一种管道外壁焊接方法、系统及焊接设备与流程
本发明涉及焊接的领域,尤其是涉及一种管道外壁焊接方法、系统及焊接设备。
背景技术:
1、管道外壁焊接是一种常见的焊接工艺,主要是指在管道的外侧进行的焊接作业。
2、现有技术中,在对管道的外壁进行焊接时,通常需要将切割好的板材弯曲成需要的管道形状,再对需要焊接的地方进行点焊,而点焊的位置通常会根据工作人员的经验自行选择点焊位置。
3、针对上述中的相关技术,通过工作人员的经验来选取的点焊位置,容易出现点焊位置过多的情况,使得增加了焊接材料的损耗以及焊接的工作时间,进而降低了工作效率,有待改进。
技术实现思路
1、为了减少焊接材料的损耗以及焊接的工作时间,提高工作效率,本发明提供一种管道外壁焊接方法、系统及焊接设备。
2、第一方面,本发明提供一种管道外壁焊接方法,采用如下的技术方案:
3、一种管道外壁焊接方法,包括:
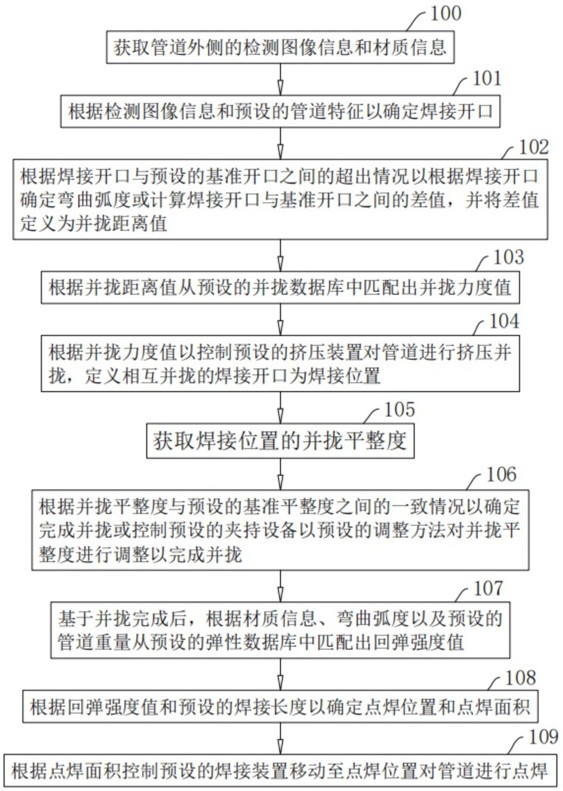
4、获取管道外侧的检测图像信息和材质信息;
5、根据检测图像信息和预设的管道特征以确定焊接开口;
6、根据焊接开口与预设的基准开口之间的超出情况以根据焊接开口确定弯曲弧度或计算焊接开口与基准开口之间的差值,并将差值定义为并拢距离值;
7、根据并拢距离值从预设的并拢数据库中匹配出并拢力度值;
8、根据并拢力度值以控制预设的挤压装置对管道进行挤压并拢,定义相互并拢的焊接开口为焊接位置;
9、获取焊接位置的并拢平整度;
10、根据并拢平整度与预设的基准平整度之间的一致情况以确定完成并拢或控制预设的夹持设备以预设的调整方法对并拢平整度进行调整以完成并拢;
11、基于并拢完成后,根据材质信息、弯曲弧度以及预设的管道重量从预设的弹性数据库中匹配出回弹强度值;
12、根据回弹强度值和预设的焊接长度以确定点焊位置和点焊面积;
13、根据点焊面积控制预设的焊接装置移动至点焊位置对管道进行点焊。
14、通过采用上述技术方案,通过了解焊接开口与基准开口之间的超出情况,来知晓焊接开口的合格情况。当不合格时,通过计算出的并拢距离值来匹配出并拢力度值,并对焊接开口进行并拢,使得焊接开口合格。再通过了解并拢平整度与基准平整度之间的一致情况,来知晓是否需要对焊接位置进行调整。当需要调整时,通过控制夹持设备以调整方法对并拢平整度进行调整。最后通过得知回弹强度值和焊接长度来知晓点焊位置和点焊面积,进而进行点焊。提高焊接的工作效率。
15、可选的,点焊后的校验方法包括:
16、基于完成点焊后,获取挤压装置对管道进行挤压并拢时的实时压力值;
17、计算并拢力度值与实时压力值之间的差值,并将差值定义为回弹压力值;
18、根据回弹压力值与预设的基准压力值之间的大小关系以确定完成点焊或获取管道图像信息;
19、根据管道图像信息与预设的基准点焊特征以确定点焊缺陷特征;
20、根据管道图像信息和点焊缺陷特征以确定点焊缺陷坐标和点焊缺陷数量;
21、根据点焊缺陷数量以确定补焊方法;
22、根据补焊方法以控制焊接装置对点焊缺陷坐标进行补焊。
23、通过采用上述技术方案,通过了解回弹压力值与基准压力值之间的大小关系,来知晓点焊的完成状态。当点焊没有完成时,通过了解点焊缺陷特征和管道图像信息,来知晓点焊缺陷坐标和点焊缺陷数量,进而知晓补焊方法,并以补焊方法对点焊缺陷坐标进行补焊。以避免焊接时,因点焊不稳定而出现的安全隐患,提高焊接时的安全性。
24、可选的,点焊完成后的处理方法包括:
25、基于完成点焊后,获取点焊图像信息;
26、根据点焊图像信息从预设的点焊数据库中识别出虚拟点焊位置并标注;
27、获取焊接装置位置;
28、根据焊接装置位置与虚拟点焊位置之间的一致情况以控制焊接装置基于当前虚拟点焊位置向另一虚拟点焊位置方向焊接或控制焊接装置向虚拟点焊位置移动;
29、根据焊接装置位置与点焊位置之间的一致情况以控制焊接装置停止焊接并跳过点焊位置继续向另一虚拟点焊位置方向焊接或继续焊接;
30、根据焊接装置位置与另一虚拟点焊位置之间的一致情况以确定继续焊接或完成焊接。
31、通过采用上述技术方案,通过获取点焊图像信息,来识别并标注出虚拟点焊位置。再通过了解焊接装置位置与虚拟点焊位置之间的一致情况,来知晓焊接装置的到位情况。当焊接装置到位后,控制焊接装置基于当前虚拟点焊位置向另一虚拟点焊位置方向焊接,且当焊接装置位置与点焊位置一致时,控制焊接装置停止焊接并跳过点焊位置继续向另一虚拟点焊位置方向焊接,直至焊接装置位置与另一虚拟点焊位置一致以完成焊接。减少焊接材料的使用。
32、可选的,点焊完成后的补焊方法包括:
33、判断点焊缺陷数量是否大于预设的基准缺陷数量;
34、若点焊缺陷数量大于基准缺陷数量,则根据焊接装置位置与点焊缺陷坐标之间的一致情况以确定继续移动或对点焊缺陷特征所对应的点焊缺陷坐标进行点焊;
35、若点焊缺陷数量不大于基准缺陷数量,则定义点焊缺陷坐标为保持焊接位置;
36、基于焊接装置位置与点焊位置一致时,控制焊接装置停止焊接并跳过点焊位置继续向另一虚拟点焊位置方向焊接;
37、基于焊接装置位置与保持焊接位置一致时,控制焊接装置继续向另一虚拟点焊位置方向焊接;
38、基于焊接装置位置与另一虚拟点焊位置一致时,控制焊接装置停止焊接以完成焊接。
39、通过采用上述技术方案,通过了解点焊缺陷数量与基准缺陷数量之间的大小关系,来知晓对缺陷的补焊方法。当点焊缺陷数量大于基准缺陷数量,则说明点焊缺陷数量过多,需要对点焊缺陷坐标重新进行点焊。当点焊缺陷数量不大于基准缺陷数量,则说明点焊缺陷数量不多,可以在对管道进行连续焊接的同时,对点焊缺陷坐标进行焊接。以此针对不同点焊缺陷数量进行相应的补焊方法,进一步提高工作效率。
40、可选的,点焊前的准备方法包括:
41、获取管道的管道参数和焊接装置的焊接下压力;
42、根据管道参数以确定管道尺寸、夹持位置以及基准承受力;
43、根据管道尺寸以确定夹具尺寸,并控制夹具尺寸所对应的夹持装置移动至夹持位置;
44、获取夹持装置位置,并根据夹持装置位置与夹持位置之间的一致情况以确定继续移动或完成移动;
45、基于完成移动后,根据材质信息和回弹强度值以确定夹持压力值;
46、根据夹持压力值以控制夹持装置对管道进行夹持;
47、计算焊接下压力与基准承受力的差值并作为顶升力度值,并判断顶升力度值是否大于零;
48、若顶升力度值不大于零,则控制焊接装置对管道外侧的焊接位置进行焊接;
49、若顶升力度值大于零,则根据焊接位置以确定顶升位置;
50、根据顶升位置控制预设的顶升装置以顶升力度值对焊接位置进行顶升,并于顶升后,控制焊接装置对管道外侧的焊接位置进行焊接。
51、通过采用上述技术方案,通过了解管道的管道尺寸、夹持位置以及基准承受力,来匹配出对应的夹持装置。再通过了解夹持装置位置与夹持位置之间的一致情况,来知晓夹持装置的到位情况。当夹持装置到位后,通过得知夹持压力值来控制夹持装置对管道进行夹持,以方便后续步骤。再通过了解计算出的顶升力度值的大小情况,来知晓焊接时焊接装置是否会对管道造成形变。当会造成形变时,通过控制顶升装置以顶升力度值对焊接位置进行顶升,以此来避免出现形变的问题,进而减小焊接时出现的差错,提高焊接效率。
52、可选的,调整方法包括:
53、基于并拢平整度与预设的基准平整度不一致时,控制预设的扫描装置对焊接位置进行扫描以得到扫描结果;
54、基于扫描结果与预设的单端异常特征一致时,根据扫描结果以确定单端异常位置和单端异常差值;
55、根据单端异常差值从预设的修正数据库中匹配出单端调整参数;
56、根据单端异常位置控制预设的固定装置对单端异常位置的另一端进行夹持固定;
57、于固定后,根据单端调整参数以控制预设的机械臂对单端异常位置进行夹持调整;
58、基于扫描结果与预设的双端异常特征一致时,根据扫描结果以确定双端异常差值;
59、根据双端异常差值从修正数据库中匹配出双端调整参数;
60、根据双端调整参数以控制机械臂对双端异常位置进行夹持调整。
61、通过采用上述技术方案,通过了解扫描结果,来针对不同结果进行调整。当为单端异常时,通过使用固定装置对单端异常位置的另一端进行夹持固定,再对单端异常位置进行夹持调整。当为双端异常时,通过匹配出的双端调整参数来对双端异常位置进行夹持调整。以此减少对异常的处理时间,提高工作效率。
62、可选的,扫描结果与单端异常特征一致时的调整方法还包括:
63、基于扫描结果与单端异常特征一致时,获取异常图像信息;
64、根据异常图像信息与单端异常特征以确定翘起特征位置;
65、基于翘起特征位置以确定平整结束位置;
66、控制焊接装置对单端异常特征所对应的虚拟点焊位置的另一端虚拟点焊位置向平整结束位置方向进行焊接;
67、根据焊接装置位置与平整结束位置之间的一致情况以确定继续焊接或停止焊接;
68、基于停止焊接后,控制预设的加热装置以预设的加热温度对翘起特征位置进行加热;
69、基于加热后,控制预设的机械臂对翘起特征位置进行夹持调整,并更新异常图像信息;
70、根据更新后的异常图像信息与单端异常特征之间的包含关系以确定完成调整或更新翘起特征位置。
71、通过采用上述技术方案,当扫描结果为单端异常时,通过知晓平整结束位置,来控制焊接装置从虚拟点焊位置向平整结束位置方向进行焊接。停止焊接后,控制加热装置对管道进行加热,再对翘起特征位置进行夹持调整。以此减少调整时机械臂的能源消耗,方便焊接开口进行并拢。
72、可选的,还包括:
73、获取预设的放置装置内的重量分布信息;
74、根据重量分布信息与预设的基准分布信息之间的一致情况以确定继续获取重量分布信息或根据重量分布信息以确定调整矢量;
75、根据调整矢量以控制预设的旋转装置对管道进行旋转调整;
76、基于旋转调整后,控制焊接装置对点焊位置进行点焊,并于点焊完成后,更新重量分布信息;
77、根据更新后的重量分布信息与基准分布信息之间的一致情况以确定获取点焊图像信息或根据更新后的重量分布信息以更新调整矢量,并基于更新后的调整矢量控制旋转装置对管道进行旋转调整;
78、基于获取点焊图像信息,当焊接装置位置与点焊位置一致时,再次更新重量分布信息。
79、通过采用上述技术方案,通过了解重量分布信息与基准分布信息之间的一致情况,来知晓放置装置内的管道的放置情况。当放置出现异常时,通过重量分布信息来知晓调整矢量,并控制旋转装置对管道进行旋转调整。再对焊接装置对进行点焊以及连续焊接后,由于重量发生改变,因此需更新重量分布信息与基准分布信息之间的一致情况,进而对出现放置出现异常时的管道进行调整,且点焊位置和焊接位置需同步调整。减少焊接的失误率。
80、第二方面,本技术提供一种管道外壁焊接系统,采用如下的技术方案:
81、一种管道外壁焊接系统,包括:
82、获取模块,用于获取检测图像信息、材质信息、并拢平整度、实时压力值、管道图像信息、点焊图像信息、焊接装置位置、管道参数、焊接下压力、夹持装置位置、异常图像信息以及重量分布信息;
83、存储器,用于存储上述任一种管道外壁焊接方法的程序;
84、处理器,存储器中的程序能够被处理器加载执行且实现上述任一种管道外壁焊接方法。
85、第三方面,本技术提供一种焊接设备,采用如下的技术方案:
86、一种焊接设备,包括存储器和处理器,存储器上存储有能够被处理器加载并执行上述任一种管道外壁焊接方法的计算机程序。
87、通过采用上述技术方案,通过对焊接开口与基准开口之间的超出情况的了解,来知晓焊接开口的合格情况。当不合格时,计算出并拢距离值,以此来匹配出并拢力度值,对焊接开口进行并拢,使得焊接开口合格。再通过对并拢平整度与基准平整度之间的一致情况的了解,来知晓是否需要对焊接位置进行调整。当需要调整时,通过控制夹持设备以调整方法对并拢平整度进行调整。最后通过得知回弹强度值来知晓点焊位置和点焊面积,进而进行点焊。提高焊接的工作效率。
88、综上所述,本技术包括以下至少一种有益技术效果:
89、1.通过夹持设备对焊接开口进行调整,再通过回弹强度值来知晓点焊位置和点焊面积,进而进行点焊。提高焊接的工作效率;
90、2.通过针对不同点焊缺陷数量进行相应的补焊方法,进一步提高工作效率;
91、3.当放置装置内管道的放置出现异常时,通过重量分布信息来知晓调整矢量,并控制旋转装置对管道进行旋转调整,减少焊接的失误率。
- 还没有人留言评论。精彩留言会获得点赞!