一种金属罐胀方压筋一体成型装置的制作方法
本技术涉及金属制罐,具体涉及一种金属罐胀方压筋一体成型装置。
背景技术:
1、在金属方罐成型加工的诸多工序中,胀方和压筋是必不可少的两个工序。
2、传统的金属方罐的罐身成型加工过程中,需要先利用胀方模具先将圆柱形罐身胀方成方形罐身,然后再将胀方后的罐身输送至压筋模具中进行压筋。即传统的制罐设备需要两套模具分别完成胀方和压筋这两道工序动作,因此这样的制罐设备因为较多的工序而导致加工效率不高,同时工序较多会增大次品率,增大了生产成本,不利于经济效益。
技术实现思路
1、本实用新型的目的在于针对现有技术中金属方罐的罐身成型加工过程中,需要两套模具分别完成胀方和压筋这两道工序动作,导致加工效率不高,同时工会增大次品率,增大了生产成本,不利于经济效益的现象,本实用新型提供一种金属罐胀方压筋一体成型装置。
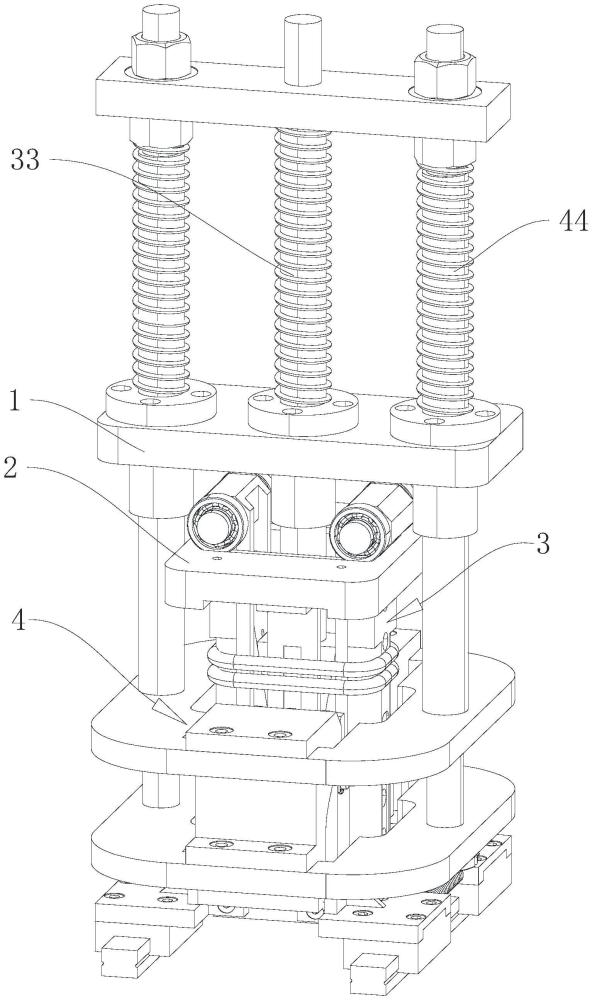
2、本实用新型采用的技术方案是:一种金属罐胀方压筋一体成型装置,包括:
3、定位座;
4、固定座,设于所述定位座的正下方,且与所述定位座之间存在间隙;
5、胀方模机构,包括两个竖直设于固定座的底侧的胀方模、可升降设于两个所述胀方模之间的楔块以及用于驱动楔块相对胀方模竖直升降的胀方模传动杆,两个所述胀方模呈相对设置,且两个所述胀方模滑动设于固定座的底侧,所述楔块的两侧分别与两个胀方模滑移配合,所述胀方模传动杆的底端穿过定位座和固定座后固定连接于楔块,且所述胀方模传动杆驱动楔块竖直下降时,楔块能够将两个所述胀方模撑开,以完成对金属罐胚的胀方动作;以及
6、压筋模机构,包括两个对称设于胀方模外的压筋模、与压筋模的外侧滚动配合的压筋块、与压筋块固定连接的限位环以及用于驱动限位环竖直下降的压筋模传动杆,两个所述压筋模分别位于两个胀方模外侧,且两个所述压筋模能够朝靠近或远离胀方模的方向移动,所述压筋块的数量为两个,两个所述压筋块分别位于两个压筋模背离胀方模的一侧,所述压筋块上设有导向面,所述导向面从下到上分别为竖直段和倾斜段,所述压筋模的外侧设有与导向面滚动配合的滚轮,所述压筋模传动杆的底端穿过固定座后固定连接于限位环,当所述限位环相对压筋模竖直下降时,在滚轮与导向面的配合下驱动两个所述压筋模朝靠近胀方模的方向移动,以完成对金属罐胚的压筋动作。
7、优选的,两个所述胀方模相对的一侧均设置有导向块,两个所述导向块呈对称设置,两个所述导向块相互朝向的一侧上均设置有倾斜向下的第一斜面,所述楔块的两侧均设置有与第一斜面配合的第二斜面。
8、优选的,所述导向块与第二斜面的数量均为两组,其中,两组所述导向块对称设置于胀方模的上下两端,两组所述第二斜面对称设于楔块的上下两端。
9、优选的,所述固定座的中部开设有通孔,所述胀方模传动杆的底端穿过通孔后连接于楔块,两个所述胀方模的顶端向上穿过通孔后突出于固定座的顶面,两个所述胀方膜的顶端均设置有连接轴,所述连接轴的两端均设置有滚动轴承,所述滚动轴承滚动连接于固定座的顶面,且所述固定座上开设有用于限制滚动轴承的移动轨迹的限位槽。
10、优选的,两个所述胀方模外套设有拉簧,所述胀方模外开设有用于定位拉簧的定位槽,且所述拉簧用于使两个胀方模被楔块撑开后能够自动复位。
11、优选的,所述压筋模包括压筋外模和压筋内模,所述压筋内模上部与固定座底部固定连接,所述压筋内模背离压筋外模的一面始终与楔块的非第二斜面的侧壁接触并可相对滑动,所述滚轮固定设于压筋外模背离压筋内模的一侧上部,所述压筋内模朝向压筋外模的一侧设置有压筋槽,所述压筋外模朝向压筋内模的一侧设置有与压筋槽配合的压筋凸条,且所述压筋凸条与压筋槽分别抵接于金属罐胚的外壁和内壁并配合对金属罐胚进行压筋。
12、优选的,所述压筋模机构还包括直线导轨,所述直线导轨的数量为两条,两条所述直线导轨对称设置于压筋模的底侧的两端,两个所述压筋模的底侧的两端均设置有与直线导轨滑移配合的第一滑块和第二滑块,且两个所述第一滑块与两个所述第二滑块之间均设置有弹簧,以使两个所述压筋模朝靠近胀方模的方向移动后能够自动复位。
13、优选的,所述压筋块一体成型有第一凸沿和第二凸沿,所述第一凸沿和第二凸沿均位于压筋块背离压筋模的一侧,且所述第一凸沿位于压筋块的顶部,所述第二凸沿位于压筋块的中部,所述限位环的数量为两个,且两个所述限位环分别固定连接于第一凸沿和第二凸沿。
14、优选的,所述压筋模传动杆的数量为两根,两根所述压筋模传动杆对称设于胀方模传动杆的两侧,两根所述压筋模传动杆穿过固定座后分别固定连接于限位环的两侧,且所述压筋模传动杆和胀方模传动杆的顶部设置有用于驱动压筋模传动杆和胀方模传动杆同步升降的同步压板。
15、优选的,所述定位座上设置有三个铜套,三个所述铜套分别与两根压筋模传动杆和胀方模传动杆一一对应,且三个所述铜套分别用于对两根压筋模传动杆和胀方模传动杆进行导向。
16、采用上述技术方案后,本实用新型有益效果为:
17、1、本技术在使用时,首先将未胀方压筋的圆柱形罐胚送入胀方模处,使两个胀方模均容置于圆柱形罐胚内,且两个压筋模位于圆柱形罐胚的外侧,通过驱动胀方模传动杆动作,带动楔块相对胀方模竖直升降,从而将两个胀方模撑开,即胀方模朝相互远离的方向移动,进而完成对圆柱形罐胚的胀方动作。通过驱动压筋模传动杆动作,带动压筋模限位环竖直下降,即带动压筋块相对压筋模竖直下降,此时在压筋模上的滚轮与压筋块上的导向面的配合下,两个压筋模朝靠近胀方模的方向移动,使两个压筋模的内侧分别抵接于圆柱形罐胚的侧壁,由于此时两个胀方模分别对圆柱形罐胚内壁的两侧进行支撑,当两个压筋模分别抵接于圆柱形罐胚的两个外侧壁时,两个压筋模与两个胀方模配合完成对圆柱形罐胚的压筋动作。相较于传统的金属方罐罐身成型加工,本技术只需一套模具即可完成胀方和压筋动作,提高了生产效率,且由于减少了工序步骤,减少了次品率,提高了经济效益;
18、2、本技术通过同步压板的设置,能够实现同步驱动胀方模传动杆和压筋模传动杆同步升降,使楔块和限位环同步下降,从而使楔块驱动两个胀方模张开的同时限位环也在驱动压筋块与压筋模接触,由于导向面的竖直段和倾斜段的设置,使楔块驱动两个胀方模张开时压筋块外的滚轮与导向面上的竖直段抵接,此时两个压筋块位置保持不变,当胀方模完成对圆柱形罐胚的胀方动作后,通过同步压板继续驱动胀方模传动杆和压筋模传动杆下降,使压筋块外的滚轮与到导向面上的倾斜段抵接,从而带动两个压筋模朝相互靠近的方向移动,进而完成对圆柱形罐胚的压筋动作,加快了生产效率,降低了生产成本,实用性强,具有较佳的市场推广前景。
19、3.本技术通过直线导轨、第一滑块与第二滑块之间的配合,对压筋外模进行导向,使压筋外模能够稳定地朝靠近或远离胀方模的方向移动,保证了对金属罐胚的压筋效果,同时降低了生产成本。
20、4、本技术通过套设于两个胀方模外的拉簧以及设置于两个第一滑块和两个第二滑块之间的弹簧的设置,使胀方模和压筋模在完成胀方和压筋过程后能够自动复位,从而方便下一次的胀方和压筋,结构简单,易于获得,降低了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!