透气模具的制造方法及成型装置与流程
1.本发明涉及增材制造领域,尤其涉及一种透气模具的制造方法及成型装置。
背景技术:
2.注塑成型技术是塑料工业生产中重要生产方式,注塑件产品具有结构复杂、尺寸多样、耐腐蚀性好等特点。近年来,随着注塑成型技术应用领域的拓展,工业上对注塑件产品成型质量的要求也越来越高,注塑过程中如果型腔内出现困气或排气不及时,容易造成塑料产品出现气孔、疏松、局部烧焦等质量问题以及表面品质不良。透气模具的产生,为塑料模具设计中出现的困气问题提供了一个新的解决途径。
3.目前透气模具的生产一般是透气钢镶件与模具分别单独生产,再通过机械装配将透气钢镶件与模具进行组合,而透气钢镶件的生产通常采用粉末冶金的方式。
4.现阶段透气模具生产存在的问题如下:
5.(1)透气模具分成模具与透气钢镶件,二者通过机械装配的方式进行组合,装配过程降低了生产效率,耗费了人力与物力。
6.(2)透气钢镶件采用粉末冶金进行生产,生产流程繁琐且时间较长,严重降低生产效率。
技术实现要素:
7.鉴于上述状况,本发明提供一种能够一次成型的透气模具的制造方法及成型装置。
8.一种透气模具的制造方法,所述透气模具包括第一部分和第二部分,所述第一部分与所述第二部分的密度不同,所述透气模具的制造方法包括步骤:将所述透气模具的数据信息导入成型系统,并对所述透气模具进行分层,以获取所述透气模具的成型片层信息,成型片层包括分别对应所述第一部分和/或所述第二部分的第一成型区域和/或第二成型区域;供料机构根据获取的成型片层信息铺设物料至成型平台;激光单元根据获取的成型片层信息发射第一激光,以第一扫描策略熔融所述第一成型区域的物料,形成第一部分的片层结构;激光单元根据获取的成型片层信息发射第二激光,以第二扫描策略熔融所述第二成型区域的物料,形成第二部分的片层结构并连接第一成型区域和第二成型区域,完成该成型片层的成型过程,所述第二部分的孔隙大于所述第一部分的孔隙;判断该成型片层是否为透气模具的顶层片层,若是,则透气模具制造完成,若不是,则所述供料机构根据下一成型片层信息铺设物料至该成型片层上,并重复激光熔融步骤直至透气模具制造完成。
9.可选地,所述成型片层包括过渡区域,所述过渡区域设于所述第一成型区域和所述第二成型区域之间,所述激光单元根据获取的成型片层信息发射第二激光之前,还包括:激光单元发射过渡激光以熔融所述过渡区域的物料。
10.可选地,所述第一激光的扫描间距小于所述第二激光的扫描间距,所述过渡激光的扫描间距在所述第一激光和所述第二激光的扫描间距之间。
11.可选地,所述第一扫描策略为条形扫描方式,扫描间距为0.06~0.11mm,扫描速度为800~1100mm/s。
12.可选地,所述第二扫描策略为交替扫描方式,第n层成型片层的第二激光扫描角度与第(n+2)层成型片层的第二激光扫描角度重合。
13.可选地,所述第二扫描策略的扫描间距为0.12~0.15mm,扫描速度为1500~2000mm/s。
14.可选地,所述激光单元包括第一激光装置和第二激光装置,所述第一激光装置和所述第二激光装置可以根据获得的成型片层信息发射第一激光和第二激光。
15.一种透气模具成型装置,用于执行上述任一项所述的透气模具的制造方法,包括:供料机构、激光单元、成型室和控制系统,所述控制系统与所述供料机构、所述激光单元和所述成型室电连接;所述控制系统用于对所述透气模具进行分层,以获取所述透气模具的成型片层信息;所述供料机构用于根据获取的成型片层信息铺设物料至所述成型室内的成型平台;所述激光单元用于根据获取的成型片层信息发射第一激光和第二激光以分别熔融第一成型区域和第二成型区域的物料,完成该成型片层的成型过程;所述成型片层的成型过程完成后,所述控制系统判断该成型片层是否为透气模具的顶层片层,若是,则透气模具制造完成,若不是,则所述供料机构根据下一成型片层信息铺设物料至该成型片层上,并重复激光熔融步骤直至透气模具制造完成。
16.可选地,所述激光单元包括第一激光装置和第二激光装置;所述第一激光装置用于发射第一激光,并以第一扫描策略熔融所述第一成型区域的物料;所述第二激光装置用于发射第二激光,并以第二扫描策略熔融所述第二成型区域的物料,所述第一激光装置和所述第二激光装置可以同时运行。
17.可选地,所述成型片层包括过渡区域,所述过渡区域设于所述第一成型区域和所述第二成型区域之间,所述第二激光装置或所述第一激光装置还用于发射过渡激光以熔融所述过渡区域的物料,从而连接所述第一成型区域与所述第二成型区域的物料。
18.上述透气模具的制造方法及成型装置中,通过对成型片层物料的分区激光熔化,以及不同的激光扫描策略,可使得透气模具一次性成型,提高生产效率,避免传统透气钢镶件与模具繁琐的机械配合。
附图说明
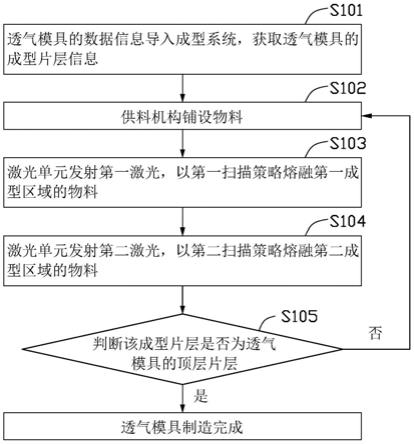
19.图1为透气模具的制造方法在第一实施例中的流程图。
20.图2为透气模具的制造方法在第二实施例中的流程图。
21.图3为透气模具成型装置在第一实施例中的结构示意图。
22.图4为透气模具成型装置在第二实施例中的结构示意图。
23.主要元件符号说明:
24.透气模具成型装置100,200成型室1光路通道11成型缸2第一升降机构21
物料缸3第二升降机构31送料机构32激光单元4第一激光装置41第二激光装置42振镜单元5第一振镜51第二振镜52控制系统6透气模具7第一部分71第二部分72光闸8
具体实施方式:
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。当一个元件被认为是“设置于”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
27.除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同。本文中在本申请的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本申请。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
28.本申请提供一种透气模具的制造方法,包括步骤:将所述透气模具的数据信息导入成型系统,并对所述透气模具进行分层,以获取所述透气模具的成型片层信息,成型片层包括第一成型区域和第二成型区域;供料机构根据获取的成型片层信息铺设物料;激光单元发射第一激光,以第一扫描策略熔融所述第一成型区域的物料,形成第一部分的片层结构;激光单元发射第二激光,以第二扫描策略熔融所述第二成型区域的物料,形成第二部分的片层结构并连接第一成型区域和第二成型区域,完成该成型片层的成型过程,所述第二部分的孔隙大于所述第一部分的孔隙,所述第二部分用于透气;判断该成型片层是否为透气模具的顶层片层,若是,则透气模具制造完成,若不是,则所述供料机构根据下一成型片层信息铺设物料至该成型片层上,并重复激光熔融步骤直至透气模具制造完成。本申请还提高一种透气模具成型装置,用于执行上述透气模具的制造方法以生产透气模具。
29.本申请的一些实施方式作详细说明。在不冲突的情况下,下述的实施方式及实施方式中的特征可以相互组合。
30.实施例一
31.请参阅图1和图3,在第一实施方式中,透气模具7包括第一部分71和第二部分72,所述第一部分71与所述第二部分72的密度不同。透气模具的制造方法包括步骤s101~s105。
32.步骤s101,将透气模具的数据信息导入成型系统,获取透气模具的成型片层信息。
33.具体地,用户可以将需要成型的透气模具的数据信息导入一成型系统,数据信息可以是所述透气模具的三维模型信息。所述成型系统可以对所述透气模具的数据信息进行分层或切片,以获取所述透气模具的成型片层信息,成型片层可以包括分别对应所述第一部分和/或所述第二部分的第一成型区域和/或第二成型区域。
34.步骤s102,供料机构铺设物料。
35.具体地,供料机构根据获取的成型片层信息,将物料粉末均匀地铺设至成型平台,等待下一步骤的进行。
36.步骤s103,激光单元发射第一激光,以第一扫描策略熔融第一成型区域的物料。
37.具体地,若该成型片层具有第一成型区域,则激光单元根据获取的成型片层信息发射第一激光,所述第一激光以第一扫描策略熔融该成型片层上第一成型区域的物料,形成透气模具的第一部分。所述第一扫描策略为条形扫描方式,扫描间距为0.06~0.11mm,扫描速度为800~1100mm/s。进一步地,第一激光的扫描间距优选为0.08~0.1mm,每层扫描路径均有少许错位,使得熔融物料层层遮挡,减少孔隙的产生,有利于形成具有高致密结构的第一部分。
38.步骤s104,激光单元发射第二激光,以第二扫描策略熔融第二成型区域的物料。
39.具体地,若该成型片层具有第二成型区域,则激光单元根据获取的成型片层信息发射第二激光,所述第二激光以第二扫描策略熔融该成型片层上第二成型区域的物料,形成透气模具的第二部分并连接第一成型区域和第二成型区域,完成该成型片层的成型过程。
40.所述第二扫描策略为交替扫描方式,扫描间距为0.12~0.15mm,扫描速度为1500~2000mm/s。进一步地,第二激光的扫描间距优选为0.13~0.14mm,第n层成型片层的第二激光扫描角度与第n+2层成型片层的第二激光扫描角度重合,n为自然数,匹配适宜的扫描间距与速度可使得第二成型区域获得的孔隙尺寸范围可控,有利于形成具有疏松结构的第二部分。
41.可以理解,在其他实施例中,若该成型片层没有第二成型区域,则跳过步骤s104,直接进入步骤s105。若该成型片层具有第二成型区域,没有第一成型区域,则跳过步骤s103,直接由步骤s102进入步骤s104。
42.步骤s105,判断该成型片层是否为透气模具的顶层片层。
43.具体地,物料熔融过程完成后,成型系统判断该成型片层是否为透气模具的顶层片层。若是,则透气模具制造完成;若不是,则所述供料机构根据下一成型片层信息,将物料粉末均匀铺设在该成型片层的上表面,并重复激光熔融步骤直至透气模具制造完成。
44.图3中,透气模具成型装置100用于执行上述透气模具的制造方法,所述透气模具
成型装置100包括成型室1、供料机构、激光单元4和控制系统6,所述控制系统6与所述供料机构、所述激光单元4和所述成型室1电连接。
45.所述控制系统6用于对所述透气模具7进行分层,以获取所述透气模具7的成型片层信息,成型片层包括分别对应所述第一部分71和/或所述第二部分72的第一成型区域和/或第二成型区域。所述供料机构用于根据获取的成型片层信息铺设物料至所述成型室1内的成型平台。所述激光单元4用于根据获取的成型片层信息发射第一激光和第二激光以分别熔融所述第一成型区域和所述第二成型区域的物料,完成该成型片层的成型过程。所述成型片层的成型过程完成后,所述控制系统6判断该成型片层是否为透气模具7的顶层片层,若是,则透气模具7制造完成,若不是,则所述供料机构根据下一成型片层信息铺设物料至该成型片层的上表面,并重复激光熔融步骤直至透气模具7制造完成。
46.具体地,所述控制系统6包括存储器和处理器,所述成型系统的程序信息存储在所述控制系统6的存储器中,所述成型系统的各项操作指令由所述控制系统6的处理器来执行。
47.所述成型室1下部连接一成型缸2,所述打印平台移动设置在所述成型缸2内。所述成型室上部连接一光路通道11,所述光路通道11连通所述成型室1的一端与所述成型缸2的位置对应,所述光路通道11远离所述成型室1的一端与所述激光单元4的发射端对应。所述光路通道11内设有振镜单元5,激光单元4发射的激光从所述光路通道11进入,经过所述振镜单元5反射后抵达成型平台,以熔融物料粉末。所述振镜单元5根据控制系统6中的预设程序有规律地振动,使得激光按照预定的扫描策略移动。
48.进一步地,所述成型缸2内设有第一升降机构21,所述成型平台位于所述第一升降机构21的上表面。所述第一升降机构21用于驱动所述成型平台沿所述成型缸2上下移动,所述第一升降机构21上升到最高位置时,所述成型平台与所述成型室1的底面齐平。每一成型片层完成成型过程时,所述第一升降机构21带动所述成品平台下降一端预设距离,以保证下一成型片层的水平位置与所述成型室1的底面位置对应。
49.所述供料机构包括物料缸3、第二升降机构31和送料机构32。所述物料缸3设置在所述成型室1底部并与所述成型室1连通,所述送料机构32移动设置在所述成型室1内,所述第二升降机构31移动设置在所述物料缸3内,物料粉末堆积在所述第二升降机构31的上端。在透气模具7的成型过程中,所述第二升降机构31按照预定程序上升,将物料粉末推出所述物料缸3,所述送料机构32获取从所述物料缸3推出的物料粉末,并携带物料粉末移动至打印平台,将物料粉末均匀铺设在打印平台处,等待熔融步骤的进行。
50.当所述第二升降机构31上升至最高位置时,表示物料快要用尽,所述第二升降机构31发送补料信息至所述控制系统6,所述控制系统6根据补料信息发出警报信号以提醒工作人员及时补充物料粉末。
51.实施例二
52.请参阅图2和图4,透气模具成型装置200的结构与第一实施方式中透气模具成型装置100的结构大致相同,区别在于,在第二实施方式中,激光单元4包括第一激光装置41和第二激光装置42。所述第一激光装置41用于发射第一激光,并以第一扫描策略熔融第一成型区域的物料;所述第二激光装置42用于发射第二激光,并以第二扫描策略熔融第二成型区域的物料。可以理解,所述第一激光装置41和所述第二激光装置42可以同时运行,也可以
依次运行,根据实际需要选择合适的运行方式。
53.所述振镜单元5包括第一振镜51和第二振镜52,分别对应于第一激光装置41和第二激光装置42。所述第一振镜51用于反射第一激光并产生第一激光扫描策略,所述第二振镜52用于反射第二激光并产生第二激光扫描策略。
54.进一步地,所述光路通道11内还设置有光闸8,所述光闸8用于选择性地打开或关闭所述光路通道11,以更好的控制透气模具7的成型质量。
55.第二实施方式的透气模具的制造方法包括步骤s201~s206,步骤s201~s203与第一实施方式的步骤s101~s103基本相同,区别在于,步骤s203中,第一激光由激光单元4的第一激光装置41发射,步骤s201~s203中其他重复内容不再赘述,以下内容是对步骤s204~s205的描述。
56.成型片层还可以包括过渡区域,所述过渡区域设于第一成型区域和第二成型区域之间,所述激光单元根据获取的成型片层信息发射第二激光之前,透气模具的制造方法包括步骤s204,激光单元发射过渡激光以熔融过渡区域的物料。
57.所述第一激光的扫描间距小于所述第二激光的扫描间距,所述过渡激光的扫描间距在所述第一激光和所述第二激光的扫描间距之间。过渡区域的设置有利于消除第一成型区域与第二成型区域的孔隙或未熔合缺陷,以及保证第一成型区域与第二成型区域的冶金结合。
58.在另一实施方式中,控制系统6内设有过渡区域的工艺参数数据库,过渡区域的工艺参数可以根据第一激光和第二激光的参数从数据库中选择合适的工艺参数,并按照预设程序进行参数优化。参数优化包括调整第一成型区域与第二成型区域的搭接距离,以及过渡区域的有效偏移,避免物料重复熔化产生凸起等。
59.在第二实施方式中,所述第二激光装置42用于发射过渡激光以熔融所述过渡区域的物料,从而连接所述第一成型区域与所述第二成型区域的物料。可以理解,在其他实施方式中,所述过渡激光可以由第一激光装置41发射,或者由其他激光设备发射。
60.步骤s205,激光单元发射第二激光,以第二扫描策略熔融第二成型区域的物料。
61.具体地,激光单元4的第二激光装置42根据获取的成型片层信息发射第二激光,所述第二激光以第二扫描策略熔融该成型片层上第二成型区域的物料,形成透气模具的第二部分并连接第一成型区域和第二成型区域,完成该成型片层的成型过程。
62.可以理解,在其他实施例中,若该成型片层没有第二成型区域,则跳过步骤s204~s205,直接进入步骤s206。若该成型片层具有第二成型区域,没有第一成型区域,则跳过步骤s203~s204,直接由步骤s202进入步骤s205。
63.步骤s206,判断该成型片层是否为透气模具的顶层片层。
64.物料熔融过程完成后,成型系统判断该成型片层是否为透气模具的顶层片层。若是,则透气模具制造完成;若不是,则所述供料机构根据下一成型片层信息,将物料粉末均匀铺设在该成型片层的上表面,并重复激光熔融步骤直至透气模具制造完成。
65.本发明提供的透气模具的制造方法及成型装置,通过对成型片层物料的分区激光熔化,以及不同的激光扫描策略可使得透气模具一次性成型,提高生产效率,避免传统透气钢镶件与模具繁琐的机械配合。
66.以上实施方式仅用以说明本发明的技术方案而非限制,尽管参照以上较佳实施方
式对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换都不应脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1