一种铝型材挤压模具的预热装置及其使用方法与流程
本发明涉及铝型材应用,特别是涉及一种铝型材挤压模具的预热装置及其使用方法。
背景技术:
1、铝型材挤压模具的预热装置在铝型材生产中起着至关重要的作用,它确保了模具在挤压过程中达到适当的工作温度,从而提高生产效率和产品质量。
2、现有的铝型材在进行挤压时,需要对挤压模具进行预热加工,而传统的预热加工是需要将多个挤压模具放在预热炉中进行预热,从而在对使用中的模具进行更换时,需要人工的搬运操作,增加了工作人员的劳动强度并降低了整个加工过程的生产效率,因此,本发明提出了一种铝型材挤压模具的预热装置及其使用方法。
技术实现思路
1、本发明所要解决的技术问题是提供一种铝型材挤压模具的预热装置及其使用方法,通过在挤压筒端面的安装板侧壁对称转动设置有两个装有挤压模具的预热安装座,使得挤压模具在需要更换时快速的操作,提高铝型材的生产效率,并且在安装板上设置有起吊机构,使其在需要更换挤压模具时对安装座的吊起,降低工作人员的劳动强度,提高更换效率,同时利用定位组件能够对更换后的挤压模具进行位置的定位固定,保证其在挤压过程中的稳定性。
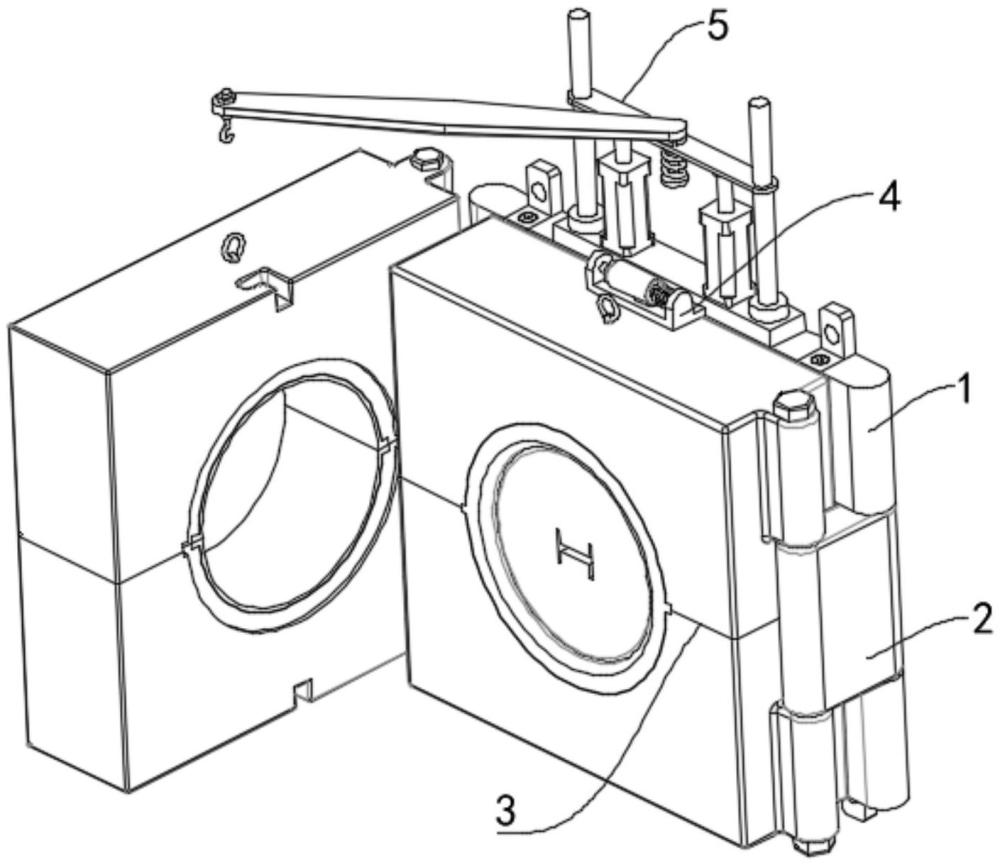
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种铝型材挤压模具的预热装置,包括安装板,用于将挤压模具连接在外部的挤压筒上,所述转动架转动连接于安装板的侧壁,实现对安装座的转动操作,所述安装座可拆卸地安装在转动架上,用于对装入的挤压模具进行固定预热,两个所述定位组件螺栓连接于安装板的顶部和底部,用于对安装座进行定位固定,所述起吊机构螺栓连接于安装板的顶部,用于对需要拆卸的安装座进行吊起。
3、本发明进一步设置为:所述安装板的前部靠近侧壁位置对称螺栓连接有安装条,且两个安装条均呈u型设置。
4、通过上述技术方案,便于使用安装条将整个安装板进行安装固定。
5、本发明进一步设置为:所述安装座为两部分设置,包括安装架a和安装架b,所述安装架a和安装架b的相反壁均开设有l型槽,且两个l型槽分别与两个定位组件呈活动连接,所述安装架a和安装架b的侧壁分别套接于转动架顶部和底部设置的连接轴,且分别通过螺纹连接在连接轴端面的锁紧螺栓呈锁紧设置,所述安装架a和安装架b的相对面弧形槽内部均安装有加热组件,所述安装架a和安装架b的相对面卡合连接有模座,所述模座的内部安装有模具本体。
6、通过上述技术方案,使用安装架a和安装架b能够将内部的模座进行安装固定,从而对内部的模具本体进行固定,同时使用内部的加热组件能够对内部的模具本体进行预热处理,且通侧部的转动架能够进行转动式的安装或拆卸。
7、本发明进一步设置为:所述安装架a的顶部中心处螺纹连接有吊环,所述安装架a通过其底部靠近一侧设置的定位轴a插入于安装架b顶部开设的定位孔b内部,所述安装架b通过其底部靠近一侧开设的定位轴b插入于安装架a底部开设的定位孔a的内部。
8、通过上述技术方案,利用吊环方便对其进行拆卸时的吊起,同时使用内部的定位轴a和定位轴a能够使得安装架a和安装架b在安装时的定位固定,提高连接时的稳定性。
9、本发明进一步设置为:所述加热组件包括半圆弧设置的石墨卡架,且石墨卡架的内弧壁贴合于模座的外壁,所述石墨卡架的外弧壁贴合设置有多个加热圈。
10、通过上述技术方案,利用加热圈的高温,通过石墨卡架能够将高温进行均匀的传递,使其保证模具本体能够均匀的缓慢受热,使其保持在一定的温度范围内。
11、本发明进一步设置为:所述模座的侧壁对称固定连接有定位块,且通过定位块卡合连接于安装架a和安装架b相对面开设的定位槽内部。
12、通过上述技术方案,便于对模具本体进行安装时,其能够通过模座侧壁的定位块定位卡合在定位槽的内部,从而能够保证模具本体在安装时的位置调整固定。
13、本发明进一步设置为:所述定位组件包括定位板,所述定位板的顶部靠近一侧固定连接有滑轴,所述滑轴的外壁包裹设置有弹簧a,所述滑轴的外壁滑动连接有滑座,且滑座端面抵紧于弹簧a,所述滑轴的外壁靠近端面位置螺纹连接有调节螺母,且调节螺母挤压于滑座的端面。
14、通过上述技术方案,便于使用调节螺母在滑轴上螺纹移动,从而推动滑座进行滑动,使得底部的限位轴能够卡合进l型槽的内部,从而能够对安装座进行位置的定位固定,同时利用被压缩后的弹簧a对拆卸时的限位轴进行快速的复位操作。
15、本发明进一步设置为:所述滑座通过其内壁设置的滑条滑动连接于滑轴顶部开设的滑槽内部,所述滑座的底部固定连接有限位轴,且限位轴贯穿定位板顶部开设的活动槽,且端面延伸至l型槽的内部。
16、通过上述技术方案,便于限位轴对安装后的安装座进行限位固定,使其在挤压的过程中能够保持稳定,提高铝型材的挤压质量。
17、本发明进一步设置为:所述起吊机构包括安装在安装板顶部的固定板,所述固定板的顶部靠近中部位置对称螺栓连接有液压缸,所述液压缸的驱动杆端面螺栓连接有升降板,所述升降板靠近端面位置对称滑动连接有导杆,所述升降板的顶部中心处固定连接有限位块,所述升降板的中心处贯穿设置有稳定杆,所述稳定杆的外壁包裹设置有弹簧b,所述稳定杆的底部固定连接有限位板,所述稳定杆的顶部固定连接有曲杆,所述曲杆的端面螺栓连接有挂钩,所述曲杆通过其底部设置的加强筋卡合连接于限位块顶部开设的限位槽内部。
18、通过上述技术方案,将曲杆抬起,使其通过底部的限位板将弹簧b抵紧在升降板的底部并对其压缩,接着转动曲杆使得底部的加强筋对应安装在其中一个的限位槽的内部,接着将挂钩挂在安装架a顶部所设置的吊环内,拆卸安装架a上的锁紧螺栓,并且启动液压缸,其驱动杆带动升降板在导杆上进行稳定的滑动,从而使得安装架a逐渐脱离安装架b。
19、另一方面提供一种铝型材挤压模具的预热装置使用方法,包括以下步骤:
20、s1、首先将曲杆抬起,使其通过底部的限位板将弹簧b抵紧在升降板的底部并对其压缩,接着转动曲杆使得底部的加强筋对应安装在其中一个的限位槽的内部;
21、s2、接着将挂钩挂在安装架a顶部所设置的吊环内,拆卸安装架a上的锁紧螺栓,并且启动液压缸,其驱动杆带动升降板在导杆上进行稳定的滑动,从而使得安装架a逐渐脱离安装架b;
22、s3、接着将内部的模座携带模具本体进行驱动,并且更换新的模具本体;
23、s4、接着将模座通过其侧壁设置的定位块定位安装在安装架b顶部开设的定位槽内部;
24、s5、接着再次启动液压缸,使得升降板下降复位,从而使得吊起的安装架a下降,分别通过安装架a上的定位轴a和安装架b上的定位轴b对应插入于定位孔b和定位孔a,实现对模座的安装固定,并取下挂钩;
25、s6、接着启动内部的加热圈,其产生的高温通过石墨卡架均匀的传递给模座,而模座将高温均匀的传递到模具本体上,实现预热的功能;
26、s7、接着对定位组件上的调节螺母松动,利用弹簧a的压缩复位弹性,使得滑座带动限位轴远离底部的l型槽,便可将使用中的安装座携带模具本体在转动架上进行90度转动;
27、s8、接着将预先组装好的安装座进行转动,使其侧壁贴合于安装板,同时l型槽对应于限位轴;
28、s9、最后在对调节螺母进行转动,使得滑座在滑轴上滑动,使其带动底部的限位轴移动到l型槽的拐角处,实现对整个安装座的固定,而另一个拆卸后的安装座便可再次更换需要后续使用的模具本体并对其进行预热加工。
29、本发明的有益效果如下:
30、1.本发明提出的一种铝型材挤压模具的预热装置及其使用方法通过在挤压筒端面的安装板侧壁对称转动设置有两个装有挤压模具的预热安装座,使得挤压模具在需要更换时快速的操作,提高铝型材的生产效率;
31、2.本发明提出的一种铝型材挤压模具的预热装置及其使用方法通过在安装板上设置有起吊机构,使其在需要更换挤压模具时对安装座的吊起,降低工作人员的劳动强度,提高更换效率,同时利用定位组件能够对更换后的挤压模具进行位置的定位固定,保证其在挤压过程中的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!