利用选择性激光烧结的双扫描器三维打印机的制作方法
1.本发明涉及一种利用激光将三维结构物通过烧结(sintering)堆叠的三维结构物堆叠装置。更具体地说,为了照射激光并选择性地烧结,需要改变激光路径,并在改变激光路径的过程中运用扫描器的三维结构物堆叠装置。
背景技术:
2.现有技术利用切削加工或射出成型之类的工艺制造机械零件或塑料产品之类的三维结构物。近来,以堆叠横截面层的方式制造该三维结构物的三维打印机逐渐得到普及。
3.三维打印机根据堆叠方式分成几种类型,例如,利用激光把粉末材料选择性地烧结的选择性激光烧结(sls,selective laser sintering)、熔融丝材并堆叠后把材料予以固化的熔融沉积成型(fdm,fused deposition modeling)、把光照射到光硬化性材料予以硬化的光刻成型(sla,stereolithography)等各种方式,各方式根据所堆叠的三维结构物的形状、材质及强度等而各自具备优点与缺点,因此根据待堆叠的三维结构物进行取舍选择。
4.初期的三维打印机通常用于把所设计的形状纯粹予以示出或试制的快速成型(rp,rapid prototype)用途或者制作用户私人使用的定制性结构物。
5.近来,三维打印机适用于个人通过互联网以附件方式寄付图形后下订单的定制性产品,或者由选择性地烧结金属粉末后堆叠的sls式三维打印机,制作现有技术较难通过切削加工或研磨之类的现有加工方式制作的零件或高强度的航空零件或定制的植入物等。
6.sls方式的三维打印机在一侧设有盛装金属粉末的材料供应单元并且通过刮片等形成薄层,然后通过激光根据待堆叠的三维结构物的横截面形状选择性地烧结,以该方式堆叠形成三维结构物。
7.如上所述地,通过激光选择性地烧结的方式堆叠形成三维结构物时,选择性烧结的烧结位置与范围随着三维结构物的截面形状而不同,需要为了选择性烧结而迅速变更激光路径。现有sls方式的三维打印机在成型床上部设有一个扫描器改变激光路径并且凭此通过选择性的烧结堆叠形成三维结构物,因为使用一个扫描器使得节拍时间(tact time)变长,节拍时间随着三维结构物的形状及体积而产生较大的偏差。
技术实现要素:
8.(要解决的课题)
9.本发明旨在解决如前所述的问题,本发明的目的是提供一种利用选择性激光烧结的双扫描器三维打印机,其适用双扫描器而能够大幅缩短三维结构物的生产节拍时间,适用双扫描器时能在互不干涉的情形下让各扫描器的照射范围涵盖全体成型床,共同使用一个平场聚焦镜而得以降低生产成本并且诸如高效配置扫描器等发挥出很多优势。
10.(解决课题的方法)
11.为了达到所述目的,本发明的利用选择性激光烧结的双扫描器三维打印机包括:
堆叠模块;激光源,为所述选择性激光烧结供应激光;双扫描器模块,设有两个扫描器,该两个扫描器改变激光路径并照射到成型床,以便将从所述激光源供应的激光根据待堆叠的三维结构物的形状烧结,且所述堆叠模块包括:成型床,三维结构物由选择性激光烧结堆叠;材料供应单元,向所述成型床供应粉末材料;喷覆模块,将所述材料供应单元的粉末材料向成型床推并且形成具有一定厚度的粉末层;以及回收单元,回收形成所述粉末层后剩下的材料。
12.而且,所述激光源包括向所述双扫描器模块内的各扫描器供应激光的两个激光,所述双扫描器模块的各扫描器包括用于改变激光路径的检流计,各检流计以上下或左右对称的形态配置在所述成型床的上部。
13.而且,所述双扫描器模块在所述两个检流计下部设有一个平场聚焦镜(f-theta)以便让所述两个检流计上照射的激光对准所述成型床平面地照射。
14.而且,考虑包括在所述两个检流计的各镜子的驱动范围与照射在各检流计上照射的激光的光束尺寸,算出所述f-theta镜的孔径尺寸。
15.而且,为了驱动包括在所述各检流计的镜子分别包含x、y轴驱动单元,所述4个驱动单元配置在一个壳体内。
16.(发明效果)
17.如前所述地构成的本发明能大幅缩短堆叠形成三维结构物时的节拍时间(tact time)。
18.而且,能在互不干涉的情形下让双扫描器的照射范围涵盖全体成型床。
19.而且,共同使用一个f-theta镜而得以降低生产成本并且诸如高效配置扫描器等发挥出很多优势。
附图说明
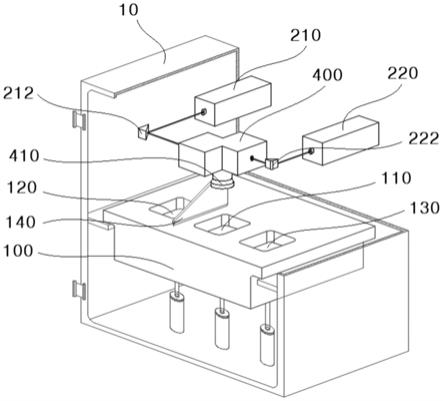
20.图1是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的图。
21.图2是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的概略配置图。
22.图3是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的主视图。
23.图4是示出本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的图。
24.(附图标记说明)
25.10:腔室
26.100:堆叠模块
27.210、220:激光源
28.310、320:扫描器
29.400:壳体
具体实施方式
30.下面结合附图详细说明本发明的利用选择性激光烧结的双扫描器三维打印机。
31.图1是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的图,图2是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的概略配置图,图3是本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的主视图,图4是示出本发明一个实施例的利用选择性激光烧结的双扫描器三维打印机的双扫描器的图。
32.本发明的利用选择性激光烧结的双扫描器三维打印机是一种把金属粉末利用喷覆模块140在成型床110,形成薄金属粉末层并照射激光从而通过选择性的烧结堆叠三维结构物的装置,三维打印机为了改变激光路径而利用扫描器310、320选择性地照射激光。
33.本发明的利用选择性激光烧结的双扫描器三维打印机包括:腔室10,其为了在烧结时防止火警发生而充填了惰性气体,在内部收容了包括喷覆模块140、成型床110、材料供应单元120、回收单元130等的堆叠模块100,所述成型床110让待堆叠形成的三维结构物凭借激光烧结而堆叠,所述材料供应单元120为了向成型床110供应金属粉末材料而储存金属粉末元件,并且在成型床110形成金属粉末层时,把一定量的金属粉末材料往上推以便让喷覆模块140推动一定量的金属粉末,所述回收单元130把喷覆模块140在成型床110形成金属粉末层后剩下的金属粉末材料予以回收,所述喷覆模块140推动材料供应单元120的金属粉末而在成型床110形成薄金属粉末层;激光源210、220,其供应待照射到形成于成型床110的金属粉末层的激光;两个扫描器310、320,其为了利用激光源210、220供应的激光,沿着待堆叠的三维结构物的截面形状选择性地烧结而改变激光路径后照射到成型床110。
34.本发明的成型床110是一种堆叠三维结构物的构成要素,喷覆模块140推动材料供应单元120所供应的金属粉末并且在成型床110上部形成薄层,沿着三维结构物的横截面选择性地照射激光地进行烧结。喷覆模块140在成型床110形成层并且完成了选择性烧结后,成型床110为了形成下一层而按照层的厚度往下移动,材料供应单元120则为了供应金属粉末材料而上升一定厚度。喷覆模块140从材料供应单元120的上部经由成型床110到回收单元130地进行往复运动。如前所述地喷覆模块140经由成型床110移动到回收单元130而得以在成型床110上形成薄的粉末层,剩下的金属粉末则被推入回收单元130。
35.本发明的激光源210、220供应待照射到形成于成型床110的金属粉末层的激光。激光源210、220可以根据烧结的效率与材料的种类选择适当的波长带与功率,功率的形态也可以在cw型或脉冲型中选择。现有技术为了改变激光路径而使用一个扫描器,但是优选地,本发明使用双扫描器310、320而安装两个激光源210、220,并且以双扫描器310、320通过镜子212、222供应激光。安装大功率激光并且设有声光模块(aom,acoustic optic module)之类,可进行超高速路径变换的束分歧结构的话,也可以把一个激光源所供应的光束予以分歧后供应给双扫描器310、320。但节拍时间会比安装了两个激光源210、220时长。
36.本发明的双扫描器模块300是一种为了让激光源210、220供应的激光沿着待堆叠的三维结构物的截面形状选择性地烧结而改变激光路径后照射到成型床110的上部金属粉末层的构成要素。双扫描器模块300包括位于成型床110上部中央的两个扫描器310、320,扫描器310、320则设有检流计312、322,检流计312、322让镜子沿着x轴与y轴高速移动地改变激光路径。检流计312、322的下部设有f-theta镜,该f-theta镜在照射角度被改变时,也能让焦点位于一定平面(成型床上部)地照射。扫描器的照射范围通常根据检流计的驱动范围与f-theta镜的口径(aperture)确定,就算是配备了两个扫描器,照射范围也会因为扫描器
的位置而无法完全一致。
37.本发明的双扫描器310、320以成型床110为基准对称地在上下或左右设有检流计312、322,而下部则设有一个f-theta镜410而使得双扫描器310、320的照射范围完全一致,从而能让节拍时间相比于使用一个扫描器的现有三维打印机时缩短成一半。请参阅图2,此例中检流计312、322对称地设于成型床110的左右,激光源210、220供应的激光凭借镜子212、222入射到双扫描器310、320。当然,也可以根据三维打印机的内部结构而上下配备。
38.然而,本发明的f-theta镜410的口径,更具体地说,优选地,考虑各检流计312、322的驱动范围与各检流计312、322上照射的激光束的尺寸后,制作通光孔径(clear aperture)。而且,虽然主要是和成型床110的大小有关,但是让激光的光束腰较长地制作才能让全体成型床110的烧结品质维持一贯性。
39.而且,本发明设有两个检流计312、322而各检流计则设有x轴与y轴等两个驱动单元,因此总共4个驱动单元随着选择性烧结而改变激光路径。因此优选地,为了保证或提高检流计312、322的照射位置的精密度,而如图4所示,把4个驱动单元安装到壳体400内。而且,本发明的f-theta镜410也安装在设有检流计312、322的壳体400的下部的话,不仅容易安装,还能提高激光的照射精密度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1