抗硫化物应力腐蚀开裂性优异的高强度钢材及其制造方法与流程
1.本发明涉及适合用于管线管、耐酸(sour)材料的厚钢材,更具体而言,涉及抗硫化物应力腐蚀开裂性优异的高强度钢材及其制造方法。
背景技术:
2.最近,对管线管钢材表面硬度的上限限制要求在增高,管线管钢材表面硬度高,不仅会引起管加工过程中真圆度不均匀等问题,还会由于管表面的高硬度组织引起管加工过程中发生开裂或在使用环境中韧性不足等问题。另外,在具有大量硫化氢的酸性环境中使用时,表面部的高硬度组织极有可能因氢导致脆性开裂,并引起大规模事故。
3.2013年在里海大型原油、天然气挖掘项目中,项目启动不到两周时,管表面的高硬度部发生硫化物应力腐蚀开裂(ssc,sulfide stress cracking),以致于将长达200km的海底管线管替换为复合管(clad pipe)。当时分析发生ssc的原因的结果,推定为形成于管线管表面部的高硬度组织硬斑点(hard spot)引发的事故。
4.对于硬斑点,在api标准中规定其长度为2英寸以上、hv345以上,在dnv标准中,硬斑点的大小标准与api标准相同,但将硬度上限规定为hv250。
5.另一方面,一般通过对钢坯进行再加热、热轧及加速冷却制造用于管线管的钢材,并判断为,在加速冷却过程中,其表面部不均匀地急速冷却,导致产生硬斑点(hard spot,形成高硬度组织的部分)。
6.用一般水冷却制造的钢板,因水喷射到钢板表面,其表面部的冷却速度相对大于中心部,这样的冷却速度差异引起表面部的硬度高于中心部的硬度。
7.对此,作为抑制在钢材表面部形成高硬度组织的技术方案,可以考虑放慢水冷却过程,但放慢水冷却不仅使表面部硬度减小,还会导致钢材强度减小,从而要求对钢材添加更多合金元素。另外,增加合金元素也会增高表面硬度。
技术实现要素:
8.技术问题
9.本发明一方面要通过合金组成以及制造条件优化,与现有厚板水冷材(tmcp)的相比,有效降低其表面部的硬度,从而提供抗硫化物应力腐蚀开裂性优异的高强度钢材及其制造方法。
10.本发明要解决的问题不限于上述内容。对于所属领域的技术人员来说,通过本发明说明书的内容,不难理解本发明要解决的其他问题。
11.技术方案
12.本发明一方面提供一种抗硫化物应力腐蚀开裂性优异的高强度钢材,其以重量%计含有碳(c):0.02~0.06%、硅(si):0.1~0.5%、锰(mn):0.8~1.8%、磷(p):0.03%以下、硫(s):0.003%以下、铝(al):0.06%以下、氮(n):0.01%以下、铌(nb):0.005~0.08%、钛(ti):0.005~0.05%、钙(ca):0.0005~0.005%;镍(ni):0.05~0.3%、铬(cr):0.05~
0.3%、钼(mo):0.02~0.2%以及钒(v):0.005~0.1%中的一种以上,余量为fe及不可避免的杂质,所述钙(ca)与硫(s)满足关系式1:0.5≤ca/s≤5.0,其中,各元素表示重量含量;所述钢材的表层部硬度与中心部硬度之差(表层部硬度
‑
中心部硬度)为维氏硬度(vicker hardness)20hv以下。
13.本发明另一方面提供一种制造抗硫化物应力腐蚀开裂性优异的高强度钢材的方法,包括以下步骤:对满足上述合金组成以及关系式1的钢坯在1100~1300℃范围进行加热;对所述加热后的钢坯进行热精轧制得热轧板;经所述热精轧后进行冷却,
14.所述冷却包括一次冷却、空气冷却以及二次冷却,在所述一次冷却中,以冷却速度5~40℃/s进行冷却,以使所述热轧板的表面温度成为ar1
‑
50℃~ar3
‑
50℃;在所述二次冷却中,以冷却速度50~500℃/s进行冷却,以使所述热轧板的表面温度成为300~600℃。
15.本发明另一方面提供一种制造抗硫化物应力腐蚀开裂性优异的高强度钢材的方法,包括以下步骤:对满足上述合金组成以及关系式1的钢坯在1100~1300℃范围进行加热;对所述加热后的钢坯进行热精轧制得热轧板;以及经所述热精轧后进行冷却,
16.所述冷却包括一次冷却与二次冷却,在所述一次冷却中,以冷却速度5~40℃/s进行冷却,以使所述热轧板的表面温度成为ar1
‑
150℃~ar1
‑
50℃;在所述二次冷却中,以冷却速度50~500℃/s进行冷却,以使所述热轧板的表面温度成为300~600℃。
17.本发明另一方面提供一种制造抗硫化物应力腐蚀开裂性优异的高强度钢材的方法,包括以下步骤:对满足上述合金组成以及关系式1的钢坯在1100~1300℃范围进行加热;对所述加热后的钢坯进行粗轧制得棒材(bar);对通过所述粗轧制得的棒材进行冷却及回热;对经过所述冷却及回热的棒材进行热精轧,以制得热轧板;以及进行所述热精轧后进行冷却,
18.所述棒材(bar)冷却至ar3以下,所述回热使所述棒材的温度达到奥氏体单相区域。
19.发明效果
20.根据本发明,在提供具有一定厚度的厚钢材时,可提供一种有效降低了表面部的硬度从而使抗硫化物应力腐蚀开裂性优异的高强度钢材。
21.上述本发明的钢材不仅适用于管线管等的管材,还能作为耐酸材料得到良好的应用。
附图说明
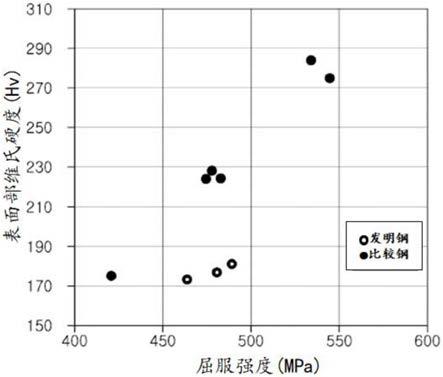
22.图1至图3是示出本发明实施例的发明钢和比较钢的屈服强度和表面部硬度关系的曲线图。
具体实施方式
23.目前,供应于厚板材料以及热轧市场的tmcp(热机械控制工艺,thermo
‑
mechanical control process)材料因在热轧后冷却时发生的必然现象(即表面部的冷却速度大于中心部的冷却速度的现象),具有钢材表面部的硬度高于中心部的硬度的特性。因此,随着材料的强度增加,其表面部的硬度增加大于中心部的硬度增加,这种表面部的硬度增加会在加工时引起开裂,或会成为阻碍低温韧性的因素,当钢材适用于酸性环境时,会引
起钢材的氢脆性。
24.为解决上述问题,本发明的发明人做了深入研究。尤其对具有一定厚度的厚钢材,致力于有效降低其表面部的硬度,以提供不仅具有抗硫化物应力腐蚀开裂性还具有高强度的钢材。
25.其结果为,研究出一种在制造上述厚钢材时可分别控制表面部和中心部相变的方案,并确认可对所述方案进行优化与适用来提供所希望的钢材,从而完成了本发明。
26.以下对本发明进行详细说明。
27.根据本发明第一方面提供的一种抗硫化物应力腐蚀开裂性优异的高强度钢材,其以重量%计可含有碳(c):0.02~0.06%、硅(si):0.1~0.5%、锰(mn):0.8~1.8%、磷(p):0.03%以下、硫(s):0.003%以下、铝(al):0.06%以下、氮(n):0.01%以下、铌(nb):0.005~0.08%、钛(ti):0.005~0.05%、钙(ca):0.0005~0.005%;镍(ni):0.05~0.3%、铬(cr):0.05~0.3%、钼(m
o
):0.02~0.2%以及钒(v):0.005~0.1%中的一种以上。
28.以下详细说明对本发明中提供的上述合金组成进行如上限制的理由。
29.另一方面,只要在本发明中没有特别说明,则各元素的含量均以重量为准,组织的比例以面积为准。
30.碳(c):0.02~0.06%
31.碳(c)是对钢的物性影响最大的元素。所述碳(c)的含量不足0.02%时存在的问题是,在炼钢过程中产生过多的成分控制费用,并且焊接热影响区域过度软化。相反,所述碳(c)的含量超过0.06%时存在的问题是,可能会降低钢板的抗氢致开裂性,并且降低焊接性。
32.由此,在本发明中,所述碳(c)的含量可以是0.02~0.06%,更优选可为0.03~0.05%。
33.硅(si):0.1~0.5%
34.硅(si)不仅作为脱氧剂使用,还作为提高钢的强度的元素使用。硅(si)的含量超过0.5%时,材料的低温韧性变差,降低焊接性,降低轧制时的氧化皮剥离性。另一方面,若要将所述硅(si)含量降低到不足0.1%,则会增加制造费用,因此在本发明,所述硅(si)的含量可控制在0.1~0.5%。
35.锰(mn):0.8~1.8%
36.锰(mn)是一种既不阻碍低温韧性,又能提高钢的淬火性的元素,其含量可为0.8%以上。但其含量超过1.8%时,不仅引发中心偏析(segregation)导致低温韧性变差,还会增大钢的硬化性,从而降低焊接性。另一方面,锰(mn)的中心偏析会引发氢致开裂性。
37.由此,在本发明中,所述锰(mn)的含量可以是0.8~1.8%,更优选可为1.0~1.4%。
38.磷(p):0.03%以下
39.磷(p)是不可避免地添加到钢中的元素,其含量超过0.03%时,不仅会显著降低焊接性,还会降低低温韧性。因此,所述磷(p)的含量要控制在0.03%以下,而为确保低温韧性,更优选地控制在0.01%以下。但考虑到炼钢工艺的负荷,可以排除0%的情况。
40.硫(s):0.003%以下
41.硫(s)是不可避免地添加到钢中的元素,其含量超过0.003%时,会产生降低钢的
延性、低温韧性以及焊接性的问题。因此,所述硫(s)的含量需要控制在0.003%以下。另一方面,所述硫(s)与钢中的锰(mn)结合生成mns夹杂物,此时钢的抗氢致开裂性降低,因此,优选控制在0.002%以下。但考虑到炼钢工艺的负荷,可以排除0%的情况。
42.铝(al):0.06%以下(0%除外)
43.铝(al)通常作为脱氧剂使用,与钢水中的氧(o)反应并去除氧。因此,所述铝(al)的添加量可以是能够充分做到脱氧作用的量。但其含量超过0.06%时,会产生大量氧化物系的夹杂物,降低材料低温韧性和抗氢致开裂性,因此不优选。
44.氮(n):0.01%以下
45.通过工业方式,很难完全去除钢中的氮(n),所以在制造工艺中可允许的氮(n)含量上限为0.01%。另一方面,所述氮(n)与钢中的al、ti、nb、v等进行反应生成氮化物,抑制奥氏体晶粒生长,有利于提高材料韧性及强度,但其含量超过0.01%,添加量过多时,会存在固溶状态的氮(n),这对低温韧性是不利的。因此,所述氮(n)的含量可控制在0.01%以下,但考虑到炼钢工艺的负荷,可以排除0%的情况。
46.铌(nb):0.005~0.08%
47.铌(nb)是对以下方面有效的元素:其在进行钢坯加热时固溶,在后续热轧中抑制奥氏体晶粒生长,之后被析出并提高钢的强度。另一方面,铌与钢中的碳(c)结合并被析出为碳化物,最大程度降低屈服比值的增加,同时提高钢的强度。
48.如果这种铌(nb)含量不足0.005%则无法充分得到上述效果,相反,如果铌(nb)含量超过0.08%则会导致奥氏体晶粒变得过于微细,形成粗大的析出物,低温韧性与抗氢致开裂性变差。
49.因此,在本发明中,所述铌(nb)的含量可以是0.005~0.08%,更优选可为0.02~0.05%。
50.钛(ti):0.005~0.05%
51.在进行钢坯加热时,钛(ti)与氮(n)结合,以tin形式析出,从而有效抑制奥氏体晶粒的生长。
52.如果这种钛(ti)含量不足0.005%则会使奥氏体晶粒过于粗大而降低其低温韧性,相反,如果钛含量超过0.05%也会形成粗大的ti系析出物,从而降低其低温韧性与抗氢致开裂性。
53.因此,在本发明中,所述钛(ti)的含量可以是0.005~0.05%,而为确保低温韧性,更优选为0.03%以下。
54.钙(ca):0.0005~0.005%
55.在炼钢工艺中,钙(ca)与硫(s)结合形成cas,起到抑制引发氢致开裂的mns偏析的作用。为充分得到上述效果,所述钙(ca)的含量可达到0.0005%以上,但其含量超过0.005%时,不仅生成cas,还会生成cao夹杂物,从而存在因夹杂物导致的氢致开裂的问题。
56.因此,在本发明中,所述钙(ca)的含量可以是0.0005~0.005%,而为确保抗氢致开裂性,更优选为0.001~0.003%。
57.根据上述内容,在含有钙(ca)与硫(s)时,所述钙(ca)与硫(s)的成分比(ca/s)优选满足下述关系式1。
58.所述钙(ca)与硫(s)的成分比是代表中心偏析以与粗大夹杂物生成的指数,当所
述成分比小于0.5时,mns会形成于钢材厚度中心部,降低抗氢致开裂性,相反,当所述成分比大于5.0时,会形成ca系粗大夹杂物,从而降低抗氢致开裂性。因此,所述钙(ca)与硫(s)的成分比(ca/s)优选满足下述关系式1。
59.关系式1:
60.0.5≤ca/s≤5.0,其中,各元素表示其重量含量。
61.另一方面,本发明提供的高强度钢材可进一步含有除上述合金组成以外的可以有效提高物性的元素,具体而言,可进一步含有镍(ni):0.05~0.3%、铬(cr):0.05~0.3%、钼(mo):0.02~0.2%以及钒(v):0.005~0.1%中的一种以上。
62.镍(ni):0.05~0.3%
63.镍(ni)是不降低低温韧性的情况下有效提钢的强度的元素。为达到所述效果,镍(ni)的含量可以是0.05%以上,但镍(ni)的价格偏高,如果镍含量高于0.3%则会导致制造费用上升。
64.因此,在本发明中,当添加所述镍(ni)时,其含量可以是0.05~0.3%。
65.铬(cr):0.05~0.3%
66.进行钢坯加热时,铬(cr)固溶于奥氏体,提高钢材的淬火性。为达到所述效果,铬(cr)的含量可以是0.05%以上,但如果铬含量超过0.3%则会降低焊接性。
67.因此,在本发明中,当添加所述铬(cr)时,其含量可以是0.05~0.3%。
68.钼(mo):0.02~0.2%
69.钼(mo)类似于所述铬(cr),可提高钢材的淬火性与强度。为达到所述效果,钼(mo)的含量可以是0.02%以上,但如果铬含量超过0.2%则会形成低温韧性脆弱的组织例如上贝氏体(upper bainite),阻碍抗氢致开裂性。
70.因此,在本发明中,当添加所述钼(mo)时,其含量可以是0.02~0.2%。
71.钒(v):0.005~0.1%
72.钒(v)是增加钢材的淬火性以提高强度的元素,为达到这种效果,钒(v)的添加量可以是0.005%以上。但如果钒含量超过0.1%则会导致钢的淬火性过度增加,形成低温韧性脆弱的组织,降低抗氢致开裂性。
73.因此,在本发明中,当添加所述钒(v)时,其含量可以是0.005~0.1%。
74.本发明中,钢材的余量成分是铁(fe)。但在一般的制造过程中,从原料或周围环境会不可避免地混入杂质,不能排除这一点。由于一般制造过程的技术人员都能知晓这种杂质,在本说明书中不再特意进行说明。
75.具有上述合金组成的本发明的高强度钢材,其表层部硬度与中心部硬度之差(表层部硬度
‑
中心部硬度)可控制在维氏硬度20hv以下。此时,也可包括表层部的硬度值小于中心部的硬度值的情况。
76.即,本发明的钢材与现有的tmcp钢材作比较,确保同等或更高的强度,同时最大程度降低表层部与中心部的硬度之差,加工时可抑制裂缝形成以及其传播,得到优异的抗氢致开裂性与抗硫化物应力腐蚀开裂性。优选地,本发明提供的钢材可具有450mpa以上的屈服强度。
77.此时,表层部是指在厚度方向上从表面到0.5mm的位置,其可以相当于钢材的两面。另外,中心部是指除上述表层部以外的剩余区域。
78.本发明中,所述表层部的硬度是指针对在厚度方向上从表面到0.5mm的位置,利用维氏硬度计以1千克力(kgf)的荷载测量的最大硬度值;所述中心部的平均硬度是指在离表面t/2的位置测量的硬度值的平均值。一般情况下,对于各位置的硬度可测量五次左右。
79.本发明中,对所述钢材的显微组织不做具体限定,只要是表层部的硬度与中心部的硬度之差为20hv以下的组织结构,可以是任何相(phase)和任何分率范围。
80.具体而言,所述钢材的表层部显微组织可以具有与中心部显微组织相同或更软(soft phase)的组织,作为一个例,当所述钢材的表层部显微组织由铁素体以及珠光体的复合组织组成时,所述中心部的显微组织由针状铁素体组成,但不限于此。
81.以下详细说明如上所述的制造本发明的高强度钢材的方法,其方法最大程度降低了表层部与中心部的硬度之差。
82.本发明的高强度钢材可通过多种方式制造,以下详细说明其具体实施方式。
83.作为一个实施例,可通过[钢坯加热
‑
轧制
‑
冷却(一次冷却、空气冷却、二次冷却)]工序制造。
[0084]
[钢坯加热]
[0085]
首先,准备满足本发明提出的合金组成以及成分关系的钢坯,对其进行加热,温度范围可为1100~1300℃。
[0086]
进行所述加热时,如果温度超过1300℃,不仅会加大氧化皮(scale)缺陷,还会使奥氏体晶粒粗大化,提高钢的淬火性。而且,增加低温韧性脆弱的组织例如上贝氏体在中心部的分率,降低抗氢致开裂性。相反,如果温度低于1100℃,会降低合金元素再固溶率。
[0087]
因此,在本发明中,可在1100~1300℃范围对钢坯进行加热,更优选地,为确保强度以及抗氢致开裂性,可在1150~1250℃范围进行加热。
[0088]
[热轧]
[0089]
对所述加热后的钢坯进行热轧制造热轧板,此时,可在ar3+50℃~ar3+250℃温度范围,以累计压下率50%以上进行热精轧。
[0090]
进行所述热精轧时,如果温度超过ar3+250℃,会存在以下问题:由于晶粒生长引起淬火性提高,形成低温韧性脆弱的组织例如上贝氏体等,从而降低抗氢致开裂性。相反,如果温度低于ar3+50℃,后续冷却开始的温度会过低,使空气冷却铁素体的分率过大,从而降低强度。
[0091]
在所述温度范围进行热精轧时,如果累计压下率低于50%,通过轧制的再结晶不会发生到钢材的中心部,从而使得中心部晶粒粗大,降低低温韧性。
[0092]
[冷却]
[0093]
可对根据上述工序制造的热轧板进行冷却,本发明的技术意义尤其在于能够提供最佳冷却工序,其可获得表层部与中心部硬度之差降低至最小的钢材。
[0094]
具体而言,所述冷却包括一次冷却、空气冷却以及二次冷却,以下对各工序条件进行详细说明。其中,所述一次冷却与所述二次冷却可适用特定冷却手段,作为一个实施例,可适用水冷却。
[0095]
一次冷却
[0096]
在本发明中,可在所述热精轧终止后进行一次冷却,具体而言,经所述热精轧获得的热轧板的温度在ar3
‑
20℃~ar3+50℃范围时开始进行一次冷却。
[0097]
如果所述一次冷却开始温度超过ar3+50℃,一次冷却过程中在表面部无法充分地相变为铁素体,从而无法获得表面部硬度降低效果。相反,如果所述开始温度低于ar3
‑
20℃,则会导致向铁素体的相变过度地发生至中心部,从而降低钢的强度。
[0098]
另一方面,优选地,所述一次冷却中,以冷却速度5~40℃/s进行冷却,以使所述热轧板的表面温度成为ar1
‑
50℃~ar3
‑
50℃。
[0099]
即,如果所述一次冷却的终止温度高于ar3
‑
50℃,经过一次冷却的热轧板的表面部的相变为铁素体的分率低,无法有效降低表面部硬度,相反,如果所述终止温度低于ar1
‑
50℃,则会导致铁素体相变过度地发生至中心部,难以确保目标水平的强度。
[0100]
而且,如果所述一次冷却的冷却速度小于5℃/s,非常慢,则难以确保能够达到所述一次冷却的终止温度,相反,如果所述冷却速度大于40℃/s,则在表面部中转变为例如针状铁素体相那样比铁素体更硬的相的分率变高,难以确保能够获得与中心部相比更软的组织。
[0101]
完成所述一次冷却后,所述热轧板的中心部温度优选地控制在ar3
‑
30℃~ar3+30℃。
[0102]
所述一次冷却终止后,如果中心部的温度高于ar3+30℃,冷却至特定温度范围的表面部温度上升,导致表面部中铁素体相变分率降低。相反,如果所述中心部的温度低于ar3
‑
30℃,中心部被过度地冷却,在后续的空气冷却中,表面部可被回热的温度降低,无法得到回火效果,继而影响降低表面部硬度的效果。
[0103]
空气冷却
[0104]
优选地,对依所述条件完成一次冷却的热轧板进行空气冷却,通过所述空气冷却,可获得所述表面部因受到温度相对高的中心部的影响被回热的效果。
[0105]
优选地,所述热轧板表面部温度达到ar3
‑
10℃~ar3
‑
50℃时,终止所述空气冷却。
[0106]
完成所述空气冷却后,如果表面部的温度低于ar3
‑
50℃,不仅空气冷却铁素体的形成时间不足,而且因表面部回热产生的回火效果也不充分,不利于降低表面部硬度。相反,如果表面部的温度高于ar3
‑
10℃,空气冷却时间过长,在中心部发生铁素体相变,难以确保目标水平的强度。
[0107]
二次冷却
[0108]
优选地,在所述温度范围(以表面部温度为准)完成所述空气冷却后进行二次冷却,优选地,其冷却速度为50~500℃/s,以使所述热轧板的表面部温度成为300~600℃。
[0109]
即,如果所述二次冷却的终止温度低于300℃,中心部中ma相的分率变高,对低温韧性和氢脆性抑制有不利影响,相反,如果所述终止温度高于600℃,无法完成中心部的相变,难以确保强度。
[0110]
另一方面,如果在冷却至所述温度范围的二次冷却中冷却速度低于50℃/s,会使中心部的晶粒粗大,难以确保目标水平的强度,相反,如果所述冷却速度高于500℃/s,则会引起中心部显微组织中例如上贝氏体那样的低温韧性脆弱的相的分率变高,导致抗氢致开裂性变差,因此不优选。
[0111]
作为另一个实施例,本发明的钢材可通过[钢坯加热
‑
轧制
‑
冷却(一次冷却、二次冷却)]工序制造。
[0112]
[钢坯加热]
[0113]
在准备满足本发明提出的合金组成以及成分关系的钢坯后,可以对其进行加热,温度范围可为1100~1300℃。
[0114]
进行所述加热时,如果温度超过1300℃,不仅会加大氧化皮(scale)缺陷,还会使奥氏体晶粒粗大化,可能会提高钢的淬火性。而且,在中心部会增加低温韧性脆弱的组织例如上贝氏体的分率,降低抗氢致开裂性。相反,如果温度低于1100℃,可能会降低合金元素再固溶率。
[0115]
因此,在本发明中,可在1100~1300℃范围对钢坯进行加热,更优选地,为确保强度以及抗氢致开裂性,可在1150~1250℃范围进行加热。
[0116]
[热轧]
[0117]
可对经过上述加热的钢坯进行热轧制造热轧板,此时,可在ar3+50℃~ar3+250℃温度范围,以累计压下率50%以上进行热精轧。
[0118]
进行所述热精轧时,如果温度超过ar3+250℃,会存在以下问题:由于晶粒生长引起淬火性提高,形成低温韧性脆弱的组织例如上贝氏体等,从而降低抗氢致开裂性。相反,如果温度低于ar3+50℃,后续冷却开始的温度会过低,可能会导致空气冷却铁素体的分率过大,从而降低强度。
[0119]
在所述温度范围进行热精轧时,如果累计压下率低于50%,则通过轧制的再结晶不会发生至钢材的中心部,从而使得中心部晶粒粗大,低温韧性变差。
[0120]
[冷却]
[0121]
可对根据上述内容制造的热轧板进行冷却,本发明的技术意义尤其在于能够提供最佳冷却工序,其可获得表层部与中心部硬度之差降低至最小的钢材。
[0122]
具体而言,所述冷却工序包括一次冷却以及二次冷却,以下对各冷却工序条件进行详细说明。所述一次冷却与所述二次冷却可适用特定冷却手段,作为一个实施例,可适用水冷却。
[0123]
一次冷却
[0124]
在本发明中,可在所述热精轧终止后进行一次冷却,具体而言,优选在经过所述热精轧获得的热轧板的温度在ar3
‑
20℃~ar3+50℃范围时开始进行一次冷却。
[0125]
如果所述一次冷却开始温度超过ar3+50℃,一次冷却过程中在表面部无法充分地相变至铁素体,从而无法获得表面部硬度降低效果。相反,如果所述一次冷却温度不足ar3
‑
20℃,则会导致铁素体相变过度地发生至中心部,从而降低钢的强度。
[0126]
另一方面,优选地,在所述一次冷却中,以冷却速度5~40℃/s进行冷却,以使所述热轧板的表面温度成为ar1
‑
150℃~ar1
‑
50℃。
[0127]
即,如果所述一次冷却的终止温度高于ar1
‑
50℃,经一次冷却的热轧板的表面部中相变至铁素体的分率低,无法有效降低表面部硬度,相反,如果所述终止温度低于ar1
‑
150℃,则会导致铁素体相变过度地发生至中心部,难以确保目标水平的强度。
[0128]
而且,如果所述一次冷却的冷却速度小于5℃/s,冷却速度非常慢,则难以确保能够达到所述一次冷却的终止温度,相反,如果所述冷却速度大于40℃/s,则在表面部中转变为例如针状铁素体相那样比铁素体更硬的相的分率变高,难以确保能够获得与中心部相比更软的组织。
[0129]
另外,完成所述一次冷却后,所述热轧板的中心部温度优选控制在ar3
‑
50℃~ar3
+10℃。
[0130]
所述一次冷却终止后,如果中心部的温度高于ar3+10℃,则表面部的一次冷却终止温度上升,导致表面部中铁素体的相变分率降低。相反,如果所述中心部的温度低于ar3
‑
50℃,中心部被过度地冷却,无法获得由温度相对高的中心部引起的表面部回火效果,继而影响降低表面部硬度的效果。
[0131]
二次冷却
[0132]
优选地,完成所述一次冷却后进行二次冷却,优选地,在所述二次冷却的冷却速度为50~500℃/s,以使所述热轧板的表面温度成为300~600℃。
[0133]
即,如果所述二次冷却的终止温度低于300℃,中心部中ma相的分率变高,对低温韧性和氢脆性抑制有不利影响,相反,如果所述终止温度高于600℃,无法完成中心部的相变,难以确保强度。
[0134]
另一方面,如果冷却至所述温度范围的二次冷却中冷却速度低于50℃/s,会使中心部的晶粒粗大,难以确保目标水平的强度,相反,如果所述冷却速度高于500℃/s,则会引起中心部显微组织中例如上贝氏体那样的低温韧性脆弱的相的分率变高,抗氢致开裂性变差,因此不优选。
[0135]
作为另一个实施例,本发明的钢材可通过[钢坯加热
‑
粗轧
‑
冷却及回热
‑
热轧
‑
冷却]工序制造。
[0136]
[钢坯加热]
[0137]
在准备满足本发明提出的合金组成以及成分关系的钢坯后,可以对其进行加热,温度范围可为1100~1300℃。
[0138]
进行所述加热时,如果温度超过1300℃,不仅会加大氧化皮(scale)缺陷,还会使奥氏体晶粒粗大化,可能会提高钢的淬火性。而且,在中心部会增加低温韧性脆弱的组织例如上贝氏体的分率,导致抗氢致开裂性变差。相反,如果温度低于1100℃,可能会降低合金元素再固溶率。
[0139]
因此,在本发明中,可在1100~1300℃范围对钢坯进行加热,更优选地,为确保强度以及抗氢致开裂性,可在1150~1250℃范围进行加热。
[0140]
[粗轧制得的棒材的冷却及回热]
[0141]
对依上述进行加热的钢坯,优选按照一般条件进行粗轧制得棒材(bar)后对所述棒材(bar)进行冷却及回热工序。
[0142]
在本发明中,在对所述棒材(bar)进行热精轧制得热轧板之前,先要冷却至特定温度并进行回热,使钢表面部的奥氏体晶粒微细化。由此,进行最终冷却(指热轧以后的冷却工序)时,可以有效降低钢表面部的淬火性,从而显著降低最终钢材表面部的硬度。
[0143]
具体而言,为通过所述冷却及回热使钢表面部的奥氏体晶粒微细化,有必要以能够仅使所述表面部选择性地发生转变
‑
逆转变的条件进行冷却,优选地,不管冷却手段如何,可进行至少一次的冷却,直至表面部温度达到ar3以下。更具体而言,所述冷却可进行到使得所述表面部转变为铁素体的温度范围。
[0144]
如前所述,冷却手段不受特别限制,作为一个实施例,可以采用水冷却。
[0145]
如上所述,将表面部冷却至ar3以下后,因温度相对高的中心部,表面部发生回热,此时,所述回热只要是因冷却转变的铁素体逆转变为奥氏体单相的温度范围,则对所述回
热的温度范围不做特定限制。
[0146]
[热精轧]
[0147]
可对根据前述内容进行冷却及回热后的棒材(bar)进行热精轧制得热轧板,此时,所述热精轧可在ar3+50℃~ar3+250℃温度范围内进行且累计压下率为50%以上。
[0148]
进行所述热精轧时,如果温度超过ar3+250℃,会存在以下问题:由于晶粒生长导致淬火性提高,形成低温韧性脆弱的组织例如上贝氏体等,从而降低抗氢致开裂性。相反,如果温度低于ar3+50℃,后续冷却开始的温度会过低,可能会导致空气冷却铁素体的分率过大,从而降低强度。
[0149]
在所述温度范围进行热精轧时,如果累计压下率低于50%,则通过轧制的再结晶不会发生至钢材的中心部,从而使得中心部晶粒粗大,低温韧性变差。
[0150]
[冷却]
[0151]
可对根据前述内容制造的热轧板进行冷却,此时,优选在所述热轧板在厚度方向上的平均温度或厚度方向t/4位置的温度为ar3
‑
50℃~ar3+50℃范围时开始冷却。
[0152]
如果所述冷却开始温度超过ar3+50℃,冷却过程中在表面部无法充分相变至铁素体,从而无法获得表面部硬度降低效果。相反,如果所述温度不足ar3
‑
50℃,则会导致铁素体转变过度地发生至中心部,从而降低钢的强度。
[0153]
另一方面,优选地,所述冷却的冷却速度为20~100℃/s,以使所述热轧板的表面温度成为300~650℃。
[0154]
终止所述冷却的温度可以用厚度方向的平均温度或厚度方向t/4位置的温度作为基准,如果此温度低于300℃,中心部中ma相的分率变高,对低温韧性和氢脆性抑制有不利影响,相反,如果所述温度高于650℃,无法完成中心部的相变,难以确保强度。
[0155]
另一方面,如果冷却至所述温度范围的冷却速度低于20℃/s,会使中心部的晶粒粗大,难以确保目标水平的强度,相反,如果冷却速度高于100℃/s,则在显微组织中例如上贝氏体那样的低温韧性脆弱的相的分率变高,导致抗氢致开裂性变差,因此不优选。
[0156]
通过上述一系列工序可制造厚度为5~50mm的本发明的钢材。本发明的钢材尽管其厚度大,但也能将其表面部与中心部的硬度之差(表层部硬度
‑
中心部硬度)控制在20hv以下,也能从而确保钢材的优异的抗氢致开裂性与抗硫化物应力腐蚀开裂性。
[0157]
以下通过实施例对本发明进行更具体的说明。需要注意的是,以下实施例仅为对本发明的更详细的说明,对本发明保护范围不做任何限定。这是因为,本发明的保护范围通过权利要求书的记载及由此合理推导出的内容决定。
[0158]
实施发明的方式
[0159]
实施例1
[0160]
准备具有下表1所示合金组成的钢坯。此时,所述合金组成的含量以重量%计,余量为fe和不可避免的杂质。按照表2的条件,对准备好的钢坯进行加热、热轧以及冷却工序,制得各钢材。
[0161]
表1:
[0162][0163]
(表1中,p*、s*、n*、ca*用ppm表示。另外,ar3=910
‑
310
×
c
‑
80
×
mn
‑
20
×
cu
‑
15
×
cr
‑
55
×
ni
‑
80
×
mo+0.35
×
(厚度(mm)
‑
8),ar1=742
‑
7.1
×
c
‑
14.1
×
mn+16.3
×
si+11.5
×
cr
‑
49.7
×
ni)
[0164]
表2:
[0165][0166]
对根据上述内容制得的各钢材测量其屈服强度(ys)、表面部以及中心部的维氏硬度以及抗硫化物应力开裂性,观察显微组织,将其结果记录于表3。
[0167]
此时,屈服强度是指在负载下(under
‑
load)伸长率为0.5%时的屈服强度。对于拉伸试片,沿与轧制方向垂直的方向采取api
‑
5l标准试片后进行试验。
[0168]
钢材各位置的硬度采用维氏硬度测试仪以1千克力的荷载进行测量。此时,在将钢材沿厚度方向切割后,在离表面的距离为t/2的位置测量中心部的硬度,表面部的硬度在钢材表面进行测量。
[0169]
用光学显微镜测量显微组织,用图像分析仪(image analyser)观察相(phase)的种类。
[0170]
另外,根据nace tm0177的规定,用1巴的h2s气体饱和的强酸标准溶液(5%nac1+0.5%醋酸)中,向样品施加90%屈服强度的抗拉应力,在720小时内观察断裂与否,以测量抗硫化物应力开裂性。
[0171]
表3:
[0172][0173]
(表3中,f表示铁素体、p表示珠光体、af表示针状铁素体、up表示上贝氏体。)
[0174]
如所述表1至表3所示,可以看出,均满足本发明提出的合金组成及其制造条件的发明例1至3的表面部的硬度明显低于中心部的硬度,也具有优异的抗硫化物应力腐蚀开裂性(参照图1)。
[0175]
相反,对于未满足本发明提出的合金组成且冷却工序超出本发明条件的比较例1至3、以及虽然满足本发明的合金组成但冷却工序超出本发明条件的比较例4来说,相对于中心部的硬度,其表面部的硬度过高,其相差为30hv以上。其中,比较例1至3的ssc特性也较差。
[0176]
比较例5和6适用了本发明的多级冷却方式,其中对于比较例5来说,随着一次冷却中表面部的终止温度过低,中心部形成了铁素体及珠光体,其屈服强度不足450mpa,难以确保希望的强度。对于比较例6来说,由于一次冷却速度过高,表面部没有形成与中心部相比更软的组织以作为基体组织,由此表面部的硬度与中心部的硬度之差高达20hv以上。
[0177]
实施例2
[0178]
准备具有下表4所示合金组成的钢坯。此时,所述合金组成的含量以重量%计,余量为fe和不可避免的杂质。按照表5的条件,对准备好的钢坯进行加热、热轧以及冷却工序,制得各钢材。
[0179]
表4:
[0180][0181]
(表4中,p*、s*、n*、ca*用ppm表示。另外,ar3=910
‑
310
×
c
‑
80
×
mn
‑
20
×
cu
‑
15
×
cr
‑
55
×
ni
‑
80
×
mo+0.35
×
(厚度(mm)
‑
8),ar1=742
‑
7.1
×
c
‑
14.1
×
mn+16.3
×
si+11.5
×
cr
‑
49.7
×
ni)
[0182]
表5:
[0183][0184]
对根据上述内容制得的各钢材测量其屈服强度(ys)、表面部以及中心部的维氏硬
度、抗硫化物应力开裂性,观察显微组织,将其结果记录于下表6。
[0185]
此时,屈服强度是指伸长率(under
‑
load,在负载下)为0.5%时的屈服强度。对于拉伸试片,沿与轧制方向垂直的方向采取api
‑
5l标准试片后进行试验。
[0186]
钢材各位置的硬度采用维氏硬度测试仪以1千克力的荷载进行测量。此时,在将钢材沿厚度方向切割后,在离表面的距离为t/2的位置测量中心部的硬度,表面部的硬度在钢材表面进行测量。
[0187]
用光学显微镜测量显微组织,用图像分析仪(image analyser)观察相(phase)的种类。
[0188]
另外,根据nace tm0177的规定,用1巴的h2s气体饱和的强酸标准溶液(5%nac1+0.5%醋酸)中,向样品施加90%屈服强度的抗拉应力,在720小时内观察断裂与否,以测量抗硫化物应力开裂性。
[0189]
表6:
[0190][0191]
(表6中,f表示铁素体、p表示珠光体、af表示针状铁素体、up表示上贝氏体。)
[0192]
如所述表4至表6所示,可以看出,均满足本发明提出的合金组成及其制造条件的发明例1至3的表面部的硬度明显低于中心部的硬度,也具有优异的抗硫化物应力腐蚀开裂性(参照图2)。
[0193]
相反,对于未满足本发明提出的合金组成且冷却工序超出本发明条件的比较例1至3、以及虽然满足本发明的合金组成但冷却工序超出本发明条件的比较例4来说,相对于中心部的硬度,其表面部的硬度过高,其相差超过20hv。其中,比较例1至3的ssc特性也比较差。
[0194]
比较例5和6适用了本发明的多级冷却方式,其中对于比较例5来说,由于一次冷却中表面部的终止温度过高,表面部未能形成与中心部相比更软的组织即铁素体相,随之表面部的硬度高于中心部的硬度。对于比较例6来说,由于一次冷却中冷却速度过高,表面部的终止温度过低,中心部的终止温度也低,由此在中心部形成铁素体与珠光体,其屈服强度不足450mpa,难以确保希望的强度。
[0195]
实施例3
[0196]
准备具有下表7所示合金组成的钢坯。此时,所述合金组成的含量以重量%计,余量为fe和不可避免的杂质。按照表8的条件,对准备好的钢坯进行加热、热轧以及冷却工序,制得各钢材。此时,用完成所述加热的钢坯在通常条件下进行粗轧制得棒材(bar),然后对
部分钢种的所述棒材进行冷却后再进行热轧,所述热轧在经过所述冷却的棒材(bar)回热至奥氏体单相区域后进行。
[0197]
表7:
[0198][0199]
(表7中,p*、s*、n*、ca*用ppm表示。另外,ar3=910
‑
310
×
c
‑
80
×
mn
‑
20
×
cu
‑
15
×
cr
‑
55
×
ni
‑
80
×
mo+0.35
×
(厚度(mm)
‑
8),ar1=742
‑
7.1
×
c
‑
14.1
×
mn+16.3
×
si+11.5
×
cr
‑
49.7
×
ni)
[0200]
表8:
[0201][0202]
对根据上述内容制得的各钢材测量其屈服强度(ys)、表面部以及中心部的维氏硬度、抗硫化物应力开裂性,观察显微组织,将其结果记录于表9。
[0203]
此时,屈服强度是指伸长率(under
‑
load,在负载下)为0.5%时的屈服强度。对于拉伸试片,沿与轧制方向垂直的方向采取api
‑
5l标准试片后进行试验。
[0204]
钢材各位置的硬度采用维氏硬度测试仪以1千克力的荷载进行测量。此时,在将钢材沿厚度方向切割后,在离表面的距离为t/2的位置测量中心部的硬度,表面部的硬度在钢材表面进行测量。
[0205]
用光学显微镜测量显微组织,用图像分析仪(image analyser)观察相(phase)的种类。
[0206]
另外,根据nace tm0177的规定,用1巴的h2s气体饱和的强酸标准溶液(5%nac1+0.5%醋酸)中,向样品施加90%屈服强度的抗拉应力,在720小时内观察断裂与否,以测量抗硫化物应力开裂性。
[0207]
表9:
[0208][0209]
(表9中,f表示铁素体、p表示珠光体、af表示针状铁素体、up表示上贝氏体(upper bainite))
[0210]
如所述表7至表9所示,可以看出,均满足本发明提出的合金组成及其制造条件的发明例1至2的表面部硬度明显低于中心部,也具有优异的抗硫化物应力腐蚀开裂性(参照图3)。
[0211]
相反,对于未满足本发明提出的合金组成且制造工序超出本发明条件的比较例1至2来说,相对于中心部的硬度,其表面部硬度过高,其相差超过30hv,并且ssc特性也比较差。
[0212]
比较例3按照本发明提出的制造工序制造,可得到表面部硬度降低效果,但合金组成中ca的含量以及ca/s的成分比超出本发明的范围,其ssc特性较差。
[0213]
比较例4和5虽然满足本发明提出的合金组成要求,但省略了制造工序,尤其省略对粗轧制得的棒材(bar)进行冷却的工序,导致相对于中心部的硬度,表面部的硬度过高,其相差超过20hv。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1