一种用于复杂结构的激光三维体制造装置及方法
本发明涉及激光制造装置及方法,具体涉及一种用于复杂结构的激光三维体制造装置及方法。
背景技术:
1、飞秒激光加工技术几乎可以用于加工半导体、新型显示器件、碳化硅、氮化镓硅pcb/fpc、陶瓷、电动车载玻璃、汽车抬头显示玻璃、lcp/mpi天线、pet薄膜等的切割、钻孔、蚀刻、隐切、玻璃通孔(tgv)、激光开槽(low-k)等,其加工原理为激光聚焦到材料内部后,脉冲能量超过一定阈值时,由于能量密度不同,将会对聚焦区域的材料进行光学着色、折射率变化、微孔洞、微裂纹等永久性的结构改性。飞秒激光加工技术可应用于各种不同功能的光子学微器件制备,例如,飞秒激光调控离子价态变化可应用于可擦重写光存储、飞秒激光诱导介质折射率变化可用于光波导器件制备、飞秒激光诱导的微孔洞可用于三维光子晶体制备、飞秒激光微结构制造可用于微流道制造等。其中,飞秒激光直写光波导是利用飞秒激光辐照透明材料时,调制激光入射功率,引起激光焦点区域材料的折射率增加或降低,使光波在其界面产生全反射而被限制在波导内传播的装置,从而形成三维波导器件;光子晶体则是采用飞秒激光直接诱导微孔进行阵列构造、多束飞秒激光干涉形成周期结构、飞秒激光诱导双光子聚合,从而形成一类由两种或多种介电常数不等的材料呈周期性重复排列构造而成的人造电磁介质材料;在微流道加工方面,利用飞秒激光直写技术并辅以酸溶液腐蚀的方法在透明介质内部精确高效地制备连续的三维微纳通道,能够高精度操控的极微量的液体,从而实现微观化的化学和生物分析系统集成度,比传统的光刻方法更加高效省时。
2、飞秒激光加工技术包括飞秒激光直写加工和飞秒激光多轴扫描式加工:
3、飞秒激光直写依赖于多轴运动平台式加工,将激光单点聚焦,三维复杂结构依靠多轴运动平台带动被加工构件相对运动实现;这种制造系统复杂,成本昂贵,由于是多轴运动平台属于惯性运动组件,其运动速度有限,且多轴运动累积导致运动累积误差将会增大,因此加工效率和精度有待提高。
4、飞秒激光多轴扫描式加工采用二维、三维扫描振镜、压电陶瓷等方式实现光束在空间扫描在材料表面及内部实现三维结构的加工,虽然扫描速率相较于运动平台式有所提高,但基于其机械式控制反射镜实现光束偏转的原理,导致扫描速率依然有限。
技术实现思路
1、为了解决现有飞秒激光加工技术的加工精度低、加工效率低的技术问题,本发明提供了一种用于复杂结构的激光三维体制造装置及方法。
2、为了实现上述目的,完成上述发明构思,本发明采用如下技术方案:
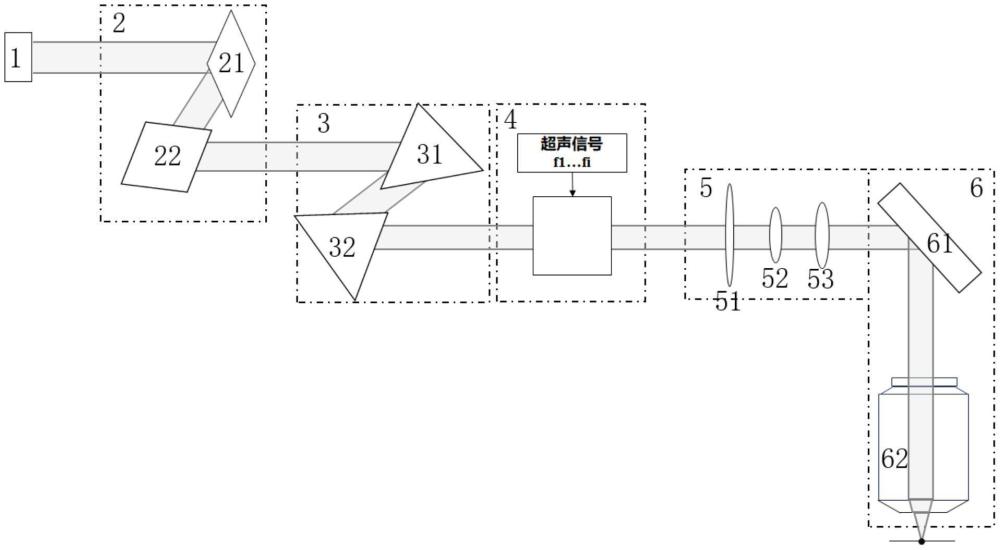
3、一种用于复杂结构的激光三维体制造装置,其特殊之处在于:包括用于发射加工激光的激光源,和沿其出射方向依次设置在加工激光所在光路上的光束位预定单元、色散补偿单元、声光调制单元以及光学中继补偿单元以及显微聚焦单元;
4、所述光束位预定单元用于对加工激光的光轴空间位置进行调整;
5、所述色散补偿单元用于对光轴空间位置调整后的加工激光进行色散补偿;
6、所述声光调制单元用于通过不同和/或相同频率的电信号调幅将色散补偿后的加工激光分为n束子光束,并调整各个子光束的空间位置,n为大于等于1的正整数;
7、所述光学中继补偿单元用于对各个子光束的光程进行调整;
8、所述显微聚焦单元用于对光程调整后的各个子光束进行聚焦。
9、进一步地,所述光束位预定单元包括设置在加工激光所在光路上的第一二维快反扫描镜和第二二维快反扫描镜,以及第一驱动组件;
10、所述第一二维快反扫描镜和第二二维快反扫描镜设置于驱动组件的作用端;
11、所述第一驱动组件用于调整第一二维快反扫描镜和第二二维快反扫描镜的角度及位置。
12、进一步地,所述第一驱动组件包括第一步进电机和第二步进电机;所述第一二维快反扫描镜设置于第一步进电机的作用端;所述第二二维快反扫描镜设置于第二步进电机的作用端;所述第一步进电机用于调整第一二维快反扫描镜的角度及位置;所述第二步进电机用于调整第二二维快反扫描镜的角度及位置;
13、或者,所述第一驱动组件包括第一位移平台、第二位移平台、设置在第一位移平台上的第一压电陶瓷和设置在第二位移平台上的第二压电陶瓷;所述第一二维快反扫描镜设置在第一压电陶瓷的作用端;所述第二二维快反扫描镜设置在第二压电陶瓷的作用端;所述第一压电陶瓷用于调整第一二维快反扫描镜的角度;所述第一位移平台用于调整第一二维快反扫描镜的位置;所述第二压电陶瓷用于调整第二二维快反扫描镜的角度;所述第二位移平台用于调整第二二维快反扫描镜的位置。
14、进一步地,所述声光调制单元包括沿加工激光出射方向依次设置的x方向声光调制器、λ/2波片、y方向声光调制器,以及与x方向声光调制器连接的x方向声光驱动器、与y方向声光调制器连接的y方向声光驱动器、与x方向声光驱动器和y方向声光驱动器分别连接的控制器;
15、所述控制器用于通过x方向声光驱动器向x方向声光调制器加载不同和/或相同大小的第一电信号调幅,使得x方向声光调制器获得不同和/或相同的折射率,从而将加工激光分为多束能量不同和/或相同且在x方向空间位置不同和/或相同第一子光束,所述第一子光束的数量与第一电信号调幅对应;并通过y方向声光驱动器向y方向声光调制器加载不同和/或相同大小的第二电信号调幅,使得y方向声光调制器获得不同和/或相同的折射率,从而将相应数量的第一子光束分为多束能量不同和/或相同且在y方向上的空间位置不同和/或相同的第二子光束,所述第二子光束数量与第二电信号调幅对应;得到n束子光束;
16、所述λ/2波片用于将第一子光束由线偏振光改变为圆偏振光。
17、进一步地,所述x方向声光调制器包括x方向声光晶体和x方向压能换能器;
18、所述x方向声光晶体设置在加工激光所在光路上;
19、所述x方向压能换能器的输入端与x方向声光驱动器的输出端连接,x方向压能换能器粘接在x方向声光晶体上,用于接收不同和/或相同大小的第一电信号调幅,并将其转换成第一机械波场,使得x方向声光晶体随第一机械波场振动,x方向声光晶体的折射率按第一电信号调幅的变化规律而变化,形成第一超声光栅,第一超声光栅对加工激光进行调制,使得加工激光发生不同角度的偏转,从而将其分为多束能量不同和/或相同且在x方向上空间位置不同和/或相同的第一子光束。
20、进一步地,所述y方向声光调制器包括y方向声光晶体和y方向压能换能器;
21、所述y方向声光晶体设置在第一子光束所在光路上;
22、所述y方向压能换能器的输入端与y方向声光驱动器的输出端连接,y方向压能换能器的粘接在y方向声光晶体上,用于接收不同和/或相同大小的第二电信号调幅,并将其转换成第二机械波场,使得y方向声光晶体随第二机械波场振动,y方向声光晶体的折射率按第一电信号调幅的变化规律而变化,形成第二超声光栅,第二超声光栅对相应数量的第一子光束进行调制,使得相应数量的第一子光束发生不同角度的偏转,从而将其分为多束能量不同和/或相同且在y方向上空间位置不同和/或相同的第二子光束;则未分的第一子光束数量与已分的第二子光束数量之和为n。
23、进一步地,所述光学中继补偿单元包括沿子光束出射反向依次设置在子光束所在光路上的第一正焦度透镜、第二驱动组件,以及设置在第二驱动组件作用端的负光焦度透镜和第二正焦度透镜;
24、所述第一正焦度透镜位置固定;
25、所述第二驱动组件用于调整负光焦度透镜和第二正焦度透镜之间的距离。
26、进一步地,所述色散补偿单元包括设置在加工激光所在光路上的第一等边棱镜和第二等边棱镜,以及第三驱动组件;所述第一等边棱镜和第二等边棱镜设置在第三驱动组件的作用端;所述第三驱动组件用于调整第一等边棱镜和第二等边棱镜之间的距离;
27、所述显微聚焦单元包括沿子光束出射方向依次设置在子光束所在光路上的反射镜和聚焦显微物镜;所述反射镜用于将子光束反射至聚焦显微物镜;所述聚焦显微物镜用于对各个子光束分别进行聚焦。
28、一种用于复杂结构的激光三维体制造方法,采用上述的用于复杂结构的激光三维体制造装置,其特征在于,包括以下步骤:
29、步骤1、分析加工需求,根据加工需求确定用于激光加工的子光束数量n以及各个子光束的光斑形态;所述光斑形态包括各个子光束的光斑直径、光程、能量以及空间分布位置;
30、步骤2、启动激光源,激光源发射加工激光,调整光束位预定单元,使得经显微聚焦单元聚焦后的子光束焦点与加工位置对应;调整色散补偿单元,以产生负色散,对加工激光进行脉宽压缩;根据各个子光束的光程调整光学中继补偿单元;根据子光束数量n、光斑直径、能量、空间分布位置,调整声光调制单元的加工参数;
31、步骤3、光束位预定单元接受加工激光,并对其光轴空间位置进行调整;
32、步骤4、色散补偿单元接收位置调整后的加工激光,并对其进行色散补偿;
33、步骤5、声光调制单元接收色散补偿后的加工激光,通过不同和/或相同频率的电信号调幅将色散补偿后的加工激光分为n束子光束,并调整各个子光束的空间位置;
34、步骤6、光学中继补偿单元接收n束子光束,并对各个子光束的光程进行调整;
35、步骤7、显微聚焦单元接收各个子光束,并对其进行聚焦;
36、步骤8、通过聚焦后的n束子光束执行加工。
37、进一步地,步骤2中,所述根据子光束数量n、能量、空间分布位置,调整声光调制单元的加工参数,具体为,根据子光束数量n、光斑直径、能量、空间分布位置,调整控制器通过x方向声光驱动器向x方向声光调制器输出不同和/或相同大小和频率的第一电信号调幅,并调整控制器通过y方向声光驱动器向y方向声光调制器输出不同和/或相同大小和频率的第二电信号调幅;
38、步骤3具体为,光束位预定单元接受加工激光,通过第一驱动组件调整第一二维快反扫描镜和第二二维快反扫描镜的角度及位置,从而对加工激光的光轴空间位置进行调整;
39、步骤4具体为,色散补偿单元接收位置调整后的加工激光,通过第三驱动组件调整第一等边棱镜和第二等边棱镜的间距对加工激光进行色散补偿;
40、步骤5具体为,x方向压能换能器接收多个不同和/或相同大小和频率的第一电信号调幅,并将其转换成第一机械波场,则x方向声光晶体随第一机械波场振动,使得x方向声光晶体的折射率按第一电信号调幅的变化规律而变化,形成第一超声光栅,第一超声光栅对所述加工激光进行调制,使得加工激光发生不同角度的偏转,从而将其分为多束能量不同和/或相同且在x方向上空间位置不同和/或相同的第一子光束,所述第一子光束与第一电信号调幅对应;
41、所述第一子光束经过λ/2波片作用,由线偏振光改变为圆偏振光;
42、y方向压能换能器接收多个不同和/或相同大小和频率的第二电信号调幅,并将其转换成第二机械波场,则y方向声光晶体随第二机械波场振动,使得y方向声光晶体的折射率按第二电信号调幅的变化规律而变化,形成第二超声光栅,第二超声光栅对相应数量的第一子光束进行调制,使得相应数量的第一子光束分为多束能量不同和/或相同且在y方向上空间位置不同和/或相同的第二子光束,第二子光束的数量与第二电信号调幅对应;则未分的第一子光束数量与已分的第二子光束数量之和为n;
43、步骤6具体为,光学中继补偿单元接收子光束,通过第二驱动组件调整负光焦度透镜和第二正焦度透镜之间的距离,从而改变各个子光束的光程;
44、步骤7具体为,反射镜将各个子光束反射至聚焦显微物镜,聚焦显微物镜对各个子光束分别进行聚焦。
45、本发明的有益效果:
46、1、本发明提供的用于复杂结构的激光三维体制造装置及方法,通过光束位预定单元和光学中继补偿单元能够精准的控制加工激光的加工位置,提高加工精度;此外,该装置还设置了声光调制单元,能够通过加载不同和/或相同频率的电信号调幅,控制子光束的数量及空间位置,通过各个子光束之间的空间位置调整,形成不同形状(方形、梯形、圆形等)、不同光斑尺寸、以及不同能量分布(匀化、高斯)的合成光场用于激光加工,提高了激光加工效率及加工质量。
47、2、本发明提供的用于复杂结构的激光三维体制造装置及方法,可以在不依赖多轴运动平台下实现复杂微细结构的三维体制造,提高了激光加工的灵活性和便捷性;现有的三维形貌激光加工技术,尤其是材料内部加工,均需要依赖多轴运动平台的空间运动实现;本发明通过声光调制单元调整子光束的数量、能量以及空间位置,避免了复杂轨迹编程过程。
48、3、现有的激光制造装置对于如椭圆或者束腰状等复杂形貌结构,加工激光需要在空间反复走轨迹加工,无法一次成型,尤其是材料内部结构的加工,材料同样位置需要被辐照多次,导致激光热影响严重。本发明提供的用于复杂结构的飞秒激光三维体制造装置及方法,只需加工一次,极大程度的抑制材料表面的热效应(重铸、裂纹、再结晶等),降低了材料表面的粗糙度,大幅提高了加工效率及品质。
49、4、本发明设置了能够调整各个子光束的空间位置的声光调制单元,只需引入一维运动平台便可实现三维加工,累积误差小。尤其是对于激光内部三维加工时,采用多轴运动会由于其空间运动会引入不同厚度的等效玻璃平板,然后对焦点在材料内部的空间位置误差也随之是个变量,这就引入了一个材料内部焦点理论位置与实际焦点位置的变动误差,导致最终加工的形貌产生误差,而本发明提供的激光加工装置及方法在材料每部的焦点位置是不变的,通过改变焦斑尺寸实现复杂形貌制备,误差源少,精度高。
- 还没有人留言评论。精彩留言会获得点赞!