本发明涉及焊接维修设备,具体为一种多向调节式汽车零件焊接维修设备。
背景技术:
1、汽车在日常使用过程中,其机械结构的高频运转或者道路颠簸则会造成汽车零部件的磨损或者损坏断裂,所以就需要对其损坏的零部件进行维修修复,从而保证车辆的正常使用和安全性,汽车维修是汽车维护和修理的泛称、就是对出现事故的汽车通过技术手段排查,找出故障原因,并采取一定措施使其排除故障并恢复达到一定的性能和安全标准,汽车维修是指用修理或更换汽车任何零部件的方法,恢复汽车的完好技术状况和完全恢复汽车寿命的恢复性修理。
2、汽车在维修过程中会出现零部件断裂的情况,为了方便零部件后续的焊接维修,所以一般都需要将需要焊接的零部件拆卸下来,然后对其进行焊接处理,但是断裂之后的汽车零部件内部会存在一定的应力,如果直接对其进行焊接处理的话,则容易造成焊接位置不稳定、焊接断裂或者焊缝中后期产生裂纹的情况,因此本领域技术人员提出了一种多向调节式汽车零件焊接维修设备,用来解决上述所存在的技术问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种多向调节式汽车零件焊接维修设备,解决了断裂之后汽车零部件内存在的应力容易造成焊接不稳定以及后期产生裂缝的问题。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种多向调节式汽车零件焊接维修设备,包括
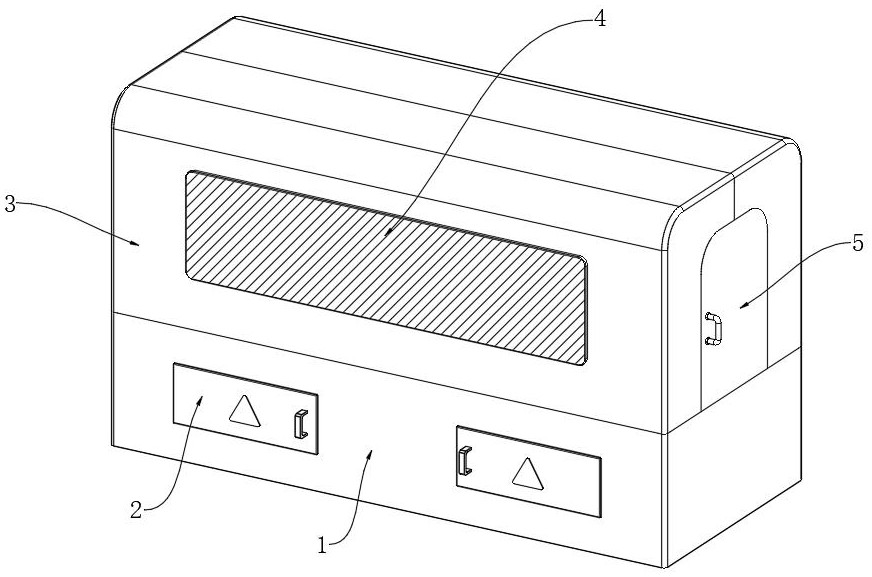
3、底座,其作为整体装置的基础构件,用于装配和承载各个处理机构及其所属下位结构件;
4、顶座,设置于底座的上部,其内设置有处理腔,用于对汽车零部件进行一系列的维修处理;
5、四个工位标识座,其等距设置于底座顶端的中前部,用于将处理腔的内部空间依次分隔成为第一工位、第二工位、第三工位以及第四工位;
6、定位锁止机构,其设置于处理腔的第一工位位置处,用于将所需维修处理的汽车零部件进行定位和锁止处理;
7、预热消除机构,其设置于处理腔的第二工位位置处,用于将定位锁止机构处理之后的汽车零部件进行预热以及应力消除处理;
8、断口打磨机构,其设置于处理腔的第三工位位置处,用于将预热消除机构处理完毕之后汽车零部件的断口连接处进行打磨处理;
9、自动焊接机构,其设置于处理腔的第四工位位置处,用于将断口打磨机构处理完毕之后的汽车零部件进行焊接处理。
10、优选的,所述定位锁止机构包括开槽,所述底座的顶端中部开设有开槽,所述开槽的内侧底部两侧均开设有移动轨道,所述移动轨道的内部设置有电动滑轨座,所述电动滑轨座的顶端固定连接有移动座,所述移动座的顶端转动连接有定位座,所述移动座的内侧中部设置有驱动电机一,且所述驱动电机一的输出端与定位座的中部相连接。
11、优选的,所述定位锁止机构还包括限位稳定座,所述定位座的内侧中部固定连接有限位稳定座,所述限位稳定座的顶端中部转动连接有驱动盘,所述定位座的内侧底端中部固定连接有驱动电机二,所述驱动电机二的输出端贯穿限位稳定座后并与驱动盘的中部相连接,所述驱动盘的顶端设置有螺旋轨道。
12、优选的,所述定位锁止机构还包括移动槽,所述定位座的顶端中部四周处均等距设置有多个移动槽,所述移动槽内均滑动连接有阶梯固定座,所述阶梯固定座的底端中部均设置有底滑动座,所述底滑动座的底部等距设置有多个弧形槽,且所述弧形槽与螺旋轨道相匹配。
13、优选的,所述定位锁止机构还包括内腔,所述定位座内侧中上部的靠近边缘处均等距设置有多个内腔,所述内腔的内部顶端均设置有电磁铁座一,所述内腔的内部均滑动连接有锁止插座,所述定位座顶端四周的靠近边缘处均等距设置有多个底腔,所述底腔的内部底端均设置有电磁铁座二。
14、优选的,所述预热消除机构包括电缸一,所述处理腔内壁顶端中部的一侧固定连接有电缸一,所述电缸一的杆体顶端固定连接在安装罩二的顶端中部,所述安装罩二的内壁中部设置有隔热供气环座,所述隔热供气环座的内侧中部圆周阵列有多个预热火枪。
15、优选的,所述断口打磨机构包括电缸二,所述处理腔内壁顶端中部的另一侧固定连接有电缸二,所述电缸二的杆体顶端固定连接在安装罩一的顶端中部,所述安装罩一的内侧中上部固定连接有支撑座,所述支撑座的底端中部转动连接有转动座,所述转动座的底端设置有蓬松棉座,所述蓬松棉座的外壁上设置有磨砂层,所述支撑座的顶端中部设置有驱动电机三,且所述驱动电机三的输出端贯穿支撑座并与转动座的中部相连接。
16、优选的,所述自动焊接机构包括安装基座,所述底座的顶端一侧圆周阵列有多个安装基座,所述安装基座的顶部均设置有自动焊接枪,所述顶座的两侧中部均设置有开启门,所述顶座的后侧中部设置有烟尘净化器,所述顶座的前侧中上部设置有观察窗,所述底座的前端中部两侧均设置有电控箱。
17、工作原理:在对损坏的汽车零部件进行焊接维修的时候,工作人员首先将第一工位一侧顶座上的开启门进行开启,然后在其开启之后工作人员将所需维修的汽车零部件放置于定位座的顶端中部,之后工作人员将开启的开启门进行复位,从而准备开始后续的焊接维修作业;首先定位锁止机构启动,定位座内的驱动电机二进行启动,驱动电机二的转轴带动限位稳定座上的驱动盘进行同步转动,驱动盘在转动的同时同步带动其上的螺旋轨道进行同步转动,螺旋轨道在转动的同时也使得螺旋轨道在阶梯固定座底部底滑动座上的弧形槽内进行同步转动,随着驱动盘上螺旋轨道的转动,从而使得驱动盘带动阶梯固定座在定位座的移动槽内同步向中部进行移动,随着移动槽内的阶梯固定座同步向中部进行移动,在阶梯固定座移动的过程中也同步推动定位座上损坏的汽车零部件同步向其中部进行移动和靠近,待阶梯固定座将定位座上的汽车零部件定位于定位座上的中心位置之后阶梯固定座停止移动,从而完成对定位座上损坏汽车零部件的中心定位以及夹持固定作业,阶梯固定座在将定位座上损坏的汽车零部件中心定位固定完毕之后,阶梯固定座在定位座上的移动槽内停止移动,此时内腔内的电磁铁座一进行通电,从而改变电磁铁座一和电磁铁座二的磁性,使得电磁铁座一与锁止插座的磁性为同性电磁铁座二与锁止插座的磁性为异性,通过磁铁同性相斥、异性相吸的原理,从而电磁铁座一与锁止插座之间所产生的同性斥力使得内腔内的锁止插座下滑进入至驱动盘上的底腔之内,并通过底腔内的电磁铁座二与锁止插座之间的磁吸力将其进行吸附固定,从而将定位完毕之后的驱动盘、定位座以及其上的损坏汽车零部件再进行锁止处理,从而提高对损坏汽车零部件进行后续处理时的固定稳定性,待对定位座上的汽车零部件进行定位以及锁止处理之后,移动座底部的电动滑轨座进行启动,电动滑轨座在启动的同时带动其上的移动座、定位座以及被定位锁止处理的汽车零部件在开槽的移动轨道进行移动,从而使其移动之后的汽车零部件到达底座上的第二工位位置处,以此完成对损坏汽车零部件的定位以及锁止处理;待定位以及锁止处理完毕之后的汽车零部件到达底座上的第二工位位置处时,预热消除机构启动,工作人员通过控制设备控制处理腔内的电缸一进行启动,电缸一在启动的同时其上的杆体进行推出,然后在电缸一杆体推出的同时带动其底部的安装罩二进行同步下移,从而使得下移之后的安装罩二将定位座上定位固定之后的汽车零部件进行套入,然后隔热供气环座上的预热火枪进行启动并喷出火焰,对定位座上固定的汽车零部件进行加热预热处理,同时移动座内的驱动电机一进行同步启动,驱动电机一在启动的同时同步带动其上的定位座以及汽车零部件进行转动,从而保证汽车零部件在预热过程中的均匀性,并且汽车零部件在加热过程中也可以对其零部件内所存在的应力进行消除,以此完成对汽车零部件在焊接之前的预热以及应力消除处理;然后在预热消除机构对汽车零部件进行预热处理完毕之后,移动轨道内的电动滑轨座再次启动带动其上的移动座、定位座以及其上经过预热处理完毕之后的汽车零部件移动到达至底座上的第三工位位置处,然后断口打磨机构启动,首先工作人员通过控制设备控制处理腔内的电缸二进行启动,电缸二在启动之后其上的杆体进行推出,电缸二上的杆体进行推出的同时带动安装罩一进行同步下移,从而使得下移之后的安装罩一将处于第三工位定位座上的汽车零部件进行套入,并同时使得转动座底部的蓬松棉座以及磨砂层与汽车零部件的断口位置处相接触并产生相应的形变,然后支撑座上的驱动电机三进行启动,驱动电机三的转轴在转动的同时带动支撑座底部的转动座进行同步转动,转动座在转动的同时带动底部的蓬松棉座以及其上的磨砂层进行同步转动,蓬松棉座上的磨砂层在转动的同时将定位座上汽车零部件的断口位置处进行打磨,以此完成对汽车零部件在焊接之前断口位置处的打磨处理;之后在断口打磨机构对汽车零部件的断口位置处打磨处理完毕之后,移动轨道内的电动滑轨座再次启动带动其上的移动座、定位座以及其上经过打磨处理完毕之后的汽车零部件移动到达至底座上的第四工位位置处,然后自动焊接机构启动,工作人员通过控制设备控制安装基座进行启动并对其控制进行角度的调整,在安装基座角度调节完毕之后其上对应位置的自动焊接枪进行启动,然后通过自动焊接枪将定位座上定位固定的损坏汽车零部件进行焊接处理,并且同时底座上的烟尘净化器同步对处理腔内焊接和打磨过程中所产生的烟尘进行抽动和净化处理,以此完成对汽车零部件的自动焊接处理;在对汽车零部件进行焊接维修处理之后,等将其进行静置冷却一定的时间,然后在冷却完毕之后,工作人员通过开启顶座上对应侧的开启门,然后将焊接维修处理之后的汽车零部件进行拿出和检查,检查无误之后即可对其进行复位安装于汽车之上即可。
18、本发明提供了一种多向调节式汽车零件焊接维修设备。具备以下有益效果:
19、1、本发明通过增加和设置定位锁止机构,在对汽车损坏的零部件进行焊接维修之前对其进行中心定位和固定锁止处理,首先固定和锁止可以使损坏的汽车零部件在焊接过程中始终保持在正确的位置上,保证了其在焊接过程中的稳定性,其次焊接过程中会产生大量的热量,这可能导致零部件发生变形,通过对其的固定和锁止,可以限制零部件的热变形,保持其原有形状,最后通过固定和锁止,可以在焊接前一次性将零部件调整到正确的位置,减少焊接过程中的调整时间,提高焊接效率的同时也便于后续的自动化焊接处理。
20、2、本发明通过增加和设置零件预热机构,在对损坏的汽车零部件进行焊接维修处理之前对其进行预热处理,不仅可以降低汽车零部件在焊接过程中的冷却速度,从而减少或者消除焊接维修过程中应力的产生,同时也有助于防止焊接维修过程中裂纹的出现,而且对汽车零部件在焊接维修处理之前进行预热,还可以使得焊缝金属在凝固过程中有足够的时间进行结晶和相变,从而形成更加均匀、致密的焊缝组织,从而可以提高焊缝的强度、韧性和耐腐蚀性能,并且同时还可以减少焊接中的气孔、夹渣等缺陷的产生,提高对于汽车零部件整体焊接的质量。
21、3、本发明通过增加和设置零件预热机构,在对损坏的汽车零部件进行焊接维修处理之前对其进行预热处理,一方面可以使焊接区域的温度更加均匀,减少焊接过程中的温度波动,从而有助于稳定焊接电弧,提高焊接质量的稳定性,另一方面还可以使焊接区域的金属更加容易熔化和流动,降低焊接的难度,提高对汽车零部件的焊接维修效率,同时也可以减少焊接过程中的飞溅和烟雾,从而改善焊接工作环境。
22、4、本发明通过增加和设置零件预热机构,在对损坏的汽车零部件进行焊接维修处理之前对其进行预热处理,首先可以降低焊接过程中的热输入,从而减少热影响区的宽度和硬度,该种处理方式有助于保护汽车零件的母材性能,避免因焊接而导致的强度降低、脆性增加等问题,其次预热可以使焊接区域的温度更加均匀,减少焊接过程中的变形和应力集中,从而有助于防止汽车零件在焊接后出现变形和开裂等问题,提高零件的尺寸精度和使用寿命。
23、5、本发明通过增加和设置断口打磨机构,在对预热处理之后的汽车零部件进行焊接之前对其断口位置处进行打磨处理,不仅可以去除断口处的污垢、铁锈、油污等杂质,确保焊接区域干净,从而保证了断口处的焊缝强度和密封性,而且打磨能够去除断口表面的氧化层、腐蚀层以及改善断口的形状,使其断口处露出新鲜的金属以及断口更加规整,从而有利于焊缝金属与母材的融合,提高焊接接头的质量,并且通过打磨可以使断口处的过渡更加平滑,减少断口处的应力集中,降低断口处的应力集中系数,从而提高焊接接头的疲劳寿命。
24、6、本发明通过增加和设置自动焊接机构,在对断口打磨处理之后的汽车零部件进行自动焊接处理,一方面可以降低工作人员的劳动强度,并且同时还可以避免焊接过程中所产生的烟尘对工作人员造成影响,另一方面还可以提高焊接处理过程中的操作安全性,在保证焊接效率的同时操作安全性和自动化程度也更高。