一种大型仙人掌接管的制作成型方法与流程
本发明主要涉及接管制作,具体为一种大型仙人掌接管的制作成型方法。
背景技术:
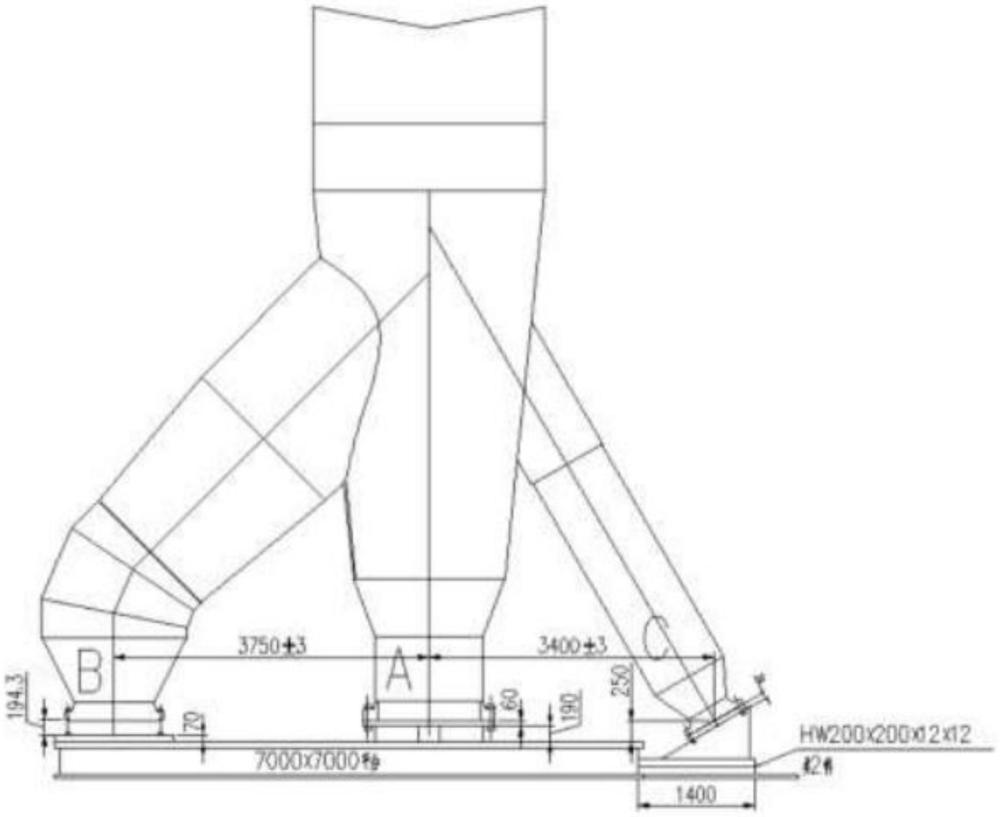
1、仙人掌接管是脱氢反应器中一大重要的接管部件,仙人掌接管的结构如图1所示,包括主接管a、支管b和支管c,支管b和支管c分别贯通式连接在主接管a的两侧。因其造型类似于仙人掌,而称为仙人掌接管。
2、仙人掌接管制造工序复杂,接管直径比较大,尺寸精度要求高,组装时,由于设备abc接管外伸高度达8.25米,且abc管口法兰之间的平面度及距离公差要求高,正向组装方式的施工高度较高,难度较大。由于仙人掌接管管壁较厚,直径较大,传统相贯线切割机无法实现自动切割,需要采取特殊工艺;同时,主接管锥体上的开孔尺寸与斜插支管匹配度要求高。目前锥体开孔、大型接管相贯线等异形构件的制造依赖手工放样、切割坡口、焊接、组对装配,制造周期较长,且质量难以保证。并且,虾米弯的结构较为特殊,其制作过程中的切割和焊接操作较为不便。
技术实现思路
1、本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,主要提供了一种大型仙人掌接管的制作成型方法,用以解决上述背景技术中提出的现有大型仙人掌接管制造周期较长,且质量难以保证的技术问题。
2、本发明解决上述技术问题采用的技术方案为:
3、一种大型仙人掌接管的制作成型方法,包括如下步骤:
4、s1、仙人掌接管模拟建模:利用计算机软件进行建模和展开放样;
5、s2、主接管a 的放样与制造:对于其中间锥体,先放样得到扇形展开图,再确认中间锥体上待开孔的位置和开孔尺寸,下料时留点下料,每个开孔部分预留至少6个切割点,待锥体校圆完成后,再将预留的切割点去除,完成中间锥体的制作;
6、s3、支管b、c的放样与制造:支管b的虾米弯采用直管切割成型的方式制作,先根据虾米弯中心距直径及每段虾米弯的角度,进行放样,确认直管长度及相贯线尺寸,并放样得到虾米弯展开图;然后虾米弯下料时,相贯线要求点线切割,且两端部留余料不切割,防止两端部切割后,卷制过程中无法合口的情况出现;下料后进行卷制,卷制形状为直筒体,根据相贯线将切割线留点处割开,并修磨待组对处的端面坡口;最后直接按虾米弯成型图进行组对焊接,即完成虾米弯的制作;
7、s4、仙人掌接管成型:采用倒装法,将主接管a法兰口朝下,用螺栓将法兰固定在工装上并找水平,利用工装分别组对支管b、c斜插管与主接管a中间锥体开孔区域,同时将支管固定在工装上进行管口相贯线焊接,保证仙人掌三个法兰的相对中心距尺寸和支管c法兰面的 30°倾斜角度,即完成大型仙人掌接管的制作成型。
8、具体地,步骤s1中,利用犀牛软件、cad进行展开放样。
9、具体地,步骤s2中,对于中间锥体的平板开孔轮廓采用复杂相贯线接管节点的制作方法确定,对节点上的每个分支接管进行展开,以分支接管内壁和外壁相贯线的交点为基准点,对贯口进行内壁线和外壁线的取舍,在趾部区域选择内壁线,在根部区域选择外壁线,得到贯口形状;以贯口的最低点为起点,n 等分钢板,进行贯口的切割。
10、进一步地,步骤s3中,对于斜插管,根据斜插管的直径、角度来放样确认下料尺寸;斜插管下料时,相贯线侧采用点线切割;待卷制焊接完成后,再切除相贯线处的余料。
11、进一步地,步骤s4中,根据abc管口法兰相对位置确认管口组对工装的安装方位,并将工装点焊固定到组对平台上,其中支管c管口组对工装的安装角度与c管口法兰保持一致。
12、作为对上述方案的优化,步骤s3中,通过虾米弯切割/焊接装置实现对直筒体的分切和焊接,所述虾米弯切割/焊接装置的结构为:包括固定圆筒,所述固定圆筒的内表面上开设有分别对应直筒体上两条相贯线的第一环形槽和第二环形槽,所述固定圆筒的内表面上卡装有可转动且与固定圆筒同轴设置的转动环,所述转动环上滑动连接有第一移动杆和第二移动杆,所述第一移动杆上安装有第一加工头和延伸位于第一环形槽内的第一限位块,所述第二移动杆上可拆卸式安装有第二加工头和位于第二环形槽内的第二限位块;所述固定圆筒上还安装有用于驱动转动环转动的驱动机构。
13、进一步地,所述第一移动杆和第二移动杆分别位于转动环的两相对侧,所述第一移动杆和第二移动杆的移动方向平行于固定圆筒的轴线。
14、进一步地,所述驱动机构包括设于转动环外环面上的齿圈和由电机驱动的齿轮,所述固定圆筒上开设有显露所述齿圈的缺口,所述齿轮在缺口处与所述齿圈啮合。
15、进一步地,切割时,第一加工头和第二加工头采用切割工具,驱动转动环转动后,第一移动杆和第二移动杆随之转动,在第一环形槽对第一限位块的限位作用和第二环形槽对第二限位块的限位作用下,使得第一加工头的移动轨迹符合第一环形槽的形状,第二加工头的移动轨迹符合第二环形槽的形状,实现同步分别进行对直筒体上两条相贯线的切割;焊接时,第一加工头和第二加工头采用焊接工具,保持直筒体中间段不动,改变上下两段的形态,再启动装置,实现同步分别进行对虾米弯三段的焊接,即完成虾米弯的成型。
16、进一步地,所述第一加工头和第二加工头的安装端均连接有电动伸缩杆,电动伸缩杆用于驱动相应加工头沿相应环形槽所在斜度移动,以适应不同管径的直筒体。
17、与现有技术相比,本发明的有益效果为:
18、本发明利用计算机软件进行仙人掌接管的建模和展开放样,实现数控下料,通过建模完成相贯线成型、接管卷制前的预开孔,可以有效减少开孔偏差及材料浪费,提升组对准确性及施工效率,即可缩短制造周期,并提升制作质量。
19、本发明在制作主接管的中间锥体时,通过数控下料后,针对每个开孔部分均预留至少6个切割点,待锥体校圆完成后,再将预留的切割点去除。较比于现有技术中成型后划线手工切割相贯线的方式,可以保障相贯线的位置准确度和尺寸精度,且效率较高。较比于下料后直接切除开孔部分再卷制成型的方式,可以避免卷圆过程中由于受力不均形成直边现象的问题。从而能够缩短制造周期,并提升制作质量。
20、本发明在制作虾米弯时,采用直管切割成型的方式制作,通过数控下料后,相贯线采用点线切割,便于指示后续切割的轨迹,还能减轻后续切割的工作强度;且两端部留余料不切割,防止两端部切割后,卷制过程中无法合口的情况出现;卷制成直筒体后,根据相贯线将切割线留点处割开,无需再放样,直接按虾米弯成型图进行组对焊接即可。在加快制作效率的同时保障了虾米弯的成型质量。
21、本发明采用倒装法组装仙人掌接管,即将主接管a、支管b和支管c法兰口朝下,固定在工装上,利用工装分别组对支管b、c斜插管与主接管a中间锥体开孔区域,再进行相贯线焊接即可,较比于正向组装的方式,可以大大降低施工高度,便于施工和测量,大大提升安装效率,并减少投入的工装材料费用,还减少在施工过程中存在的安全隐患。
22、本发明的优化方案中提供了一种虾米弯切割/焊接装置,通过转动环的转动带动两个加工头同步工作,同时通过匹配于目标相贯线的两个环形槽的限位作用,分别使得两个加工头沿着匹配于目标相贯线的轨迹移动,最终使得两个加工头可以同步分别进行对直筒体上两条相贯线的切割/焊接加工。虾米弯制作过程中,切割时,加工头采用切割工具;焊接时,将切割刀具换成焊接工具即可,使得通过一个装置就能完成对虾米弯材料的切割加工和焊接加工,应用较为方便,可以提高工作效率,有利于缩短仙人掌接管的制造周期,并提升制作质量。
23、以下将结合附图与具体的实施例对本发明进行详细的解释说明。
- 还没有人留言评论。精彩留言会获得点赞!