一种动铁芯及其加工设备的制作方法
本发明涉及动铁芯,更具体的说,它涉及一种动铁芯及其加工设备。
背景技术:
1、动铁芯被广泛应用于电磁阀、电子锁等领域,在应用于电磁阀领域时,此时动铁芯会被用于控制管路的启闭,当电磁阀通电时,电磁力带动动铁芯向上抬起吸附在静铁芯上,此时阀门开启,动铁芯上的弹簧处于压缩状态;而当电磁阀断电时,此时电磁力消失,动铁芯在弹簧作用下重新压在阀座上,实现阀门闭合。
2、例如公开号为cn218625640u的实用新型专利公开了电磁阀动铁芯,在本专利中公开了一种前部直径大于后部直径的圆柱状动铁芯,该动铁芯外还套设有弹簧,用于带动动铁芯复位。在实际安装到电磁阀中时,该动铁芯的前部贴合在电磁阀内部的通孔处,通过动铁芯对通孔封堵实现电磁阀闭合,但动铁芯和电磁阀接触面的加工精度要求极高,才能实现完全贴合以达到良好的密封效果,存在密封不良的风险;同时,加工精度要求高也会导致生产成本高,产品不良率高,进而导致生产效率低。
3、因此,需要提供一种密封性能较好的动铁芯,以及一种生产该动铁芯且生产效率高、成本低的加工设备。
技术实现思路
1、针对现有技术中存在的问题,本发明提供了一种动铁芯及其加工设备,以解决背景技术中提到的技术问题。
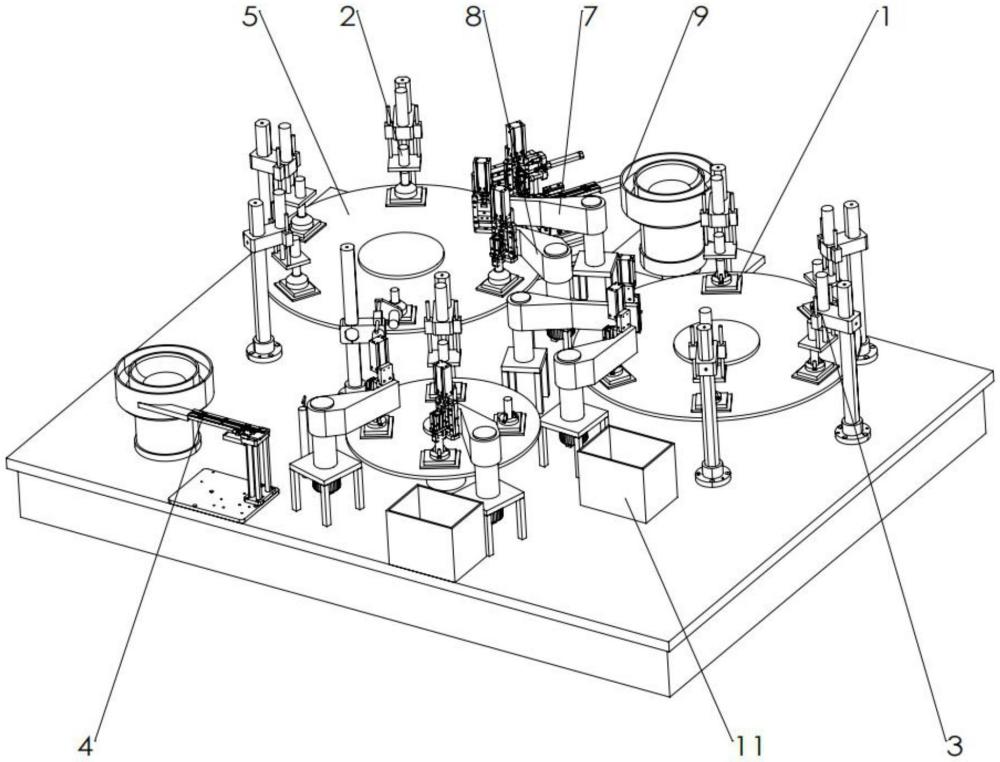
2、为实现上述目的,本发明提供如下技术方案:一种动铁芯加工设备,包括:
3、若干组夹具组件,用于对动铁芯进行固定;
4、加工组件,用于对动铁芯端面的孔位进行加工;
5、至少一组检测组件,用于检测动铁芯加工后孔位的孔径和光滑度,以及检测孔位是否存在明显毛刺;
6、密封塞上料组件,用于对密封塞进行取料和涂胶,并将其插入到动铁芯的加工孔中;
7、至少两组旋转组件,用于安装若干组夹具组件,且用于带动若干组夹具组件在加工组件以及检测组件下方移动;
8、若干个防护罩,套设在动铁芯和夹具组件外,用于避免加工过程中产生的铁屑进入到夹具组件中,进而避免铁屑影响夹具组件正常使用;
9、至少一组第一移料组件,用于将其中一个动铁芯外的防护罩移动到另一个动铁芯外;
10、至少一组第二移料组件,用于将动铁芯从一组所述旋转组件的夹具组件中移动到另外一组所述旋转组件的夹具组件中。
11、本发明进一步设置为,还包括:
12、动铁芯上料组件,用于将动铁芯安装到夹具组件中;
13、下料组件,用于将组装好的动铁芯与密封塞从夹具组件上取出。
14、本发明进一步设置为,所述加工组件包括:
15、第一钻孔机构,用于对动铁芯的端面进行钻孔加工;
16、扩孔机构,用于对动铁芯钻孔后的孔位进行扩孔加工,从而提高动铁芯加工孔的精度;
17、铰孔机构,用于对动铁芯扩孔后的孔位进行铰孔加工,从而进一步提高动铁芯加工孔的精度和光滑度;
18、倒角机构,用于对动铁芯铰孔后的孔位进行倒角加工,提高动铁芯铰孔后孔位的孔口光滑度,从而减少密封塞插入到动铁芯的加工孔中时的摩擦和阻力;
19、打磨机构,用于对动铁芯倒角加工后的孔位进行打磨加工,以提高孔位的光滑度,去除孔位加工产生的毛刺;
20、若干组升降结构,用于安装第一钻孔机构、扩孔机构、铰孔机构、倒角机构以及打磨机构,并带动其上下移动。
21、本发明进一步设置为,所述加工组件还包括:
22、第二钻孔机构,用于对动铁芯的侧壁进行钻孔加工,并使该侧壁的加工孔与动铁芯端面加工出的孔连通;
23、伸缩结构,用于安装所述第二钻孔机构,并带动其靠近动铁芯或者远离动铁芯。
24、本发明进一步设置为,所述密封塞上料组件包括:
25、第一振动盘,用于对密封塞进行送料;
26、涂胶机,用于对密封塞进行涂胶;
27、第一取料结构,用于对第一振动盘上的密封塞进行取料,并将密封塞移动到涂胶组件处进行涂胶,并将涂胶后的密封塞插入到动铁芯的端面孔中。
28、本发明进一步设置为,所述第一移料组件包括第一气动夹爪、第一升降气缸、第一支撑架、第二支撑架和第一驱动电机,所述第二支撑架转动设置在第一支撑架上表面,第一驱动电机安装在第一支撑架下表面,且第一驱动电机的输出轴贯穿第一支撑架并和第二支撑架固定连接,第一气动夹爪和第二支撑架滑动连接,第一升降气缸固定设置在第二支撑架上,且第一升降气缸的伸缩端和第一气动夹爪连接。
29、本发明进一步设置为,所述检测组件包括第一检测机构、第二检测机构和第三检测机构,其中,第一检测机构用于对孔位的孔径进行检测,第二检测机构用于对孔位的光滑度进行检测,第三检测机构用于检测下方的夹具组件中是否含有动铁芯。
30、本发明进一步设置为,所述旋转组件设置有三个,所述第一移料组件设置有两个,所述第二移料组件设置有两个。
31、本发明进一步设置为,第一组所述旋转组件上安装有六组夹具组件,所述动铁芯上料组件、第一钻孔机构、扩孔机构、铰孔机构、第二钻孔机构以及第一组所述第二移料组件依次设置在第一组所述旋转组件外侧,并分别和六组所述夹具组件对应。
32、本发明进一步设置为,第二组所述旋转组件上安装有六组夹具组件,第一组所述第二移料组件、倒角机构、打磨机构、第一检测机构、第二检测机构和第二组所述第二移料组件依次设置在第二组所述旋转组件外侧,并分别和六组所述夹具组件对应。
33、本发明进一步设置为,第三组所述旋转组件上安装有四组夹具组件,第二组所述第二移料组件、第三检测机构、密封塞上料组件和下料组件依次设置在第三组所述旋转组件外侧,并分别和四组所述夹具组件对应。
34、本发明进一步设置为,第一组所述第一移料组件设置在第一组所述旋转组件一侧,且设置在动铁芯上料组件与第一组所述第二移料组件之间,第二组所述第一移料组件设置在第二组所述旋转组件的一侧,且设置在第一组所述第二移料组件以及第二组所述第二移料组件之间,其中,
35、第一组所述第一移料组件,用于将第二移料组件相对应的夹具组件外的防护罩取下,并将该防护罩套在动铁芯上料组件相对应的夹具组件外,
36、第二组所述第一移料组件,用于将第二组所述第二移料组件相对应的夹具组件外的防护罩取下,并将该防护罩套在第一组所述第二移料组件相对应的夹具组件外。
37、本发明进一步设置为,所述动铁芯上料组件包括:
38、第二振动盘,用于对动铁芯进行送料;
39、第二取料结构,用于将第二振动盘上的动铁芯取出并将其放入到夹具组件中。
40、本发明进一步设置为,所述第二移料组件包括第二气动夹爪、第二升降气缸、第三支撑架、第四支撑架和第二驱动电机,所述第四支撑架转动设置在第三支撑架上表面,第二驱动电机安装在第三支撑架下表面,且第二驱动电机的输出轴贯穿第三支撑架并和第四支撑架固定连接,第二气动夹爪和第四支撑架滑动连接,第二升降气缸固定设置在第四支撑架上,且第二升降气缸的伸缩端和第二气动夹爪连接。
41、本发明进一步设置为,所述第二移料组件、下料组件和第一取料结构的结构相同。
42、本发明进一步设置为,所述第二取料结构包括第五支撑架、第一横移气缸、移动板、第三升降气缸和第三气动夹爪,第一横移气缸安装在第五支撑架上,且第一横移气缸的伸缩端和移动板连接,移动板和第五支撑架滑动连接,第三升降气缸安装在移动板上,且第三升降气缸的伸缩端和第三气动夹爪连接,第三气动夹爪和移动板滑动连接。
43、本发明进一步设置为,所述升降结构包括第六支撑架、第四升降气缸和第一承接板,所述第四升降气缸安装在第六支撑架上,且其伸缩端和第一承接板连接,第一钻孔机构、扩孔机构、铰孔机构、倒角机构以及打磨机构分别安装在若干组所述升降结构的第一承接板上。
44、本发明进一步设置为,所述伸缩结构包括第七支撑架、第二横移气缸和第二承接板,所述第二横移气缸安装在第七支撑架上,且其伸缩端和第二承接板连接,第二钻孔机构安装在第二承接板上。
45、本发明进一步设置为,所述夹具组件优选为三爪卡盘。
46、本发明进一步设置为,所述旋转组件优选为回转工作台。
47、本发明进一步设置为,还包括不良品回收箱,安装在第二组所述第一移料组件的一侧,用于对第一检测机构和第二检测机构检测出的不良品进行收集。
48、基于上述一种动铁芯加工设备,本发明还提供了一种动铁芯,包括动铁芯本体和密封塞,动铁芯本体一端的端面开设有安装孔,动铁芯本体的侧壁上开设有和安装孔连通的排气孔,密封塞一端固定粘合在安装孔内。
49、与现有技术相比,本发明提供了一种动铁芯及其加工设备,具备以下有益效果:
50、1、本发明提供一种动铁芯,在动铁芯本体上安装有密封塞,在装配到电磁阀中时,密封塞和电磁阀的通道贴合,提高电磁阀闭合状态下的密封性能,动铁芯本体上开设有供密封塞插入的安装孔,且密封塞和安装孔粘合连接,便于提高安装稳定性,而密封塞插入安装孔的过程中,安装孔中的空气可以从排气孔排出,避免安装孔内压强高影响密封塞插入。
51、2、本发明将动铁芯的加工过程以及动铁芯与密封塞的装配过程所需要用到的机构整合在一起,动铁芯在各工序之间流转,无需额外的人工对其进行搬运、运输等,自动化程度高,人工成本低。
52、3、本发明提供了一种动铁芯加工设备,其中,夹持组件外套设有防护罩,可以对夹持组件进行防护,避免加工过程中产生的铁屑进入到夹持组件中,影响其后续正常使用。
- 还没有人留言评论。精彩留言会获得点赞!