一种高精度摩擦搅拌焊接机的制作方法
本发明涉及摩擦搅拌焊接,具体为一种高精度摩擦搅拌焊接机。
背景技术:
1、摩擦搅拌焊接是一种固态焊接工艺,在工具的旋转和进给作用下,焊接工具的搅拌头将在接头区域内进行机械搅拌。这种搅拌使得金属材料在固态状态下被重组,从而实现接合,主要用于连接铝合金和其他金属材料,尤其是在航空航天、汽车和船舶制造等领域。
2、摩擦搅拌焊接相较于传统焊接方式具有热量分布均匀,可降低材料的热应力和变形,能实现接头强度接近母材的水平,同时由于焊件在固态下连接,避免了熔化过程中的缺陷(如气孔、裂纹等)等优点。
3、操作较为简单、低成本、低变形量、高接头强度的摩擦搅拌焊接成了很多焊接工件的首选焊接方式,但是上述焊接优点主要是针对于焊缝较为平直的工件,在焊接弧形等不规则的焊缝时,摩擦搅拌焊接的优势则无法发挥出来,甚至于无法实现焊接,一般来说,不规则的焊缝通常采用手工电弧焊或气体保护焊进行焊接,这两种焊接方式都能很好地适应各种形状和尺寸的焊缝,并且操作灵活,能够满足不同工艺要求,但是手工电弧焊存在精度不佳,人工强度大,效率低的问题,而气体保护焊受环境、焊接位置以及成本等影响较大,最主要的是由于气体保护焊通常使用较高的热量输入,这可能导致较大的焊接变形,特别是在薄板焊接中;
4、因此如何使用操作较为简单、低成本、低变形量、高接头强度的摩擦搅拌焊接方式实现对焊缝不规整工件的焊接是当下焊接领域所需解决的问题。
5、针对上述问题,急需在原有摩擦搅拌焊接机的基础上进行创新设计。
技术实现思路
1、本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,具体地本发明的目的在于提供一种高精度摩擦搅拌焊接机,以解决上述背景技术提出操作较为简单、低成本、低变形量、高接头强度的摩擦搅拌焊接成了很多焊接工件的首选焊接方式,但是上述焊接优点主要是针对于焊缝较为平直的工件,在焊接弧形等不规则的焊缝时,摩擦搅拌焊接的优势则无法发挥出来,甚至于无法实现焊接的问题。
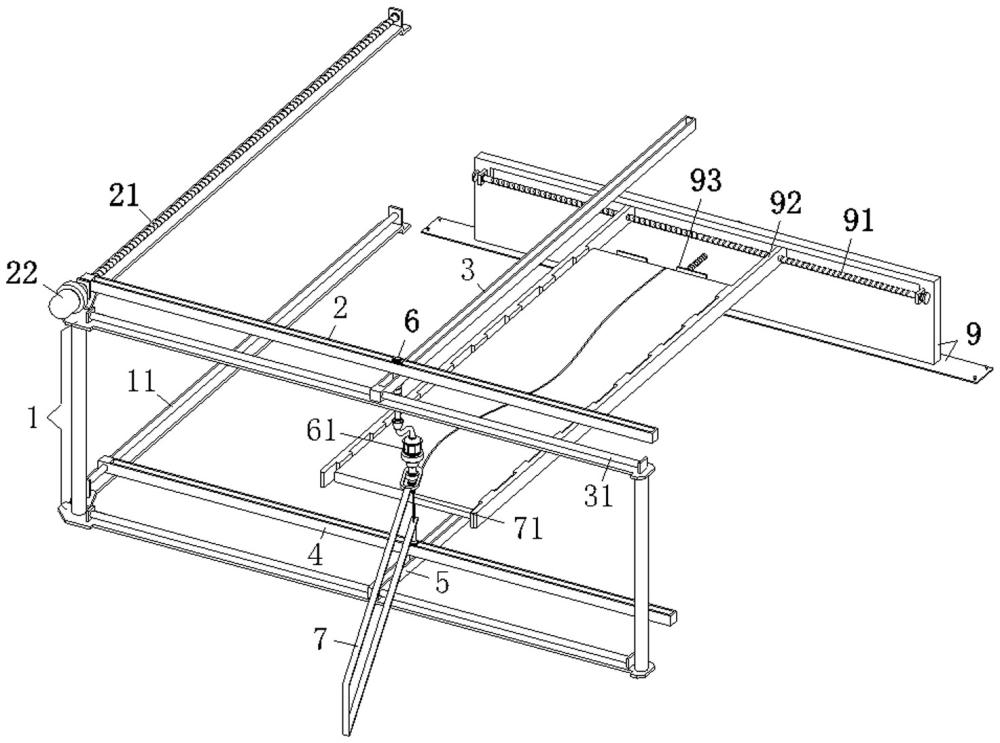
2、为实现上述目的,本发明提供如下技术方案:一种高精度摩擦搅拌焊接机,包括由上直角板和下直角板连接组成的c形机架、与上直角板悬挂式活动连接的搅拌摩擦焊头以及安装于c形机架开口区域内的定位机构,所述搅拌摩擦焊头的非作业端安装有与下直角板伸缩式活动连接且能够依据焊缝自适应偏摆并灵活调节搅拌摩擦焊头焊接方位的纠偏摆件,且纠偏摆件的下端铰接有与下直角板活动连接的伸缩柱。
3、优选的,所述上直角板的两条直角边分别贴合垂直设置有上纵板和上横板,且上纵板的端部螺纹贯穿有安装于上直角板上表面的单向丝杆,并且单向丝杆的端部安装有伺服电机。
4、优选的,所述上横板的端部滑动贯穿有安装于上直角板上表面的上导向柱,且上纵板和上横板为相互贴合的空间错位式垂直分布。
5、优选的,所述上纵板和上横板的内部均贯通开设有滑槽,且上纵板和上横板内部滑槽的空间重叠区域卡合设置有机械臂,所述机械臂的外壁对称固定有贴合于上纵板上表面和上横板下表面的挡环,且机械臂的伸缩调节端连接有高速电机,并且搅拌摩擦焊头与高速电机的输出端连接。
6、优选的,所述搅拌摩擦焊头的外壁轴承安装有环形定位件,且纠偏摆件的端部水平贯穿式设置有插杆,并且插杆的端部与环形定位件侧壁固定连接,所述环形定位件滑动设置于纠偏摆件上端贯通开设的滑轨中;
7、所述插杆的外壁缠绕有第一弹簧,且第一弹簧的一端焊接于插杆的端部,并且第一弹簧的另一端固定于纠偏摆件的外壁。
8、优选的,所述纠偏摆件为u形设置,且纠偏摆件的u形端口之间紧绷式垂直设置有内外两个均位于焊缝中用以定位搅拌摩擦焊头的导正线,并且导正线为耐高温的高强度材质,所述伸缩柱的中轴线与内侧导正线的中轴线重合。
9、优选的,所述下直角板的两条直角边分别贴合垂直设置有下纵板和下横板,且下纵板和下横板的端部均滑动贯穿有安装于下直角板两条直角边上表面的下导向柱。
10、优选的,所述下纵板和下横板为相互贴合的空间错位式垂直分布,且下纵板和下横板的内部均贯通开设有滑槽,并且伸缩柱的下端卡合设置于下纵板和下横板内部滑槽的空间重叠区域;
11、所述伸缩柱的外壁对称固定有贴合于下纵板上表面和下横板下表面的挡环。
12、优选的,所述定位机构包括固定安装的t形板、安装于t形板边侧的双向丝杆以及对称式螺纹安装于双向丝杆外壁上用以夹持工件的侧夹板,所述t形板的侧壁开设有用以限位侧夹板的凹槽,且t形板的中心处螺纹安装有调节杆,且调节杆的端部对称式铰接有用以分别承托两个焊接工件的l形承托板。
13、与现有技术相比,本发明的有益效果是:
14、当工件之间的焊缝为直线形时,两根导正线同步位于直线焊缝中,由于导正线紧绷可以理解为两根细柱体,且两根导正线所组成的面与纠偏摆件平行,因此水平插入直线焊缝中的两根导正线也会使纠偏摆件处于与直线焊缝对直的状态,随后,启动伺服电机,伺服电机驱动单向丝杆旋转,在螺纹作用以及c形机架上表面的贴合限位作用下上纵板会沿着单向丝杆的外壁水平移动,且移动方向与焊缝所在直线平行或者说重合,此时上纵板通过推动机械臂沿着上横板内部的滑槽水平传输同时带动高速电机以及搅拌摩擦焊头沿着直线焊缝水平传输,且在此期间纠偏摆件以及受到纠偏摆件导向的搅拌摩擦焊头均会保持与直线焊缝贴合的水平移动状态不会发生角度偏转,一方面当搅拌摩擦焊头的落料深度调节时,伸缩柱可适应纠偏摆件的高度变化;另一方面伸缩柱可追随纠偏摆件在下纵板和下横板所围成的矩形区域内进行任意移动,以此可实现对直线形焊缝的焊接;
15、当需要焊接不规则弧形焊缝时,同样使两根导正线位于焊接的初始位置,此时由于两根导正线所处在的焊缝为弧形焊缝,两根导正线所在的平面为该区域弧形焊缝的切线位置,因此通过两根导正线延展出来位于同一平面内的纠偏摆件也会偏摆到与该弧形焊缝相切的角度,当纠偏摆件角度发生变化时,纠偏摆件会以内侧导正线和下方伸缩柱的公用中轴线为轴进行偏转,而纠偏摆件偏转时其内部的通槽会适应性的朝着偏摆的方向推动环形定位件,而环形定位件受到机械臂的位置限制不能发生横向移动,因此环形定位件在受到推动作用后会通过搅拌摩擦焊头反推高速电机以及机械臂,从而使得机械臂带动上横板沿着上导向柱的外壁适应性滑动并带动插杆适应性伸缩以满足纠偏摆件的旋转需要;
16、随后,启动伺服电机和高速电机,同理单向丝杆通过上纵板对机械臂以及下方的搅拌摩擦焊头产生沿着焊缝方向的水平推力,但是搅拌摩擦焊头的偏摆角度(纵向位移)由纠偏摆件调控,而纠偏摆件的角度由两根导正线调控,同时两根导正线又会时刻处于与所在弧形焊缝相切的角度,因此外部的u形纠偏摆件会时刻保证与焊缝弧度相切的角度,也就是说搅拌摩擦焊头会时刻处于纠偏摆件与弧形接缝的切点位置,而且两根导正线在沿着焊缝行走时会随着弧形接缝的弧度变化而时刻发生角度变化,因此搅拌摩擦焊头也会在纠偏摆件的迫使下时刻变化切点位置(横向位置),从而使得搅拌摩擦焊头能够严格按照弧形接缝的切点位置移动,焊接精度较高,适用于高精度工件的不规则焊缝连接,且自动化程度较高,能够严格按照弧形接缝的切点位置移动并能够跟随弧度的变化而自适应变化,也能够适应弧形接缝和直线接缝交替的焊缝焊接。
- 还没有人留言评论。精彩留言会获得点赞!