检测滑轴,所述检测滑轴被配置为能够在所述检测升降板下降时被位于所述检测滑轴下方的所述电磁阀顶起;所述高度传感器位于所述检测滑轴上方,用于检测所述检测滑轴被顶起的高度。
19、进一步,所述高压共轨泵同步拧紧装置还包括操纵箱和电气箱,所述电气箱与所述操纵箱电连接,用于为所述操纵箱提供电力;
20、所述操纵箱与所述伺服驱动电机电连接,以控制所述伺服驱动电机的工作状态;所述操纵箱与所述扭矩传感器电连接,以接收所述扭矩传感器的检测数据;所述操纵箱与所述电机刹车电连接,以控制所述电机刹车的启停;所述操纵箱与所述滴油器电连接,以控制滴油器的工作状态;所述操纵箱与所述高度传感器电连接,以接收所述高度传感器的测量数据。
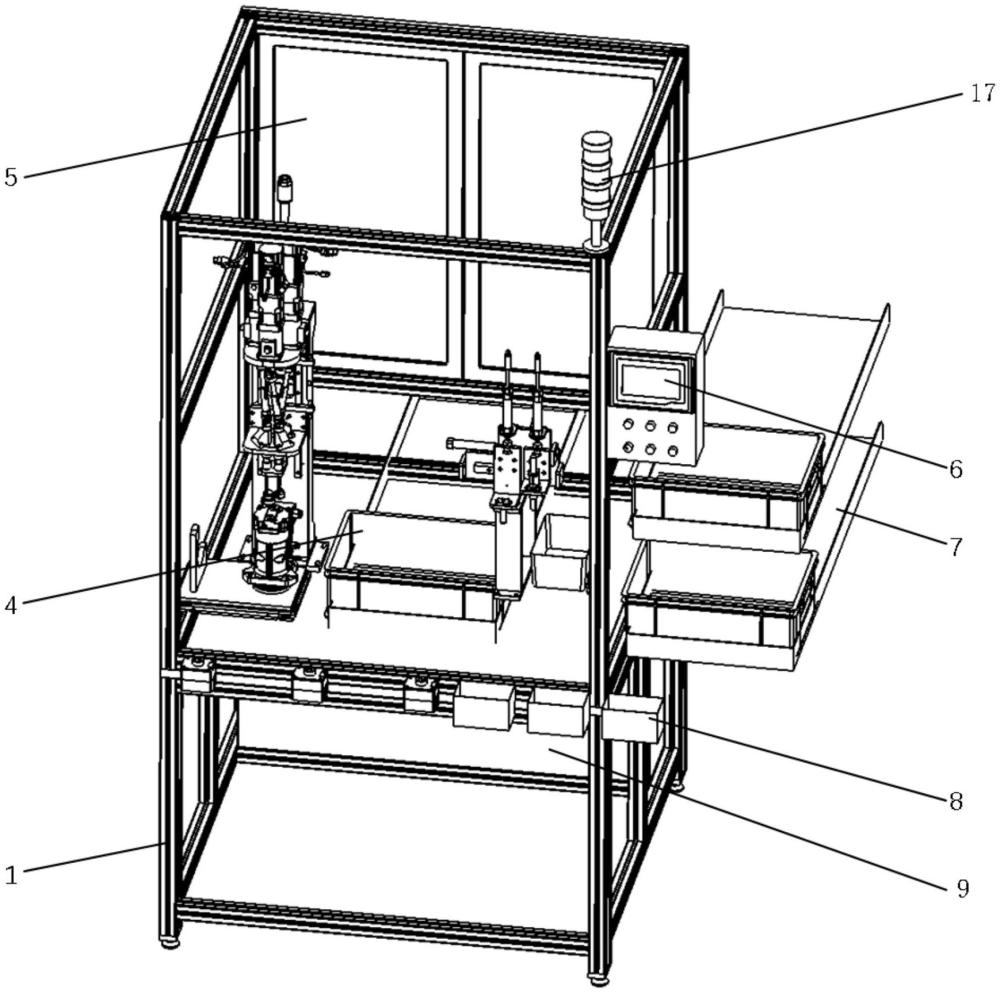
21、进一步,所述高压共轨泵同步拧紧装置还包括机台框架,所述机台框架中设置有安装平台,所述第一工位和所述第二工位沿所述第一方向顺次设置在所述安装平台上;
22、所述机台框架上可拆卸的安装有观望窗,所述观望窗包括两扇窗门,两扇窗门均与所述机台框架转动连接;
23、所述操纵箱固定安装在所述机台框架的侧边上;
24、所述滴油机构还包括接近传感器,所述操纵箱与所述接近传感器电连接,所述接近传感器用于在有物体接近所述滴油器时向所述操纵箱发送信号;所述操纵箱被配置为在接收到所述接近传感器的信号后,控制所述滴油器滴油;
25、所述拧紧机构还包括位置传感器,所述位置传感器用于检测所述电磁阀的位置是否在预定位置;所述操纵箱与所述位置传感器电连接,以接收所述位置传感器的实测数据;
26、所述机台框架上设置有若干个料道,所述料道用于放置周转箱;所述机台框架在其靠近所述安装平台的边缘部分安装有至少一个铁料盒。
27、进一步,所述机台框架的顶部安装有三色灯,所述三色灯与所述操纵箱电连接,以接收来自所述操纵箱的状态信号。
28、一种高压共轨泵同步拧紧装置的使用方法,包括以下步骤:
29、通过传送带将泵体移到滴油器的下方;
30、通过接近传感器检测所述滴油器下方的所述泵体是否到位;
31、当所述接近传感器检测到所述泵体到位时,控制所述滴油器向所述泵体上的电磁阀安装位置滴油;当所述接近传感器检测到所述泵体未到位时,重复将泵体移到滴油器的下方的操作,直至所述接近传感器检测到所述泵体到位;
32、在所述滴油器向所述泵体上的电磁阀安装位置滴油后,在所述泵体上的电磁阀安装位置处安装o型圈;
33、在所述泵体上的电磁阀安装位置处安装好o型圈后,将电磁阀压入所述泵体上的电磁阀安装位置,并在所述电磁阀上的每个螺钉孔内安放一颗螺钉;
34、将压入所述电磁阀的所述泵体移动到高度检测机构下方,通过第三升降气缸控制所述高度检测机构下降到预定高度,使得所述电磁阀顶起所述高度检测机构中的检测滑轴,通过高度传感器检测所述检测滑轴被顶起的高度,以判断所述电磁阀是否安装到位;
35、当所述电磁阀安装到位时,将压入所述电磁阀的所述泵体移动到拧紧机构下方的预定位置;当所述电磁阀未安装到位时,重新在所述泵体上的电磁阀安装位置处安装好o型圈,将电磁阀压入所述泵体上的电磁阀安装位置,并在所述电磁阀上的每个螺钉孔内安放一颗螺钉,直至所述电磁阀安装到位;
36、通过位置传感器检测压入所述电磁阀的所述泵体是否移动到所述拧紧机构下方的预定位置;
37、当检测到压入所述电磁阀的所述泵体移动到所述拧紧机构下方的预定位置时,通过第一升降气缸控制所述拧紧机构下降到预设高度;当检测到压入所述电磁阀的所述泵体未移动到所述拧紧机构下方的预定位置时,重复将压入所述电磁阀的所述泵体移动到所述拧紧机构下方的预定位置的操作,直至压入所述电磁阀的所述泵体正确移动到所述拧紧机构下方的预定位置;
38、通过所述拧紧机构同步拧紧所述电磁阀上的每个螺钉孔内安放的螺钉;
39、通过扭矩传感器检测所述拧紧机构拧紧所述电磁阀上的螺钉的扭矩;
40、当所述扭矩传感器检测到的扭矩在预设扭矩阈值范围内,则完成螺钉同步拧紧操作;当所述扭矩传感器检测到的扭矩不在预设扭矩阈值范围内,则重复所述拧紧机构同步拧紧所述电磁阀上的每个螺钉孔内安放的螺钉的操作,直至所述扭矩传感器检测到的扭矩在预设扭矩阈值范围内。
41、进一步,所述通过所述拧紧机构同步拧紧所述电磁阀上的每个螺钉孔内安放的螺钉具体包括:
42、启动所述拧紧机构的预拧紧操作,驱动所述拧紧机构中的批头正向旋转,以在所述电磁阀上的每个螺钉孔内安放的螺钉上施加力矩,直至达到预定的预拧紧扭矩;当达到预拧紧扭矩后,所述拧紧机构停止拧紧动作;
43、启动所述拧紧机构的回退操作,驱动所述拧紧机构中的批头反向旋转,以释放螺钉的预紧力;
44、启动所述拧紧机构的定扭操作,驱动所述拧紧机构中的批头正向旋转,以在所述电磁阀上的每个螺钉孔内安放的螺钉上施加力矩,直至达到预定的拧紧扭矩,完成所述电磁阀上的每个螺钉孔内安放的螺钉的同步拧紧操作。
45、与现有技术相比,本发明技术方案的有益效果是:
46、本发明的高压共轨泵同步拧紧装置及其使用方法,通过标准化和自动化的操作步骤,显著提高了电磁阀安装的效率和精确度。该装置实现了扭矩精度偏差控制在0-0.2nm以内,安装时间降至60秒,大幅降低了人工成本,同时保证电磁阀的密封性能和三坐标精度。这些改进确保装配过程快速、可靠,同时维持了安装质量和产品性能的一致性。
- 还没有人留言评论。精彩留言会获得点赞!