一种用于钢结构的焊接方法与流程
本发明涉及钢结构加工,具体为一种用于钢结构的焊接方法;
背景技术:
1、随着工业自动化和智能制造的发展,对钢结构焊接质量的要求越来越高,钢管作为钢结构的重要组成部分,其焊接质量直接关系到整个结构的安全性和稳定性,然而,传统的钢管焊接方法存在许多不足,如焊接过程中的裂纹、变形等问题,这些问题不仅影响了焊接质量,也增加了后续处理的难度和成本。
2、现有的钢管焊接方法在加工过程中缺乏精确的尺寸控制和均匀的焊接质量,尤其是在弯曲和焊接过程中,由于钢管的几何形状和材料特性,容易出现焊接缺陷。此外,传统的焊接方法在处理复杂形状和规格的钢管时,往往难以实现精确的加工和焊接,导致生产效率低下。
3、因此,开发一种用于钢结构的焊接方法,特别是针对钢管的精确焊接技术,对于提高焊接质量、优化生产流程、降低制造成本具有重要意义。这种新方法需要能够精确控制焊接过程、实时监测焊接质量、自动调整焊接参数,并为钢管焊接提供精确的加工指导和质量评估。
4、本发明提供了一种用于钢结构的焊接方法,通过设定用于加工的钢结构类型为钢管,并根据规格标准筛选出相同规格的钢管样本,该方法包括预处理阶段和弯曲焊接阶段,通过精确的切割点位标记和切割处理,以及在弯曲焊接阶段中的弯曲和焊接,通过这种方法,可以实现对钢管的优化控制,提高焊接质量,减少材料浪费,并提升生产效率。
技术实现思路
1、本发明提供了一种用于钢结构的焊接方法,用于促进解决上述背景技术中所提到的问题。
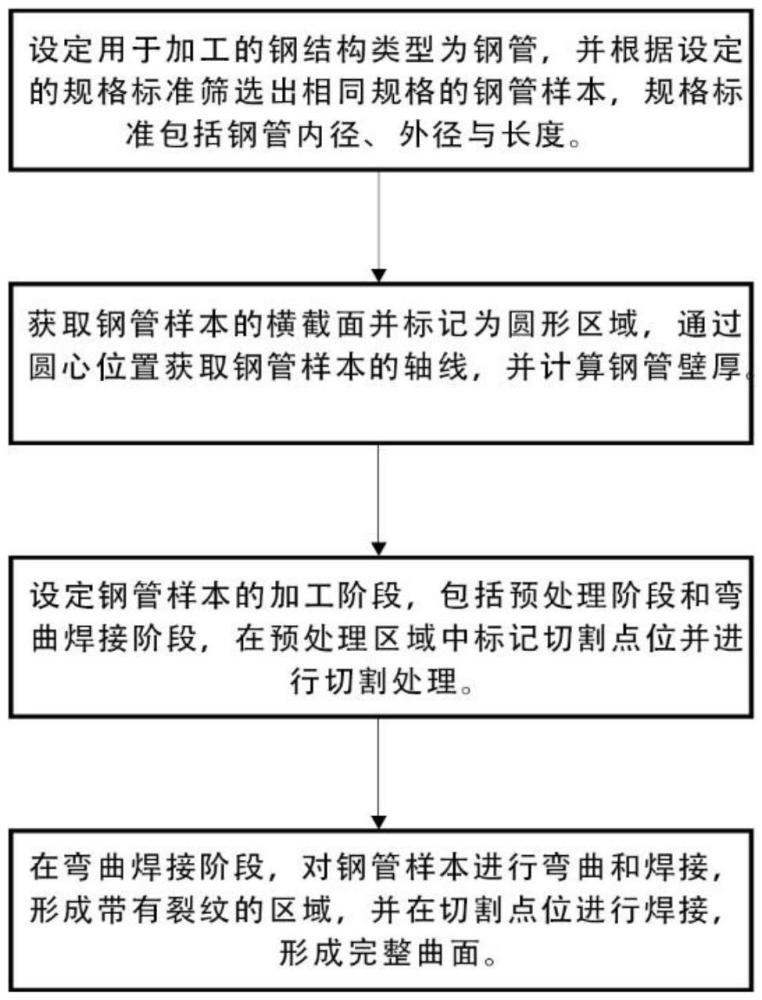
2、本发明提供如下技术方案:一种用于钢结构的焊接方法,可选的,设定用于加工的钢结构类型为钢管;
3、设定筛选钢管的规格标准,并根据所设定的规格标准筛选出多个相同规格标准的钢管样本;
4、所述规格标准的内容包括,钢管内径、钢管外径与钢管长度;
5、获取钢管样本的横截面,将横截面标记为圆形区域;
6、根据圆形区域中的圆心位置,获取钢管样本的轴线;
7、所述钢管样本的轴线为,穿过钢管样本的所有横截面中的圆心位置,向钢管样本的长度方向延伸;
8、根据钢管样本的圆形区域,获取钢管外径e与钢管内径t;
9、根据钢管外径e与钢管内径t,计算钢管壁厚y;
10、计算公式为:
11、
12、设定钢管样本的加工阶段,具体为:
13、预处理阶段,弯曲焊接阶段;
14、获取钢管样本的预处理区域;
15、在预处理区域中,对钢管样本标记切割点位,对切割点位进行切割处理;
16、在弯曲焊接阶段中,对钢管样本进行弯曲与焊接。
17、可选的,所述在预处理区域中,对钢管样本标记切割点位,对切割点位进行切割处理,包括:
18、所述预处理区域形状为空心圆柱,其中空心圆柱的两个底面分别为截面a与截面b,截面a与截面b均为同心圆,并将空心圆柱标记为空心圆柱c;
19、获取截面a的圆心,记为点z;
20、获取截面b的圆心,记为点x;
21、将点z与点x进行连线,形成线段zx,线段zx为空心圆柱c的轴线;
22、过点z在截面a上任意做一条直线,记为直线l,直线l与截面a中的外圆相交于两点,分别记为点c与点v;
23、连接点c与点v,形成线段cv;
24、在截面b的外圆边缘选取一点,与点v连成的线段为空心圆柱c的母线,并记为点m;
25、连接点m与点x,形成线段mx,做线段mx的延长线,与截面b的交点记为点n;
26、连接点c、点v、点m与点n,形成四边形cvmn;
27、针对四边形cvmn做切割点位的标记,并生成切割点位集合。
28、可选的,所述针对四边形cvmn做切割点位的标记,并生成切割点位集合,包括:
29、建立三维坐标系;
30、使得钢管的轴线与x轴平行;
31、获取旋转角度θ;
32、所述旋转角度为,针对四边形cvmn,每次围绕着空心圆柱c中的轴线进行旋转弯曲的旋转角度;
33、四边形cvmn以角度θ进行旋转,每进行一次旋转,记录线段mv在空心圆柱c形成的线段,分别记为第一线段、第二线段……第j线段,其中每个线段长度一致,并组成集合记为旋转线段集合;
34、其中j为四边形cvmn的旋转次数,且该次数小于
35、根据旋转线段集合,对每条旋转线段进行标记切割点位,并生成切割点位集合。
36、可选的,所述根据旋转线段集合,对每条旋转线段进行标记切割点位,并生成切割点位集合,包括:
37、获取旋转线段集合中,任意一条线段,记为目标线段;
38、设定切割点位的个数;
39、所述切割点位的个数为旋转线段集合中元素的个数;
40、根据目标线段的长度与切割点位的个数,获取旋转线段集合中每条线段的切割点位位置,并生成切割点位集合。
41、可选的,所述根据目标线段的长度与切割点位的个数,获取旋转线段集合中每条线段的切割点位位置,并生成切割点位集合,包括:
42、将目标线段的长度记为d;
43、获取切割点位间隔值,记为r;
44、切割点位间隔值与旋转次数根据具体的加工情况来确定;
45、根据旋转线段集合与切割点位间隔值,获取旋转线段集合中每条线段的切割点位位置。
46、可选的,所述根据旋转线段集合与切割点位间隔值,获取旋转线段集合中每条线段的切割点位位置,包括:
47、将截面a标记为起始面,截面b标记为终止面;
48、根据旋转线段集合,获取第一线段与起始面的交点,记为起始点;
49、所述起始点为第一线段的切割点位;
50、根据切割点位间隔值r,在第二线段至第j线段上分别标记切割点位,具体为:
51、在第二线段上,从截面a开始,沿着第二线段测量距离起始面等于r的点位,并进行标记,记为第二切割点位;
52、在第三线段上,从截面a开始,沿着第三线段测量距离起始面等于2r的点位,并进行标记,记为第三切割点位;
53、按照上述方法,继续在第四线段至第j线段上分别标记切割点位,每个线段上的切割点位距离起始面的距离为(线段序号-1)*r;
54、将获取得到的第一切割点位、第二切割点位……第j切割点位组成集合,记为切割点位集合;
55、根据切割点位集合,获取每个切割点位对应的闭合点位;
56、可选的,所述根据切割点位集合,获取每个切割点位对应的闭合点位,包括:
57、对切割点位进行切割,形成切割豁口,其中每条旋转线段对应一个切割豁口;
58、获取旋转线段与对应切割豁口上的两个闭合点位,表示为fi={fi1,fi2};
59、其中fi表示为第i旋转线段,fi1表示为第i旋转线段的左侧闭合点位,fi2表示为第i旋转线段的右侧闭合点位。
60、可选的,包括:
61、根据切割点位集合,对钢管样本在每个切割点位上进行切割,切割方向垂直于钢管样本的轴线;
62、在每个切割点位完成切割后,检查切割边缘是否平整;
63、若不平整,则对切割边缘进行打磨;
64、若平整,则对钢管样本进行弯曲焊接。
65、可选的,所述在弯曲焊接阶段中,对钢管样本进行弯曲与焊接,包括:
66、在弯曲的过程中,对钢管样本的每个切割点位对应的左侧闭合点位与右侧闭合点位进行闭合;
67、将空心圆柱c相邻的两个区域分别标记为第一区域与第二区域,其中第一区域与第二区域均为空心圆柱,空心圆柱c为预处理区域;
68、在空心圆柱c弯曲的过程中,其轴线方向向z轴方向靠近,并且第一区域与第二区域之间的距离缩短,在弯曲过程结束后,空心圆柱c呈现轴线贴近z轴的螺旋形状;
69、当每个切割点位对应的左侧闭合点位与右侧闭合点位均闭合后,对闭合部位进行焊接。
70、本发明具备以下有益效果:
71、1、该用于钢结构的焊接方法,通过设定统一的钢管规格标准,确保加工过程中使用的钢管具有一致的尺寸,从而提高焊接的质量,获取钢管样本的横截面和轴线,测量钢管的内外径和壁厚,为后续的切割和焊接提供数据支持,在预处理阶段中对钢管样本进行切割处理,形成小缺口,有助于钢管在弯曲过程中更容易变形,减少裂纹的产生,在切割点位进行切割,提高钢管的弯曲质量,确保弯曲后的钢管形状符合设计要求。
72、2、该用于钢结构的焊接方法,通过确定空心圆柱的轴线和母线,获取四边形cvmn,并通过四边形cvmn获取切割点位,通过建立三维坐标系并使钢管轴线与x轴平行,同时空心圆柱的轴线也与x轴平行,之后在三维空间中对切割点位进行定位,先获取旋转角度,确定四边形cvmn围绕空心圆柱c轴线的旋转弯曲角度,将四边形cvmn的每次旋转形成的线段记录下来,并确保每个线段长度一致,能够确保钢管样本的均匀变形。
73、3、该用于钢结构的焊接方法,通过设定切割点位的个数并根据目标线段的长度确定每条线段的切割点位位置,并且在旋转线段集合中均匀分布切割点位,有助于钢管在弯曲过程中更均匀地变形,减少应力集中,精确的切割点位有助于钢管在后续的弯曲过程中更容易变形,减少裂纹的产生,通过将截面a标记为起始面,截面b标记为终止面,并根据旋转线段集合与切割点位间隔值r标记切割点位,在每条线段上根据线段序号和间隔值r均匀分布切割点位,有助于钢管在弯曲过程中更均匀地变形,减少应力集中。
74、4、该用于钢结构的焊接方法,通过切割点位集合对钢管样本进行切割,在每个切割点位完成切割后进行检查,发现并处理切割过程中可能出现的问题,确保切割边缘的质量,通过确保切割边缘的平整性,有助于减少钢管在后续弯曲过程中产生裂纹的风险,对不平整的切割边缘进行打磨或修整,有助于提高钢管样本的弯曲质量,确保弯曲后的形状符合设计要求。
75、5、该用于钢结构的焊接方法,传统的弯曲方法,只是将钢管样本进行直角弯曲,或者在钢管圆柱的某一条母线上进行切割后弯曲,这种弯曲并焊接的方式所加工的产品如图5所示,会导致第一区域与第二区域的间距较大,当钢管的壁厚过大时,钢管第一区域与第二区域的间距会更大,通过本方案的形式在不同的母线上对钢管进行切割弯折,能够在第一区域与第二区域的待处理区域形成螺旋形折弯,能在保证刚玩弯折角度的前提下尽可能缩减第一区域与第二区域之间的距离。
- 还没有人留言评论。精彩留言会获得点赞!