铸造设备的制作方法
1.本发明涉及能够精确控制分配储存器中的金属液位的铸造设备,该分配储存器与用于生产铸造产品的铸造装置流体连接,从而能够高质量和高效率地铸造该铸造产品。
背景技术:
2.铸造设备通常包括:熔融金属的源,例如炉;铸造装置,用于使熔融金属固化,同时给予它预定形状;导管,用于将熔融金属从源输送至铸造装置;以及流动控制装置,用于调节(例如中断)液态金属从源向铸造装置的流动,以便控制铸造操作。
3.专利申请文献us20100032455a1介绍了这样一种铸造设备,它有流动控制装置,该流动控制装置由具有可运动销的阀来实现。美国专利文献us2742492介绍了一种用于使用电磁场来控制熔融金属流动的装置,以便控制由重力引起的、从中间包至铸造模具中的金属流动。
4.wo2009/072893a1公开了一种结构,该结构涉及用于金属的连续或半连续铸造的设备,特别是铝的dc铸造。装置包括供给槽道和分配腔室,用于将金属分配至模具。金属提升容器布置成与供给槽道连接。金属吸入金属提升容器中,并提升至比模具上方分配腔室的液位更高的液位。金属提升容器与周围环境密封,并与真空源连接。
5.us3552478公开了一种用于开始和保持供给金属至向下操作连续铸造模具的方法,在该方法中,熔融金属通过抽吸管从储存器抽吸至布置在上面并与空气抽吸装置连接的封闭流槽中。
6.gb1082413公开了一种用于熔融金属的真空脱气的装置,特别是用于钢的真空脱气。该装置还包括抽空容器,抽吸提升喷嘴从熔体容器导入该抽空容器中,且与倾倒射流脱气腔室连接的排出喷嘴从该抽空容器离开。为了输送金属通过脱气装置,能够设置电动泵。
7.不过,还希望一种能够更好地控制金属液位的更高效铸造设备。
技术实现要素:
8.本发明提供了一种用于将熔体铸造成铸造产品的铸造设备,它包括:供给储存器,用于供给熔体;分配储存器;铸造装置,该铸造装置有与分配储存器连接的熔体进口,用于生产铸造产品;供给导管,该供给导管与供给储存器和分配储存器流体连接;电磁泵,该电磁泵设置在供给导管上,并可操作成在供给导管中的熔体中产生力;液位传感器,用于测量在分配储存器和/或供给储存器中的熔体液位,并用于输出相应的液位信号;控制器,该控制器与泵和液位传感器操作连接,其中,供给导管与大气压力密封或可密封,控制器设置成根据来自液位传感器的液位信号来控制泵的操作,且至少在稳态铸造操作过程中,铸造设备设置成使得供给导管确定了流动通路,该流动通路有比供给储存器和/或分配储存器中的熔体表面更高的点a1,且泵通过控制器来操作,以使得分配储存器中的金属液位处于预定液位,以便控制在铸造装置的熔体进口中的熔体的压力。换句话说,液位根据实际铸造操作预定的液位来保持。这可以是静态,也可以在铸造过程中变化。
9.根据本发明实施例,供给储存器和分配储存器通过能够打开和关闭的旁通阀而直接流体连接,其中,该旁通阀可选地实施为闸阀或堰。
10.根据本发明实施例,供给储存器、供给导管和分配储存器形成供给虹吸管。
11.根据本发明实施例,铸造设备还可以包括截止阀,该截止阀能够关闭,以便中断熔体从分配储存器至铸造装置的流动,其中,该截止阀可选地实施为闸阀或堰。
12.根据本发明实施例,电磁泵可以是直流电磁泵。
13.根据本发明实施例,至少在稳态铸造操作过程中,在供给储存器中的熔体液位可以高于在分配储存器中的熔体液位,且泵可以操作成产生力,该力至少部分对抗熔体通过供给导管而从供给储存器至分配储存器的流动,以便控制熔体从供给储存器至分配储存器的流量。
14.根据本发明实施例,至少在稳态铸造操作过程中,供给储存器中的熔体液位可以低于分配储存器中的熔体液位,且泵可以操作成产生力,该力产生熔体通过供给导管而从供给储存器至分配储存器的流动,以便控制熔体从供给储存器至分配储存器的流量。
15.根据本发明实施例,至少在稳态铸造操作过程中,旁通阀可以关闭,截止阀可以打开。根据本发明实施例,熔体可以是熔融的铝或铝合金。
16.根据本发明实施例,铸造装置可以是用于连续或半连续铸造的dc铸造装置,它包括:至少一个铸造模具,该铸造模具有用于熔体的进口和用于至少局部固化的铸造产品的出口;至少一个起动器块,该起动器块可相对于该至少一个铸造模具竖直地运动,用于支承离开该至少一个铸造模具的铸造产品;以及分配导管,该分配导管流体连接分配储存器和该至少一个铸造模具的进口。
17.根据本发明实施例,至少在稳态铸造操作过程中,铸造设备设置成使得分配导管确定流动通路,该流动通路有比铸造模具中的熔体表面和分配储存器中的熔体表面更高的点a2,其中,至少分配导管与大气压力密封或可密封,分配储存器、分配导管和该至少一个铸造模具形成分配虹吸管,以使得在分配储存器中的熔体表面的金属静压力等于模具中的熔体表面的金属静压力。
18.根据本发明实施例,供给导管和/或分配导管可以设置成抽空,以便相对于铸造设备周围的大气而在其中产生负压。
19.本文所述的压力、高度和液位应当理解为相对压力、高度和液位,除非相反地说明。
20.由本发明的说明书、附图和其它说明将清楚其它特征、方面、实施方式和优点。
附图说明
21.图1表示了根据本发明实施例的铸造设备的示意图;
22.图2表示了根据本发明实施例的铸造设备的示意图;
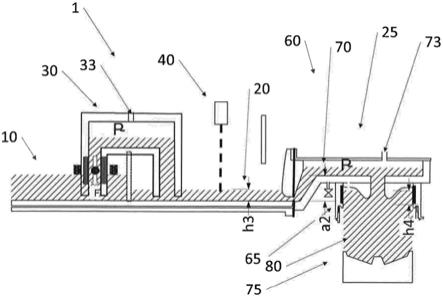
23.图3表示了根据本发明实施例的铸造设备的示意图,其中,铸造装置实施为dc铸造装置。
24.这些图是示意图,并不需要按比例。
具体实施方式
25.图1表示了根据本发明实施例的铸造设备1的示意图。铸造设备1包括用于供给熔体(液态金属)15的供给储存器10。供给储存器10例如可以实施为静态(例如不可倾斜和不可运动)的熔化炉,它能够加热金属,以使得金属熔化。供给储存器10还可以实施为充装有液态金属/熔体15的保持储罐,以便暂时存储液态金属15。供给储存器10还可以实施为存储液态金属15的保持炉(即,使得熔体保持在预定温度,但不使金属熔化成熔体的炉)。所述保持炉和保持储罐可以是静态,例如不可倾斜和不可运动。供给储存器10也可以实施为可运动容器,例如熔化锅或坩埚。在这种情况下,可运动容器充装有熔体15,然后运动至供给导管30的进口31附近的位置,如下面进一步所述。特别是,当供给储存器10以静态方式实现时(例如作为熔化炉或保持储罐),发现执行铸造处理将更加安全,因为与使用可运动销来控制流槽中的金属液面相比,根据本发明的铸造设备1有大大降低了熔体泄漏可能性。熔体的泄漏应当避免,因为这可能导致熔体溢出在铸造房屋的地板上,这可能引起爆炸。
26.铸造设备1还包括分配储存器20,也称为流槽。分配储存器20可以暂时保持熔体15和将它供给铸造装置25。分配储存器20的出口可以与铸造装置25的进口流体连接。铸造装置25例如可以是连续铸造装置、半连续铸造装置(如下面所述)或任何其它使得熔融金属固化同时给予它预定形状的铸造装置。分配储存器20可以与相同或不同类型的一个或多个铸造装置25流体连接。
27.在铸造过程中,熔体15从分配储存器20供给至铸造装置25。不过,为了获得高质量的铸造产品,必须精确控制分配储存器20中的金属液位h3,因为在分配储存器20中的金属液位h3对应于进入铸造装置25的熔体的输入压力。这是因为在分配储存器20中的熔体15的液位对应于铸造装置25的金属输入压力,且已经发现该金属输入压力对铸造处理和获得的产品有影响。
28.熔体15可以通过供给导管30而从供给储存器10供给至分配储存器20。在铸造过程中,供给储存器10、分配储存器20和供给导管30形成(供给)虹吸管。也就是,在铸造过程中,供给导管30的进口31浸没在供给储存器10中的熔体15中,且供给导管30的出口32浸没在分配储存器20中的熔体15中。
29.换句话说,至少在稳态铸造操作过程中,铸造设备1设置成使得供给导管30确定流动通路,该流动通路有比供给储存器10中(参考金属液位h1)和/或分配储存器20中(参考金属液位h3)的熔体表面更高的点a1,且泵35操作成使得分配储存器20中的金属液位(h3)处于预定液位,以便控制铸造装置25的金属输入压力。
30.供给储存器10和分配储存器20可以是分开的储存器。旁通阀(例如堰阀)可以设置为在供给储存器10和分配储存器20之间提供绕过供给导管30的可选直接流体连接。不过,供给储存器10和分配储存器20也可以在物理上彼此分离,且除了供给导管30之外,在它们之间可以没有其它流体连接。
31.电磁泵35设置在供给导管30上,以便在流过供给导管30的熔体15中产生力/压力。在图1中,由泵35产生的压力/力由字母“f”来表示。泵35可以例如设置在进口31或出口32附近的供给导管上。
32.在铸造过程中,熔体15通过供给导管30而从供给储存器10至分配储存器20的流动可以通过泵35来控制,以便控制分配储存器20中的金属液位h3。
33.供给导管30可以选择地设置成抽空,以便相对于铸造设备1周围的大气在其中产生负压。在图1中,负压由“p
‑”
符号来表示。通过同时控制供给导管30和电磁泵35中的负压,可以在铸造操作过程中更精确地控制熔体15通过供给导管30的流动以及(因此)在分配储存器20中的熔体液位h3。
34.真空端口33可以设置在供给导管30上,以便在供给导管30中相对于大气产生负压。用于产生负压的真空泵或其它装置可以与真空端口33连接,以便降低供给导管30中的压力。例如,基于venturi原理的真空泵可以用于产生负压。
35.当泵浸没在熔体15中时,例如当它设置在供给导管30的进口31的一侧时,可以通过泵35进行供给导管30的起动加注,也就是使它最初充装有熔体15。当泵35未浸没在熔体15中时,在铸造设备1的起动准备完毕(clean start)时,泵35可能并不充分地起动加注供给导管30,因为它可能并不能高效地在空气中产生压力。在这种情况下,供给导管30能够通过堵塞供给导管30的出口32(例如通过阀或盖)和通过在真空端口33上施加负压来起动加注,以使得熔体15从供给储存器10输送至供给导管30中。当熔体15到达泵35时,泵35能够操作成将熔体15输送至分配储存器20中。
36.在铸造过程中,泵35操作成使得分配储存器20中的金属液位h3保持在预定液位,同时熔体15由铸造装置25消耗,以便生产铸造产品。铸造设备1可以包括一个或多个液位传感器40。泵35的闭环控制可以通过设置液位传感器40来测量熔体15液位而实现。液位传感器40可以设置成测量熔体15的表面与传感器40的距离,例如通过使用激光、雷达辐射、声波、感应传感器或电容传感器等,并输出相应液位信号。通过该距离,能够计算熔体15的液位h1、h3。
37.液位信号可以用于控制泵35,以使得金属液位保持在预定值(设定值),例如通过pid控制算法等。液位传感器40可以设置为测量在分配储存器20或供给储存器10中的熔体液位h1、h3。通过设置至少两个液位传感器40来测量在分配储存器20和供给储存器10中的熔体液位,能够实现更精确的控制。尽管已经介绍了基于分配储存器20中的金属液位h3的控制,但是由于质量守恒原理且因为熔体15在铸造设备1中没有经历比容的显著变化,因此,控制金属液位h3也可以通过测量不同的金属液位(例如在供给储存器10中的金属液位h1或在铸造装置25内部的金属液位(未示出))和通过根据测量的金属液位来控制泵35而实现。
38.为了控制铸造设备1的操作,特别是电磁泵35的操作(当在实施例中设置时),以及控制供给导管30和/或分配导管70(图3)中的压力(如后面进一步所述),控制器例如电子控制单元(ecu)、计算机或分布式电子控制单元可以与液位传感器40、电磁泵35和/或压力源(该压力源与真空端口33和/或73连接)操作连接,以便控制铸造设备1的操作。
39.在利用供给导管30中的负压的本发明实施例中,液位传感器40可以设置为测量在供给导管30中的熔体15的液位,以便能够精确控制熔体15的流动。另外或者也可选择,为了提供对熔体15的流动的更精确控制,在本发明利用供给导管30中的负压的实施例中,液位传感器40可以设置在供给导管30的、与设置泵35的一侧相对的另一侧。例如,当泵35设置在供给导管30的进口31侧时,液位传感器40可以设置为测量在分配储存器20中的熔体15的液位h3。
40.另一方面,例如当泵35设置在供给导管30的出口32侧时,液位传感器40可以设置
为测量在供给储存器10中的熔体15的液位h1。
41.根据本发明并参考图2,铸造设备1可以操作成使得在供给储存器10中的金属液位h1高于在分配储存器20中的金属液位h3。在这种情况下,由于由供给导管30、分配储存器20和供给储存器10形成的供给虹吸管结构,电磁泵35操作成对抗由重力引起的、熔体15从供给储存器10朝向分配储存器20的流动。也就是,泵35可以操作为阀,以便控制/对抗/限制由重力引起的、熔体从供给储存器10朝向分配储存器20的流动。在图2中,这由表示泵35的操作方向的箭头来表示。
42.根据本发明并参考图1,铸造设备1还可以操作成使得供给储存器10中的金属液位h1低于分配储存器20中的金属液位h3。在这种情况下,电磁泵35操作成逆着自然压力梯度而将熔体15从供给储存器10朝向分配储存器20输送。在图1中,这由表示泵35的操作方向的箭头来示意表示。
43.铸造设备1还可以选择地包括截止阀50。截止阀50可以设置在分配储存器30和铸造装置25之间的流动通路中。截止阀50例如可以实施为堰阀或闸阀,并可以用于例如在铸造设备1的起动过程中中断熔体15从分配储存器20至铸造装置25的流动,以便能够进行铸造装置25的控制初始充装。
44.例如,截止阀50可以关闭,直到分配储存器20中的金属液位h3达到预期液位,然后它可以打开,以使得熔体15能够流入铸造装置25中。
45.图3表示了根据本发明的铸造设备1的还一实施例。
46.根据图3中所示的实施例,铸造装置25实施为dc(“直接深冷”)铸造装置60。dc铸造装置60包括铸造模具65、分配导管70和起动器块75。分配导管70与分配储存器30和铸造模具65流体连接,以便使得熔体15通过铸造模具65的上部开口而从分配储存器20传送至铸造模具65中。因此,在图3所示的实施例中,铸造装置25的进口与分配导管70连接。熔体15在铸造模具65中至少局部固化(通过热量从熔体15传递给铸造模具65和/或周围环境),并作为铸造产品80通过底部开口而离开铸造模具65。铸造产品80由可相对于铸造模具65竖直运动的起动器块75来支承。因此,当熔体15供给至铸造模具65中,且起动器块75连续地竖直向下运动时生产铸造产品80。在该操作过程中,达到了准静态流动和压力状态(稳态铸造)。这样,可以生产铸造产品80,例如挤压锭或轧制板或其它纵向铸造产品。
47.根据本发明实施例,分配导管70和铸造模具65可以选择地与大气密封或可密封。分配导管70和铸造模具65可以形成(分配)虹吸管结构。
48.换句话说,至少在稳态铸造操作过程中,铸造设备1可以设置成使得分配导管70确定流动通路,该流动通路有比铸造模具65中的熔体表面(参考金属液位h4)和分配储存器20中的熔体15表面更高的点a2,其中,至少分配导管70与大气压力密封或可密封,分配储存器20、分配导管70和至少一个铸造模具65形成分配虹吸管,以使得分配储存器20中的熔体15表面的金属静压力等于模具65中的熔体15表面的金属静压力。
49.因此,在铸造过程中,在铸造模具65中的熔体的液位(换句话说,压力)可以通过调节分配储存器20中的熔体15的液位(换句话说,压力)来调节。
50.分配导管70可以选择地设置成抽空,以便相对于铸造设备1周围的大气在其中产生负压。在图3中,负压由“p
‑”
符号来表示。通过控制分配导管70中的负压,可以在铸造操作过程中更精确地控制熔体15通过分配导管70的流动以及(因此)在铸造模具65中的熔体液
位,从而导致铸造产品80的更高质量。分配导管70可以设置有真空端口73。通过该真空端口73,可以在分配导管70中产生负压。用于产生负压的真空泵或其它装置可以与真空端口73连接,以便降低分配导管70中的压力。例如,基于venturi原理的真空泵可用于产生负压。
51.通过在真空端口73上施加负压来起动加注分配导管70(也就是使它最初充装有熔体15),使得熔体15从分配储存器20输送至分配导管70中。然后,根据虹吸原理,当熔体15通过铸造处理而消耗时,熔体15将自动地从分配储存器20通过分配导管70而流入铸造模具65中。
52.通过这种结构,熔体15通过供给导管30(供给虹吸管)而实现从供给储存器10至分配储存器20稳定和精确可控地流动,并通过分配导管70(分配虹吸管)而实现从分配储存器20至铸造模具65稳定和精确可控地流动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1