一种防爆型小口径金属管子端面毛刺去除及倒角的方法与流程
本发明涉及船舶领域的管道,特别是涉及一种防爆型小口径金属管子端面毛刺去除及倒角的方法。
背景技术:
1、船舶建造领域施工复杂,作业环境也具有多样性,施工过程经常需要对管子进行端面处理。
2、但本技术发明人在实现本技术实施例中发明技术方案的过程中,发现上述技术至少存在如下技术问题:
3、管子普遍为金属管子,金属管子在处理过程普遍采用机械打磨、切割,处理过程会产生大量的火花,火花与周边作业环境直接接触容易与周围环境产生火灾、爆炸事故,会增加安全风险。
技术实现思路
1、为了能够解决现有技术中存在的不足,针对防爆型小口径金属管子端面毛刺去除和倒角产生火花带来安全风险的问题,本技术实施例提供了一种防爆型小口径金属管子端面毛刺去除及倒角的方法。该方法通过一种防爆型小口径金属管子端面毛刺去除及倒角装置,一端采用夹紧定心机构夹持管子定心并将其夹紧,另一端通过磁性刀座驱动刀具,在防爆外壳笼罩密闭的容置腔中进行毛刺去除和倒角,防爆外壳中充入二氧化碳、氩气、氮气非可燃气体,完全处于密封状态,具有防爆的效果,解决防爆型小口径金属管子端面毛刺去除和倒角的技术问题。
2、本技术实施例解决技术问题所采用的方案是:
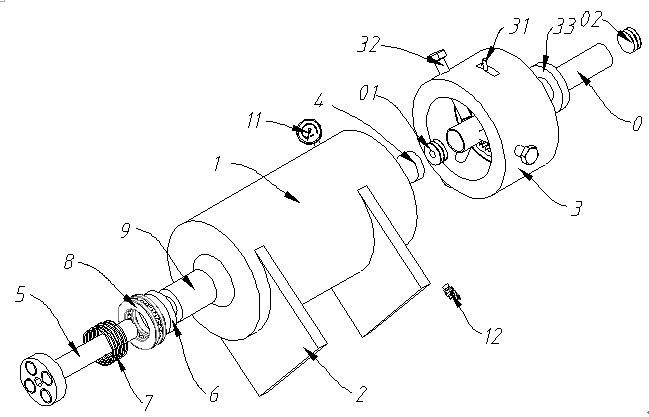
3、一种防爆型小口径金属管子端面毛刺去除及倒角装置包括防爆外壳、底座、夹紧定心机构、刀具、刀座、刀座双唇不锈钢四氟骨架油封、弹簧、推力球轴承和直线轴承;
4、防爆外壳用于容置管子,在笼罩的密闭腔室中充入非可燃气体进行毛刺去除及倒角作业;底座固设在防爆外壳下部,支撑防爆外壳1保持稳定;夹紧定心机构设置在防爆外壳一端,用于夹持管子,并将其定心,保证毛刺去除及倒角作业的质量;刀具设置在防爆外壳的容置腔中,刀具与夹紧定心机构中心共线,用于对管子进行毛刺去除及倒角;刀座延伸进入防爆外壳的腔室中,插装刀具并固定,在毛刺去除及倒角过程旋转,用于进给及与外部动力连接;在刀座外端镜像有另一刀座,两刀座相邻部镶嵌有磁铁,使得刀座带有磁性;两刀座之间设有摩擦片,将其联动进行动力传递;刀座双唇不锈钢四氟骨架油封装配在刀座上,用于刀座与防爆外壳之间的密封;直线轴承设置在与夹紧定心机构相向的腔室内,用于装配延伸进入防爆外壳的刀座;弹簧装配在延伸进入防爆外壳的刀座上,用于进给压力减少后,刀具能够自动复位;推力球轴承装配在延伸进入防爆外壳的刀座上,且位于刀座双唇不锈钢四氟骨架油封外侧、弹簧内侧;
5、其中,管子通过夹紧定心机构夹持在防爆外壳一端,插装刀具的刀座设置在防爆外壳的另一端,防爆外壳中充入非可燃气体,刀座驱动刀具在防爆外壳容置腔内进行毛刺去除及倒角的作业。
6、在较佳的实施例中,管子延伸进入防爆外壳端设置有管内封堵,管子外端设置有管外封堵,管内封堵与管外封堵均为内涨式管堵。
7、在较佳的实施例中,防爆外壳一端设有腔室,用于收容管子并装配刀具;在腔室径向上设有压力表和充气阀,充气阀用于连接气源进行打压并保压,压力表用于对毛刺去除及倒角过程密封效果进行动态监测,控制非可燃气体充入量,避免充入不足或过充;在防爆外壳另一端设有轴承通孔及通孔凸台,用于装配固定直线轴承、刀座双唇不锈钢四氟骨架油封、推力球轴承和弹簧。
8、在较佳的实施例中,夹紧定心机构一端设置有机械虹膜,用于将管子定心,夹紧定心机构径向设有拨手密封口,用于操作机械虹膜,机械虹膜外侧设有管子双唇不锈钢四氟骨架油封,用于夹紧定心机构与管子之间的密封;在夹紧定心机构另一端设置有定位螺钉,用于将管子锁紧固定,定位螺钉的螺钉数量、规格及分布具有多种形式,数量满足≥3且均布,螺钉紧固过程需同步进给1/2螺纹,且不影响夹紧定心机构。
9、在较佳的实施例中,夹紧定心机构中机械虹膜可以采用阿基米德螺旋虹膜或者其它具有环形定心功能的结构。
10、在较佳的实施例中,机械虹膜包括底盘、齿盘、拨盘和叶片,拨盘上的拨手穿过拨手密封口向外延伸。
11、在较佳的实施例中,刀座包括进给旋转轴和凸肩,在刀座的一端设有进给旋转轴,另一端设有凸肩;刀座中部设有六棱连接杆通孔,在凸肩的外侧排列有以六棱连接杆通孔为中心排列的凹槽,用于镶嵌磁铁;在延伸进入防爆外壳的刀座中,进给旋转轴上依次装配弹簧、推力球轴承和刀座双唇不锈钢四氟骨架油封,并与直线轴承相连,刀具的柄部插装于六棱连接杆通孔;与之镜像的刀座的六棱连接杆通孔,用于连接六棱连接杆,在六棱连接杆端部通过把手或者电动工具连接提供旋转动力,驱动刀具旋转。
12、在较佳的实施例中,刀座的进给旋转轴上刻画有标准刻度线。
13、在较佳的实施例中,刀具包括外毛刺去除及倒角刀具和内毛刺去除及倒角刀具,其中,外毛刺去除及倒角刀具头的磨头为v型,内毛刺去除及倒角刀具的磨头为倒v型;刀具的柄部为六棱构造,使得刀具能够插装在刀座的六棱连接杆通孔。
14、在较佳的实施例中,摩擦片采用软硅胶和软橡胶材质。
15、为了进一步解决本技术实施例所要解决的技术问题,本技术实施例提供的一种防爆型小口径金属管子端面毛刺去除及倒角的方法中,应用一种防爆型小口径金属管子端面毛刺去除及倒角装置,包括以下步骤:
16、步骤一,使用游标卡尺测量管子的端面外圆尺寸,确认选用夹紧定心机构、密封件规格尺寸,夹紧定心机构的机械虹膜伸缩性需满足定心夹紧管子,密封件中管子双唇不锈钢四氟骨架油封与管子相匹配,刀座双唇不锈钢四氟骨架油封与刀座相匹配;采用游标卡尺测量测量管子的端面毛刺尺寸以确认去毛刺的旋进深度;
17、步骤二,根据选用的夹紧定心机构规格及需要加工的管子的端面外圆尺寸,制作防爆外壳、夹紧定心机构和刀座;
18、步骤三,将夹紧定心机构进行提前预装,夹紧定心机构采用的是机械虹膜,夹紧主要是在定心后使用定位螺钉进行紧固;
19、步骤四,将夹紧定心机构、刀座、刀具、弹簧、直线轴承、推力球轴承及防爆外壳进行装配,装配时需选用合适线径的弹簧,保证足够的反弹力,同时避免反弹力影响刀座进给行程;将磁铁与刀座的凹槽进行装配,用速干胶进行固定,在装配时需保证两个刀座中每个刀座的磁导向线方向一致,同时保证两个刀座的磁导向线方向相反,以确保磁铁可互相吸引;根据切割管子的外径、壁厚及材质硬度及摩擦片的摩擦系数,选用合适数量、直径、厚度的磁铁;
20、步骤五,对管子进行前端、后端密封处理,并将管子从夹紧定心机构端插入到防爆外壳触及刀具,操作机械虹膜的拨手将管子定心,通过定位螺钉将管子夹紧;将防爆外壳下端的充气阀连接气源进行打压并保压,充入二氧化碳、氩气、氮气非可燃气体,充气/打压后观察压力表;
21、步骤六,将手动旋转把手或充电手电钻与刀座的六棱连接杆进行固定连接,旋转刀座的同时缓慢压进,将刀座向前旋进磨削,完成毛刺去除及倒角作业。
22、进一步的,所述步骤五中,管子插入到刀具的端面顶紧后,需向后退回10-20mm。
23、更进一步的,所述步骤五中,施工前需对该装置进行打压或充气密封,并在整个施工过程动态监测压力表,压力降低或不足需停止施工,充入气体只要非可燃气体均可不受限制,充气方式、充气阀只要满足压力要求便不受限制,压力>0.2mpa;如果施工过程压力表压力骤降,需立即停止施工,检查并修复泄露口。
24、更进一步的,所述步骤六中,刀座的进给过程分批进给,每次进给2mm。
25、积极效果,本技术实施例中提供的技术方案,至少具有如下技术效果或优点:
26、1.由于本技术实施例采用了在防爆外壳一端设置有夹紧定心机构夹持管子的技术手段,夹紧定心机构具有机械虹膜与定位螺钉,具有伸缩性和夹持力,运转灵活,定心精准,有效解决了现有技术中管子毛刺去除和倒角时定心的技术问题,进而实现了保证毛刺去除及倒角质量的技术效果。
27、2.由于本技术实施例采用了在防爆外壳另一端设置有刀座、刀具插装在刀座上延伸进入防爆外壳容置腔中的技术手段,刀具进行管子毛刺去除及倒角作业,在笼罩密闭的非可燃气体保护环境中进行,有效解决了现有技术中管子毛刺去除及倒角安全性的技术问题,进而实现了避免毛刺去除和倒角产生火花带来安全风险的技术效果。
28、3.由于本技术实施例采用了在刀座的进给旋转轴上装配弹簧、两刀座上镶嵌有磁铁的技术手段,刀座具有反弹性和磁性,在刀具进给过程只需均匀按压便可,刀具与管子、螺栓、棒料端面卡死时,会自动脱开,同时由于弹簧的作用下,进给压力减少后,刀具会自动复位,有效解决了现有技术中进给过程进给量过大、机械锁死导致事故的技术问题,进而实现了刀具自动脱开复位的技术效果。
29、4.由于本技术实施例采用了在管子两端设置有管内封堵与管外封堵、管子与夹紧定心机构之间镶嵌有管子双唇不锈钢四氟骨架油封、刀座与防爆外壳之间镶嵌有刀座双唇不锈钢四氟骨架油封的技术手段,该装置能够完全处于密封状态,有效解决了现有技术中管子毛刺去除及倒角安全性的技术问题,进而实现了防爆的技术效果。
30、5.由于本技术实施例采用了在防爆外壳中通过充气阀充入二氧化碳、氩气、氮气等非可燃气体的技术手段,有效解决了现有技术中毛刺去除和倒角产生火花带来安全风险的技术问题,进而实现了防爆的技术效果。
31、适宜作为一种防爆型小口径金属管子端面毛刺去除及倒角的方法应用。
- 还没有人留言评论。精彩留言会获得点赞!