真空沉积设备和用于涂覆基底的方法与流程
真空沉积设备和用于涂覆基底的方法
[0001]
本发明涉及用于在基底上连续沉积由金属或金属合金形成的涂层的方法。本发明还涉及用于该方法的真空沉积设备。
[0002]
已知用于将最终由合金构成的金属涂层沉积在基底(例如钢带)上的各种方法。其中,可以提及热浸涂、电沉积以及各种真空沉积方法,例如真空蒸镀和磁控溅射。
[0003]
由wo97/47782已知用于连续涂覆钢基底的方法,其中使以大于500m/秒的速度推动的金属蒸气喷雾与基底接触。沉积方法被称为射流气相沉积。
[0004]
ep2048261公开了用于在金属基底上沉积涂层的蒸气发生器,所述蒸气发生器包括真空室,所述真空室呈围腔的形式,设置有确保相对于外部环境的低压状态的单元和允许基底进出的单元。围腔包括用于气相沉积的头部,以及用于在基底表面的和垂直于基底表面的方向上以声速形成金属蒸气射流的喷射器。喷射器通过供应管道与坩埚密封连通。坩埚容纳呈液体形式的金属混合物并且位于真空室外部,并且通过泵送或者通过气压效应将从置于大气压下的熔化炉中获得的熔体进料。布置有用于调节喷射器中金属蒸气的流量、压力和/或速度的单元。调节单元包括布置在管道中的蝶型比例阀和/或压力降装置。喷射器包括在基底的整个宽度上延伸的作为用于蒸气出口的音颈的纵向缝隙,以及用于使从喷射器离开的蒸气的速度标准化并校正蒸气的速度的烧结过滤介质或压力降体。
[0005]
在ep2048261中,优选地,发生器包括用于将喷射器的纵向缝隙的长度调节至基底的宽度的装置。特别地,公开了一种简单的系统,所述系统用于通过使喷射器围绕其轴旋转而将蒸气喷射槽调节到带的宽度。因此,蒸气射流的边缘与基底的边缘在同一平面内,即,蒸气射流的边缘与基底的边缘之间的距离等于0mm。发生器可以包括两个位于金属基底的两侧上的喷射器。
[0006]
然而,通过使用这种发生器,存在在沉积过程期间,金属蒸气不均匀地沉积在金属基底上的风险。实际上,已经观察到蒸气也倾向于在金属基底的一些区域中例如在基底的边缘上积聚。
[0007]
因此,本发明的目的是提供其中金属蒸气均匀地沉积在金属基底的两侧上的用于在移动的基底上沉积涂层的方法。
[0008]
这通过提供根据权利要求1所述的用于在移动的基底上沉积涂层的方法来实现。所述方法也可以包括权利要求2至13的任何特征。
[0009]
本发明还涵盖根据权利要求14至16所述的经涂覆的基底。
[0010]
本发明还涵盖根据权利要求17或18所述的真空设备。
[0011]
为了说明本发明,将特别地参照以下附图描述非限制性实例的多个实施方案和试验:
[0012]
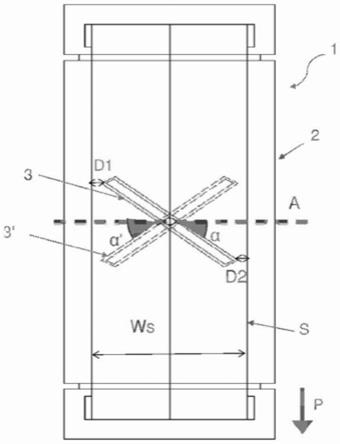
图1示出了根据本发明的在真空沉积设备内部用两个蒸气喷射器涂覆的基底的顶视图。
[0013]
图2示出了根据现有技术的在真空沉积设备内部用两个蒸气喷射器涂覆的基底的顶视图。
[0014]
图3示出了根据本发明的在真空沉积设备内部用两个蒸气喷射器涂覆的基底的侧
视图。
[0015]
图4示出了根据本发明的喷射金属蒸气的蒸气喷射器的一个实例。
[0016]
图5示出了根据优选实施方案的在真空沉积设备内部用两个蒸气喷射器涂覆的基底的侧视图。
[0017]
本发明的其他特征和优点将根据本发明的以下详细描述而变得明显。
[0018]
本发明涉及用于在真空沉积设备内部在移动的基底上连续沉积由至少一种金属形成的涂层的方法,其中所述方法包括:
[0019]-以下步骤:其中在所述真空室中,经由至少两个蒸气喷射器朝向移动的基底的两侧喷射金属蒸气,并通过所喷射的蒸气的冷凝在各侧上形成至少一种金属的层,所述至少两个蒸气喷射器彼此面对,位于所述基底的两侧上并且分别以角度α和α'定位,所述角度α和α'是蒸气喷射器与垂直于基底的移动方向的轴a之间的,所述轴在基底的平面内,α和α'两者满足以下等式:
[0020]
(d1+d2)+le sinα+we cosα=ws,和
[0021]
(d1+d2)+le sinα
′
+we cosα
′
=ws
[0022]
α和α'α的绝对值大于0
°
,以及
[0023]
d1和d2为喷射器与各基底边缘之间沿轴(a)的较短距离,w
s
为基底宽度,d1和d2大于0mm,以及
[0024]-所述蒸气喷射器具有细长的形状并且包括槽并且由槽长度le和槽宽度we限定,所述蒸气喷射器具有相同的旋转轴。
[0025]
不希望受任何理论的束缚,认为利用根据本发明的方法,可以获得具有均匀厚度的涂层。实际上,本发明人发现,至少两个蒸气喷射器必须分别以特定的角度α和α
′
定位,使得金属蒸气几乎没有任何损失地喷射。当α和α
′
满足所述等式时,所喷射的金属蒸气的轨迹被很好地控制从而沉积在金属基底的两侧的整个表面中。因此,高度改善所沉积的金属蒸气的成品率(yield)。此外,金属蒸气均匀地沉积在移动的基底的两侧上,从而实现具有恒定厚度的涂层。
[0026]
参照图1,根据本发明的设备1首先包括真空室2和用于使基底移动通过所述室的装置。该真空室2是可气密密封的箱,优选地保持在10-8
巴至10-3
巴的压力下。其具有入口锁和出口锁(这些未示出),在入口锁与出口锁之间,基底s例如钢带可以在移动方向上沿给定路径p移动。
[0027]
至少两个蒸气喷射器3、3
’
在移动的基底的两侧上以声速喷射金属蒸气。两个蒸气喷射器分别以角度α和α'定位,所述角度α和α'是蒸气喷射器与垂直于基底的移动方向的轴a之间的,所述轴在基底的平面内,α和α'两者满足以下等式:
[0028]
(d1+d2)+le sinα+we cosα=ws,和
[0029]
(d1+d2)+le sinα
′
+we cosα
′
=ws
[0030]
蒸气喷射器可以具有不同的形状,例如矩形形状或梯形形状。如图1中所示,距离值d1和d2可以不同。优选地,d1和d2表示喷射器边缘与基底边缘之间沿轴a的最短距离。
[0031]
根据本发明,d1和d2大于0mm,即,喷射器边缘不超出基底边缘。不希望受任何理论的束缚,认为如果d1和d2等于或小于0mm,则存在不能控制经由蒸气喷射器喷射的金属蒸气的轨迹而导致不均匀涂层沉积的风险。当d1和d2小于零时,这意味着蒸气喷射器的边缘延
伸超出基底边缘,如图2中所示。
[0032]
优选地,d1和d2彼此独立并且大于1mm,有利地为5mm至100mm,更优选地为30mm至70mm。
[0033]
在一个优选实施方案中,d1与d2相同。
[0034]
优选地,喷射器裂口(split)的长度l
e
为5mm至50mm。
[0035]
优选地,基底宽度ws最大为2200mm。有利地,ws最小为200mm。例如,ws为1000mm至1500mm。
[0036]
优选地,we最大为2400mm。有利地,we最小为400mm。
[0037]
在一个优选实施方案中,ws小于或等于we。
[0038]
优选地,在绝对值方面,α'使得α-α'<10
°
,更优选地α-α'<5
°
,以及有利地,α-α'<3
°
。例如,α-α'等于0
°
。
[0039]
优选地,α在绝对值方面为5
°
至80
°
,有利地为20
°
至60
°
,例如α在绝对值方面为35
°
至55
°
。
[0040]
真空室可以包括三个或数个定位在移动的基底的两侧上的蒸气喷射器。例如,真空室可以包括两个定位在金属基底的各侧上的蒸气喷射器。
[0041]
如图3中所示,根据所述基底的性质和形状,可以通过任何合适的方式使基底s移动。特别地,可以使用钢带可以支承在其上的旋转支承辊4。
[0042]
参考图4,根据本发明的两个蒸气喷射器3、3
’
在移动的基底(未示出)上以声速喷射金属蒸气射流5。所述至少两个蒸汽喷射器具有细长的形状并且包括槽并且由槽长度le、槽宽度we限定。
[0043]
如图5中所示,真空室2还可以包括中央壳体6。其是在移动方向上在给定长度(在每侧一个喷射器的情况下,通常为2m至8m长)上包围基底路径p的箱。其壁界定了腔。其包括两个开口,即,位于中央壳体的两个相对侧上的基底入口7和基底出口8。优选地,中央壳体是宽度略大于待涂覆的基底的平行六面体。
[0044]
优选地,中央壳体的内壁适合于在高于金属或金属合金蒸气的冷凝温度的温度下被加热。加热可以通过任何合适的手段例如感应加热器、加热电阻器、电子束来进行。所述加热手段适合于在足够高的温度下加热中央壳体的内壁以避免金属或金属合金蒸气冷凝在其上。优选地,中央壳体的壁适合于被加热至高于形成待沉积的涂层的金属元素的冷凝温度,通常高于500℃,例如为500℃至700℃,以便避免锌蒸气或锌-镁合金蒸气的冷凝。由于这些加热手段,中央壳体的内壁不会变得堵塞并且设备不必经常停机以进行清洗。此外,避免了金属或金属合金蒸气在内壁上的冷凝。
[0045]
特别地,利用根据本发明的方法,可以获得在基底的两侧上涂覆有具有平均厚度的至少一种金属的金属基底,其中涂层被均匀地沉积,使得涂层的最大厚度可以超过平均厚度最大15%。
[0046]
在本发明中,所述至少一种金属优选地选自:锌、铬、镍、钛、锰、镁、硅、铝或其混合物。优选地,金属为锌,任选地含有镁。
[0047]
优选地,金属基底为钢基底。实际上,不希望受任何理论的束缚,认为当使用钢基底时,平坦度进一步得到改善。
[0048]
涂层的厚度优选为0.1μm至20μm。一方面,低于0.1μm,会存在基底的腐蚀保护不足
的风险。另一方面,为了具有其所需的特别是在汽车或建筑领域中所需的耐腐蚀性水平,不必超过20μm。通常,对于汽车应用,可以将厚度限制为10μm。
[0049]
最后,本发明涉及用于根据本发明的用于在移动的基底上连续沉积由至少一种金属形成的涂层的方法的真空沉积设备,所述设备包括真空室,所述基底可以沿给定路径移动通过所述真空室,其中所述真空室还包括:
[0050]-至少两个蒸气喷射器,所述至少两个蒸气喷射器彼此面对,位于所述基底的两侧上并且分别以角度α和α'定位,所述角度α和α'是所述蒸气喷射器与垂直于所述基底的移动方向的轴a之间的,所述轴在所述基底的平面内,α和α'两者满足以下等式:
[0051]
(d1+d2)+le sinα+we cosα=ws,和
[0052]
(d1+d2)+le sinα'+we cosα'=ws
[0053]
α和α'α的绝对值大于0
°
,以及
[0054]
d1和d2为喷射器与各基底边缘之间沿轴(a)的较短距离,w
s
为基底宽度,d1和d2大于0mm,以及
[0055]
所述蒸气喷射器具有细长的形状并且包括槽并且由槽长度le和槽宽度we限定,所述蒸气喷射器具有相同的旋转轴。
[0056]
在一个优选实施方案中,所述至少两个蒸气喷射器被安装成能够围绕连接至蒸气源的进料管旋转,使得调节α和α
′
。
实施例
[0057]
在真空沉积设备上进行了测试,以评估包括喷射锌蒸气的两个蒸气喷射器的方法的效率。
[0058]
在包括le=24mm且we=1750mm的两个蒸气喷射器的真空室中,在宽度ws为1300mm的钢基底的两侧上沉积锌蒸气。对于试验,d1和d2是相同的并且固定为-10mm至+20mm。-10mm意指蒸气的边缘超出基底的边缘延伸10mm。利用根据本发明的等式计算各个试验的α和α
′
。真空压力为10-1
毫巴。锌涂层的期望厚度为8μm,对应于100%。通过x射线荧光光谱法测量金属的厚度。结果在下表1中:
[0059][0060]
*:根据本发明
[0061]
与试验1相比,试验2和试验3的涂层是均匀地沉积的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1