为增材制造设备生成控制数据的方法和装置与流程
1.本发明涉及为在制造过程中对制造产品进行增材制造的设备生成控制数据的方法和控制数据生成装置,其中,构造构建材料并选择性地进行固化。在此为了固化在构造区上用至少一个能量射束照射大多为无形的或可流动的、通常为粉末状的构建材料,其中,使能量射束的照射面在构造区上运动,以至少局部地在照射面的区域中或在照射面中以及周围的目标区域中熔融构建材料。本发明还涉及通过使用该控制数据控制对制造产品进行增材制造的设备的控制装置以及对制造产品进行增材制造的设备。
背景技术:
2.在许多工艺中都需要借助能量射束、例如激光束等照射材料、尤其局部熔融材料的方法。对此典型的示例是借助能量射束的焊接或激光焊接。另一大的应用领域在增材制造。在制造原型和各种制造产品时以及在批量制造中增材制造工艺越来越重要。通常“增材制造工艺”可理解为一般基于3d数字结构数据通过堆放材料(“构建材料”)构建制造产品(下面也称为“构件”)的这种制造工艺。在此构建大多是指、但是不强制一定是逐层地进行。增材制造的同义词通常也使用术语“3d打印”,借助增材制造工艺制造模型、图案和原型常常称为“快速原型”并且模具的制造也称为“快速制模”。该工艺中的核心点是构建材料的选择性固化,其中,在多个制造工艺中可借助用辐射能量,例如电磁辐射、尤其光和/或热辐射照射,但是必要时也可借助粒子辐射,例如电子辐射进行固化。使用照射工作的方法的示例是“选择性的激光烧结”或“选择性的激光熔融”。在此使得大多粉末状的构建材料的薄层反复地叠置施加并且在每层中都通过空间受限地照射在制造之后应属于待制造的制造产品的部位选择性地固化,即借助通过在该部位处辐射局部引入的能量部分地或完全地熔化构建材料的粉末颗粒。在冷却之后,粉末颗粒此后彼此连接成固体。
3.优选在本发明中大多根据合适的照射策略进行选择性的照射、尤其能量射束在构造区上的照射面的运动。对此该运动可以是先前生成的能量射束或能量束例如在普通“扫描”过程中的偏转,例如在激光射束中通过检流镜或在电子或粒子射束中通过电磁偏转。必要时,也可(至少部分地)通过射束输出单元或照射装置、尤其能量射束源本身进行运动,该能量射束源例如呈二极管排、尤其激光二极管排的形式。
4.通常在固化工艺期间照射较大的二维区域、即构造区上的较大的面。不管如何生成能量射束以及构建区上的照射点具体如何移动,证明有利的是首先将待照射的区域根据选出的图案虚拟地“划分”成例如虚拟的“条纹”、菱形图案、棋盘图案等。然后以能量射束大多以所谓的“阴影线”的形式(通常以及下面也称为“填充部”)扫过该图案的各个面、即例如条纹或区。在条纹图案中从宏观上看构造材料沿着平行的条纹依次被固化并且具体来说从微观来看在此能量射束在构建区上的照射面沿着彼此紧挨的阴影线运动,阴影线横向于相应的照射条纹在照射条纹的边界中伸延。
5.在实际应用中或在至今已知的用于增材制造的机器或装置中通常使用具有基本上旋转对称(即圆对称)的强度分布的能量射束、例如激光射束。这种旋转对称的强度分布
通常相应于高斯分布曲线。在高斯形状的强度分布中强度在能量射束的中间最高并且根据高斯函数或高斯分布曲线沿所有方向沿径向向外横向于能量射束的传播方向或当前的光路方向(下面也简称“射束方向”或“射束轴线”)变弱。该强度分布无需其他措施就可从至今使用的能量射束源、例如普通的激光器中获得。
6.但是最新的认识或研究表明,能量射束、尤其激光射束的强度分布的精确形状可完全具有对整个制造工艺不显著的影响,尤其例如对比能量消耗和/或制造产品的品质,例如其微结构。在具有高斯强度分布的激光射束和非旋转对称的强度分布、即椭圆形强度分布的激光射束之间的比较例如在tien t.等人的论文“在金属增材制造工艺中调制激光强度轮廓椭圆率以进行微结构控制”(材料学报)2017年128期,第197
‑
206页中进行了描述。其中也显示出,不仅强度分布本身,而且其关于能量射束的当前运动方向或其在构造区上的照射面的定向(下面不限于一般情况也称为“扫描方向”)都会对制造工艺有影响。
7.例如目前在实际中在对金属进行激光烧结或激光熔融的过程中大多用所谓的“深层焊接工艺”(“锁眼模式焊接”)工作。焊接工艺在形成也称为“锁眼”的蒸气毛细时定义为深层焊接工艺。入射的能量射束、尤其激光射束在此产生由熔融的材料或金属构成的熔浴。如果材料的熔浴表面通过进一步持续的照射达到其沸点温度,蒸气气泡侧向地并且向下将熔体压离并且由此产生蒸气毛细。锁眼的直径通常小于能量射束或激光射束的直径。该深层焊接工艺的优点是高的深度效果。即相比于射束直径形成更深的熔浴,因为没有发生这种蒸发。下面将没有蒸发的焊接工艺或熔融工艺称为“导热焊接”(也称为“conduction mode welding传导模式焊接”或“conduction laser welding传导激光焊接”)。
8.但是这种深层焊接工艺也具有多处缺点:
9.第一,通过能量射束提供相对高的能量,以便蒸发材料。材料的蒸发焓通常为熔化焓的两倍至五倍并且从工艺的生产部分中抽出。虽然蒸发焓在金属蒸气冷凝时再次释放,但是其不再可用于生产工艺。该能量消耗提高了工艺的成本。
10.第二,通常尽可能从工艺区中排走蒸发的物质、甚至部分地从工艺氛围中过滤出并且回收该蒸发的物质以保证工艺稳定性。这在高成本的金属粉末方面会显著影响构件费用。
11.第三,在蒸发时材料体积(在正常条件下)增大约1000倍。这导致在蒸气毛细(简称锁眼)内的金属蒸气中的高压,这又会带来金属蒸气从锁眼中的高流出速度(处于0.3马赫数量级)。气体射流会带走相邻的固体颗粒和/或离开熔融池的液滴,并且由此引起其他的材料损耗。这些颗粒和/或液滴大多称为“飞溅物”。
12.第四,金属气体通常恰好与能量射束的入射方向相反地流动并且同时冷凝。入射的能量射束会不受控地通过吸收和散射与流出且冷凝的金属气体相互作用。为了很大程度地避免与工艺相关的干扰,可使金属气体的流动方向尽可能快地且高效地转向。这可以例如与粉末床相切的由保护气体构成的流动幕帘实现,但是其速度必须足够高,以足够降低不期望的效果。但是此后流动速度通常如此高,使得也可将大量的粉末状材料从粉末床中带走,就像强风也可以将灰尘从地板上带走(风蚀)一样。借助工艺气体循环系统,通常工艺副产品或杂质,例如从工艺腔中排出的金属冷凝物或原料粉末可在工艺腔下游被收集在过滤器以及可能的废气系统的分离器中。该材料通常会丢失,还必须复杂且昂贵地进行处理。
13.上面说明的各种损失源的材料损失可能占构建的构件的重量的不小部分。因此避
免使用其或显著降低其使用会大大降低成本。
14.在具体情况下哪种焊接工艺更为合适可取决于不同的边界条件并且也可在制造工艺期间改变,例如根据待制造构件内的部位。将焊接工艺作为导热焊接还是作为深层焊接工艺进行,又取决于不同的参数。主要参数也可为强度分布的形状。
技术实现要素:
15.本发明的目的是,提供用于生成控制数据的合适方法和相应的控制数据生成装置以及对制造产品进行增材制造的设备的控制方法和对此合适的控制装置以及用于增材制造的设备,其中使用能量射束工作,该能量射束特别适合用于导热焊接工艺。
16.这一方面通过根据权利要求1的生成控制数据的方法(下面也称为“控制数据生成方法”)和根据权利要求12的控制数据生成装置实现,并且另一方面通过根据权利要求11的用于控制对制造产品进行增材制造的设备的方法(下面也称为“控制方法”)、根据权利要求13的用于增材制造的设备的控制装置以及根据权利要求14的用于增材制造的设备实现。
17.在根据本发明的方法中在上述制造工艺中为对制造产品进行增材制造的设备生成控制数据,使得能量射束在垂直于能量射束射束轴线(即垂直于射束方向或入射方向)伸延的剖切平面中在构造区上的照射面上具有下面还将限定特征的强度分布。
18.为此首先需要指出,在本申请中一般能量射束的“强度分布”包括能量射束在垂直于射束方向或射束轴线的剖切平面(横截面)中的空间形状或伸展以及强度在横截面上的空间分布,即尤其最大值和最小值等的位置。表述“在构造区上的照射面处”应理解为,涉及在照射面之前不久在垂直于入射方向的剖切平面中的强度分布,该照射面在大多数情况下与直接在构建区的表面上或工作平面中的强度分布不相应,因为能量射束大多倾斜地照射到构建区上。但是这不排除在该方法过程中始终会出现,所述剖切平面与照射面是一致的,因为能量射束在该时刻刚好垂直于照射面。
19.根据本发明,基于控制数据生成的能量射束的强度分布如下地设置参数:
20.首先,根据本发明的强度分布在中间区域中沿着强度分布在垂直于能量射束的射束轴线伸延的剖切平面中的至少一条割线(边缘曲线)具有至少一个局部最小值。在本发明中的“割线”从一侧朝向另一侧伸延穿过强度分布的面,即该割线在刚好两个彼此间隔开的部位处切割强度分布的边缘,而与边缘曲线或边缘的具体形状或走向无关,并且可以、但是不是必须伸延通过强度分布的射束轴线或中心(在这种情况下割线相应于直径)。由此,割线尤其不是仅仅在边缘曲线上。优选地,割线横向于、优选基本上垂直于能量射束在构造区上的扫描方向。还优选地,割线通过强度分布在剖切平面中的形状或造型的几何重心。
21.在此“中间区域”应理解为强度分布的中央区域,即局部最小值位于穿过该中间区域的割线的区域中。中间区域与强度分布的沿着强度分布的边缘伸延并且从边缘开始延伸到强度分布中的边缘区域有区别,确切地说例如优选边缘区域在强度分布的总面积中的面积占比至少10%、优选至少20%和/或最高50%、优选最高40%的程度。对于正圆形强度分布的情况,边缘区域相应地例如以强度分布的半径的10%或20%从边缘开始延伸到强度分布中。在此,强度分布的“边缘”任意地定义为,能量射束的辐射功率的99%处于该边缘内(即在通过边缘包围的面积中)。
22.其次,根据本发明的强度分布优选具有沿着强度分布的边缘基本上平行于边缘向
内移动的(完全环绕的)强度变化曲线,该强度变化曲线在至少一个部位上具有最大值并且在该强度变化曲线上与最大值相对的区域中具有局部最小值。“强度变化曲线”在此可理解为强度分布与沿着定义的、相应选择的曲线的部位相关的强度走向。术语“局部最小值”在此应理解为关于强度变化曲线上的强度值的变化的最小值,即沿着该强度变化曲线测量强度并且绘制在图表中,由此在此示出了局部最小值。
23.强度变化曲线上的与最大值“相对的区域”应理解为从与强度变化曲线上的最大值(对角)相对的位置开始沿着强度变化曲线在两个方向上最大包围的60
°
、优选最高50
°
、更为优选最高40
°
、更优选最高30
°
、特别优选最高10
°
的角的区域。十分特别优选地,局部最大值基本上与最大值对角相对地位于强度变化曲线上。术语“对角”在狭义中尤其涉及圆形走向的强度变化曲线。但是一般地在不规则形状的强度变化曲线中,例如可将相应相对的点构造成,割线从最大值开始通过由强度分布的边缘包围的面的重心,而在此割线切割强度变化曲线,此时是在本申请中的“对角”相对的点。
24.在优选的强度分布中,有意地在沿着边缘的周边区域中至少局部地、优选圆环绕地实现比在中央区域中更高的强度。在中央、即在射束轴线处和/或与其带有小的间距地、例如在从中央至边缘的一半路径内有局部最小值。
25.通过在沿着边缘环绕的强度变化曲线上为具有最大值和相对的最小值的强度分布进行第二参数化有意地使得强度分布关于与组合能量射束在材料或构造区上的入射方向同轴伸延的旋转轴线是非旋转对称的。
26.术语“旋转对称”在此涉及与能量射束的射束方向同轴的旋转轴线。到此为止,如前所述地使得能量射束形成旋转对称的,即例如具有高斯形状的强度分布。相反,下面将术语“非旋转对称”或“基本非旋转对称”理解为这样的能量射束,其强度分布有意地以显著程度生成为非旋转对称的或通过有针对性地修改射束和/或通过叠加能量射束获得具有非旋转对称的总强度分布的组合能量射束被相应地影响。对此不包括本身应具有常见的旋转对称的、例如高斯形状的强度分布并且与旋转对称仅具有不期望的偏差的能量射束,这例如由于用于生成能量射束和/或使能量射束运动的系统的意外变形或其他缺陷造成。例如如果按期望生成的输出能量射束的强度分布在数学上描述为极坐标r和f(在垂直于射束方向的平面中)的位置的函数i(r,φ),则在强度分布内找不到原点时此时强度分布优选可称为或定义为“非旋转对称”,该原点对于在条件m≥2的情况下任意的m以及任意的r满足以下性质:
[0027][0028]
其中,ε≤0.01,优选ε≤0.05,更优选地ε≤0.1,还进一步优选地ε≤0.2。具体而言,由此定义的强度分布不仅不是旋转对称的,而且也不是转动对称的。
[0029]
以根据本发明的方式参数化的强度分布能够在构造区上在照射面的区域中更简单地设定目标温度,从而将熔融工艺保持在导热焊接的工艺窗口中。如后面还将根据具体实施例使用虚拟的功能区域详细描述那样,借助最大值周围的区域可实现相对快速地加热材料。在沿着边缘的周边区域中至少局部存在的比中央区域更高的强度用于补偿从活动的工艺区域、即照射面进入周围构造材料中的热损耗。通过该区域包围的强度分布中间区域
用于设定和控制熔体中的温度变化,使得可保持导热焊接的期望工艺区域。
[0030]
在根据本发明的用于控制对制造产品进行增材制造的设备的方法中,首先将以根据本发明的方式生成控制数据,然后利用控制数据以控制数据控制设备。在此可提前生成控制数据并且作为完整的数据包或一类“控制协议”传输给设备,然后设备执行生产工艺。但是原则上也可在已经运行的过程期间为后续的工艺步骤确定控制数据,例如在层固化期间,为下一层确定控制数据并且在固化另一层时使用。这意味着,也可在该过程期间动态地改变控制数据,例如也可基于工艺监控数据或基于此的品质数据进行改变。
[0031]
在此控制数据的输出基础尤其是给出在工艺室或构造区之内的哪些部位处应固化材料的数据,即稍后哪些部分应属于构件或属于可能的支撑结构等以及哪些区域不属于的数据。这些数据例如可从待制造物体和/或支撑结构的3d数字模型中获得。如果存在该数据和其他的所需信息,例如使用哪些材料、提供哪种固化装置、尤其何种能量射束或可在哪些参数的范围中设置等,由此可确定为相应情况优化的或最佳的强度分布并且可相应地生成控制数据,该强度分布满足上述根据本发明的特征。
[0032]
根据本发明的控制数据可基本上为曝光控制数据或扫描数据。扫描数据尤其也可定义或预先给定能量射束在表面上的运动,以及能量或激光强度的大小和/或射束垂直于射束方向的伸展度。但是尤其该控制数据包括针对增材制造的设备的照射装置的关于上面限定的期望的或待设定的强度分布或射束垂直于在照射面上的射束方向的“形状”的信息。此外,该控制数据总体也还包括对制造产品进行增材制造的设备的其他部件所需的其他数据,例如关于层厚的信息等。
[0033]
根据本发明的用于为对制造产品进行增材制造的设备生成控制数据的控制数据生成装置构造成,以如下方式生成控制数据,能量射束在垂直于能量射束的射束轴线伸延的剖切平面中在构造区上的照射面处具有如下的强度分布,该强度分布:
[0034]
‑
在剖切平面中沿着强度分布的至少一个割线在中间区域中具有至少一个局部最小值以及
[0035]
‑
具有沿着强度分布的一个边缘环绕的强度变化曲线,该强度变化曲线在至少一个部位处具有最大值并且在强度变化曲线上与最大值相对的区域中在至少一个部位处具有最小值。
[0036]
控制数据生成装置例如可为这种对制造产品进行增材制造的生产设备的控制装置的一部分。但是控制数据生成装置也可独立地在另一计算机上实现,以便随后将数据转交给控制装置。
[0037]
因此,根据本发明的用于对制造产品进行增材制造的这种设备的控制装置具有根据本发明的控制数据生成装置或针对这种控制数据生成装置的端口以提供相关的控制数据或以便由控制数据生成装置接收控制数据,并且该控制装置构造成通过使用控制数据操控用能量射束照射构建材料的增材制造的设备。在此,控制装置优选用于协调地操控增材制造的设备的所有部件。控制装置尤其也可包括多个子控制装置,子控制装置例如被配备给照射装置,尤其还将描述的第一和/或第二能量射束运动单元,和/或其他的部件并且以合适的方式共同作用。控制装置或子控制装置在此可如后面所述也可完全地或部分地以软件形式实现。
[0038]
根据本发明的用于在增材制造工艺中对制造产品进行增材制造的设备(下面也称
为“制造设备”)除了例如用于在工艺室中引入例如呈层形式的、尤其如所述那样无定形的或可流动的构建材料的输送装置(通常也称为“涂装机”)这样的常见部件和用于通过借助能量射束的照射选择性固化构建材料的照射装置以外,具有至少一个这种控制装置。
[0039]
此处应强调的是,根据本发明的装置也可具有多个照射装置,多个照射装置此时与控制数据相应协调地被操控。还需要说明的是,就能量射束而言,其强度分布应具有根据本发明的特征,其也可由多个叠加的能量射束构成,如后面所述。因此需要为各个部件生成控制数据来产生能量射束,从而总体上实现强度分布的期望结果。照射装置也可用于生成具有根据本发明的特征的多个单独的能量射束,以便并行地在构造区上的多个位置处固化材料。变型方案的组合也是可行的。
[0040]
根据本发明的控制数据生成装置以及控制装置的其他部件或控制装置整体可以具有合适的软件的计算单元的形式实现。计算单元例如可为此具有一个或多个共同作用的微型处理器等。控制数据生成装置尤其可以在根据本发明的制造设备的控制装置的计算单元中的合适的软件程序部件的形式实现。基本上以软件实现具有的优点是,至今为止使用的计算单元、尤其用于增材制造的制造设备的控制装置以简单的方式通过软件或硬件升级可被加装,从而以根据本发明的方式工作。
[0041]
就此而言,该目的也通过具有计算机程序的相应计算机程序产品实现,计算机程序可直接下载到计算单元的存储装置中、尤其控制装置中,该计算机程序具有程序段,以便在计算单元或控制装置中执行该程序时执行根据本发明的方法的所有步骤。这种计算机程序产品除了计算机程序以外必要时也可包括额外的组成部分,例如文件汇编和/或额外的部件以及硬件部件,例如使用软件的硬件密匙(加密狗等)。为了运输至计算单元或控制装置和/或为了存储在计算单元或控制装置上或其中可使用计算机可读介质,例如记忆棒、硬盘或其他的可运输的或固定装入的数据载体,在数据载体上存储计算机程序的可由计算单元、尤其控制装置读取的并且可执行的程序段。
[0042]
本发明的特别有利的其他设计方案和改进方案由从属权利要求以及下面的描述中得出,其中,一权利要求类别中的独立权利要求也可与另一权利要求类别的从属权利要求和实施例类似地改进并且尤其也可将不同实施例或变型方案的各个特征组合成新的实施例或变型方案。
[0043]
如后面根据实施例所述,特别优选地可使得强度分布具有局部的强度提升,该强度提升在强度分布的至少部分环状环绕的边缘区域中(或在环形的边缘区域的一个部段中)延伸。换句话说,强度分布在沿着其轮廓的至少一个区域中与边缘带有小间距地具有相对于中间区域提升的强度(即相对于周边局部的最大区域)。而在此将上面定义的中央区域和边缘之间的区域理解为边缘区域。环绕的强度变化曲线至少局部地优选沿着部分环状环绕的边缘区域伸延。
[0044]
通过在强度变化曲线的一个部位处的局部强度提升以及在强度变化曲线的相对一侧上在该区域中的局部最小值可尤其生成具有一种镰刀状的强度提升的强度分布。
[0045]
优选地,使得最大值在环绕的强度变化曲线上位于强度分布的沿扫描方向前方的边缘区域中。因此,局部最小值在强度变化曲线上位于沿扫描方向后方的边缘区域中。由此不排除在强度变化曲线上存在其他的局部最大值和局部最小值。
[0046]
沿扫描方向“位于前方的边缘区域”优选可为在弧度之上最大约为2/3π
·
r的距离
(r在此为圆周半径,其根据射束形状可与曲率半径等效。在此对于任意的射束形状或强度分布的形状,将射束形状的轮廓周边定义为2π
·
r),更为优选最大约为1/2π
·
r的距离、还更优选地最大约为1/3π
·
r的距离、特别优选地最大约为1/6π
·
r的距离,其中,从由此得到的相应作用区域检测到的面包围强度分布的沿扫描方向位于最前方的点。
[0047]
尤其圆形的强度分布可为最大120
°
、更为优选最大90
°
、还更为优选最大60
°
、特别优选最大30
°
的角范围(圆形的强度分布是环部段),其中,从相应的角范围中检测的面包围强度分布的沿扫描方向位于最前方的点。
[0048]
优选地,强度变化曲线上的最小值高于强度分布的中间区域中、即中央或靠近中央的局部最小值。
[0049]
在中间区域中的最小值的区域中,强度优选最大在1.5mw/cm2处。优选地,在此强度至少为0.05mw/cm2。
[0050]
优选地,在沿着边缘的强度变化曲线上的强度在每个部位处都高于强度分布的中间区域中的局部最小值。即,强度分布在边缘区域中具有环形的整体强度提升,但是其中,强度提升值根据圆周上的位置而不同。
[0051]
在环形的强度变化曲线上、即例如在沿着边缘的局部强度提升的一点中的最大强度值与尤其在强度分布的中间区域中的局部强度最小值的比例优选最大为10:1、优选最大9:1、更为优选最大8:1、特别优选7:1。
[0052]
优选地,在环形的强度变化曲线上的最小强度值与局部的强度最小值的比例至少为1.5:1、优选至少2:1、更为优选至少3:1、特别优选至少4:1。
[0053]
优选地,在沿着边缘的强度变化曲线上的最大值至少比在强度变化曲线上相对区域中的局部最小值高1.5倍、更为优选两倍、还更为优选三倍、特别优选四倍。同样优选地,在沿着边缘的强度变化曲线上的最大值最高比在强度变化曲线上相对区域中的局部最小值高八倍、更为优选七倍、还更为优选六倍、特别优选五倍。
[0054]
在强度变化曲线上相对区域中的最大值和最小值之间,沿着强度变化曲线的强度值的(与位置相关的)函数可任意地走向。特别优选地其弯曲地延伸。优选涉及没有突变的“平滑”函数。优选地,该函数在任意部位上可至少一次微分、优选地可至少两次微分、特别优选地可任意多次地微分。
[0055]
但是这不排除,强度分布原则上也可通过一次阶梯函数或多个叠加的阶梯函数定义。
[0056]
优选地,可根据照射面环境参数将能量射束的强度分布设定为关于沿扫描方向的对称轴线基本上轴对称的或基本上非轴对称的。
[0057]
在此,“轴对称的”设置可理解为,在常见的公差范围中存在轴对称性。“基本上非轴对称的”设置是指,有意地没有保持该轴对称性,即与轴对称性的偏差超出公差。
[0058]
照射面环境温度可尤其理解为给出当前迹道(例如填充部)是否在已经固化材料旁伸延的参数,即例如是否涉及不是侧向邻接先前迹道的第一迹道还是涉及另一迹道的参数。
[0059]
因为固化材料具有与未固化的材料不同的热物理特性,可通过有意地偏离轴对称性实现补偿。为此例如可使得在沿着边缘的强度变化曲线上的最大值没有沿着扫描方向精确地位于前方,而是距离已经固化的迹道(例如已经加工的相邻填充部)更远一段距离或与
其更靠近。即总的强度变化曲线关于最大值围绕强度变化曲线的旋转轴线从已经固化的迹道转动离开或朝其转动。在此同时使得在强度分布的强度变化曲线上的最小值朝已经固化的迹道的方向转动或从其转动离开。沿哪个方向转动,例如可取决于紧邻的已经固化的迹道是热的还是已经冷却。经冷却的硬化的迹道具有更大的质量并且吸收能量较差,因为“光滑的”面反射更多辐射。在一个迹道已经冷却时比该迹道还是热的并且已经包含更多能量时,随后待固化的相邻迹道的最大值优选更接近先前固化的迹道,由此仅需引入更少的新能量。
[0060]
有各种方案用于生成具有期望的强度分布的能量射束。
[0061]
例如即使在生成能量射束时也可实现期望的射束成型。由此例如可使激光器构造有多个激光通道,激光通道可内聚地组合,从而激光通道一起用作各个内聚的激光源并且作为激光源起作用。这可本身提供以下可能性,在相和幅度方面额外地高动态地调制每个单个的激光通道,以便实现期望的可变的射束成型,尤其期望的强度变化曲线。
[0062]
此外由能量射束源生成的任意的、即首先旋转对称的能量射束只能此后在射束成型装置内“成型”或修改,以便获得期望的射束分布。这种射束成型装置也可以不同的方式实现。
[0063]
优选地,射束成型装置可具有至少一个可通过控制装置操控的微光学元件。在此特别优选的是所谓的衍射光学元件(英语也作为“diffractive optical element”、doe已知)。doe可例如通过反射或透射工作并且射入的射束的波前可通过局部地调制反射的或透射的分射束的相和/或幅度而改变。
[0064]
因为在照射期间会出现部分非常快速的方向改变并且通常始终关于当前的运动方向、即扫描方向定义特定的强度分布,通常必须改变在构造区或材料上的理想强度分布的方向(例如如前所述用于分别根据当前的填充方向定向最大值)。这要求照射装置对强度分布改变作出快速反应。另一点是,根据具体的制造参数在强度分布内的相对高的空间强度差异是值得期望的,其在上面已经部分地定义。
[0065]
为了提供能量射束,其强度分布可具有高的空间强度差异并且因此可快速改变,例如可使用生成控制数据以产生至少两个能量射束并且因此也产生两个能量射束的方法,由此通过叠加能量射束生成强度分布。
[0066]
即生成至少一个第一能量射束和第二能量射束。这例如可通过具有至少两个分开的能量射束源、例如两个激光器的能量射束源系统进行。但是原则上也可首先通过一个能量射束源生成能量射束并且然后例如在射束分配器中等进行分配。
[0067]
优选地通过以下方式生成控制数据,使得第一能量射束与第二能量射束共同地至少部分叠加地作为“组合能量射束”以预设的扫描速度协调地在材料或构造区上运动,该扫描速度也可动态地变化。
[0068]
特别优选地,同时使得第二能量射束相对于第一能量射束以预设的相对速度(其也可动态地控制)优选循环地和/或优选连续地相对运动,相对速度的数值远远大于扫描速度的数值。
[0069]
组合能量射束可如将更详细描述地具有(时间积分的)“总强度分布”,该总强度分布具有上面限定的根据本发明的特征。
[0070]
优选地,在第一能量射束和第二能量射束或组合能量射束内的第一能量射束的第
二能量射束之间的相对速度的数值至少为扫描速度的数值的两倍、更为优选地至少比其大五倍、还更为优选地至少大10倍、特别优选地大15倍、十分特别优选甚至大100倍。
[0071]
因此相对速度的数值优选至少为5m/s。特别优选地,其至少为10m/s、更为优选地至少为20m/s、十分特别优选地至少为50m/s。
[0072]
而在选择性的激光熔融或选择性的激光烧结中扫描速度的数值例如通常在0.01m/s至5m/s的范围中。而在电子射束熔融中也可实现显著更高的速度,例如20m/s或更高。这意味着,扫描速度通常比第二能量射束相对于第一能量射束的相对运动显著更慢地进行。
[0073]
通过第二能量射束相对于第一能量射束的运动可有利地生成具有大致任意设计方案的组合能量射束的在特定时间段上分别在时间上积分的“总强度分布”。该积分时间段优选应足够长,使得第二能量射束可基本上穿过其相对于第一能量射束的路径。由此积分时间段在上述以及后面描述的循环运动中可包括第二能量射束相对于第一能量射束的至少一个运动周期。优选地,积分时间段为较长的时间,例如运动周期的整数倍。
[0074]
因为“组合能量射束”在材料上的照射面运动,通过第二能量射束相对于第一能量射束的相对快速的相对运动可使得在以组合能量射束扫过构造区期间在任何位置上都有足够的“停留时间”(或照射时间段),由此至少近似地实现前述积分时间段。即,相对运动速度优选应足够大,使得由于热扩散的惯性(热耗散)将第一和第二能量射束的叠加的强度分布在导热的物理过程的时间段中作为“准静态的”总强度分布作用到构建材料上。从图形上可看出,在此在积分时间段上基本上为材料输送与总强度分布相应的辐射能量,因为由于扫描速度较低,即使认为扫描运动(对于该图像)不存在,在组合能量射束的停留时间(比相对运动长)期间在一个位置上第二能量射束以其在组合能量射束的总强度分布内的强度分布扫过所有的相对位置、优选甚至多次扫过。在连续的扫描运动中,在每圈中自然始终会有小的局部偏移,但是该偏移由于通常高的扫描速度和相对慢的热扩散对实际照射面周围中的热分布没有显著影响,由此上述呈现图像几乎很好地表现了对象。换句话说,待熔融的材料或材料区域在特定的时间点,在组合能量射束照射相应区域时,大致“看到”组合能量射束的近似“静态的”总强度分布。为此所需的最小相对速度由此也可与使用的构建材料的材料参数、尤其比热容量紧密相关。因此,例如可使得傅里叶数fo=(a
·
δt)/d2尽可能小,以便尽可能好地实现“近似静态的”总强度分布,其中,a是温度传导性(材料恒量),δt是特征性的时间段(例如周期时间),以及d是特征性的长度(例如总强度分布的扩展,如半径)。傅里叶数越小,在涉及的时间段、即第二能量射束的一圈的周期时间中“运走”的热量越低。
[0075]
第二能量射束相对于第一能量射束的“相对运动”或第二能量射束的射束轴线在组合能量射束的总强度分布内的位置可包括不同的几何轨道或轨道曲线(扫描路径的走向),即平移的或旋转的运动或运动模型。特别优选地,如所述第二能量射束相对于第一能量射束的相对运动或第二能量射束的第二强度分布在总强度分布内的位置在闭合的曲线上伸延,即其可称为“周期静态”。例如第二能量射束在组合能量射束内或相对于第一能量射束可进行圆形的或椭圆形的运动或沿着闭合的多边形运动。根据具体要求,如所述地其他任意的曲线也是可行的,例如任意其他的多边形、锯齿线、正弦摆(也称为振荡焊接)等,只要组合能量射束的通过叠加的能量射束生成的(看作近似静态的)时间积分的“总强度分布”满足上面定义的根据本发明的特征,即组合能量射束的“总强度分布”可具有在这些限
制内任意的造型或形状。
[0076]
这种用于照射材料的方法,其中生成第一能量射束和第二能量射束并且至少部分地以所述方式叠加并且以预设的速度在材料上运动,其中,第二能量射束相对于第一能量射束以预设的相对速度运动,其数值远远大于扫描速度的数值,该方法原则上可通过简单协调地或同步地操控在构造区上的两个单独的能量射束运动单元或扫描仪实现。
[0077]
在这种情况下,根据本发明的照射装置需要用于生成至少一个第一能量射束和第二能量射束的能量射束源系统以及第一能量射束运动单元和第二能量射束运动单元和控制装置,控制装置操控照射装置,使得第一能量射束和第二能量射束至少部分叠加成组合能量射束以预设的扫描速度协调地在材料或构造区上运动,其中,第二能量射束相对于第一能量射束运动。
[0078]
但是特别优选可使用如下方式:
[0079]
使第二能量射束相对于第一能量射束运动,然后将第一能量射束以及相对其运动的第二能量射束在共同的光路中耦入能量射束运动单元中,使得它们共同地作为组合能量射束运动,例如在增材制造过程中在具有构建材料的构造区上运动。在此使得能量射束例如并行地或同轴地沿着同一光路运行,其中,第一能量射束和第二能量射束的强度分布在垂直于组合能量射束的射束轴线伸延的剖切平面中(即后面还将定义的虚拟的射束轴线或相应的光路)的每个当前相对位置,在通过相关能量射束运动单元的路径上例如在第一扫描反射镜上使用扫描仪时从进入能量射束运动单元的耦入部位直至照射面都没有明显改变。例如如果第一能量射束的强度分布或第一能量射束被反射或转动,第二能量射束的强度分布或第二能量射束同时一起被反射或转动等。
[0080]
因此,在第一能量射束和第二能量射束之间的相对位置基本上仅通过耦入用于组合能量射束的能量射束运动单元中之前的第二能量射束相对于第一能量射束的运动确定。在此,第二能量射束“相对于第一能量射束”的运动是第二能量射束的与第一能量射束一起运动的观察者“看见”的运动。第二能量射束相对于第一能量射束的相对运动可通过单独的例如第一能量射束运动单元实现,稍后对此提供示例。
[0081]
然后通过第二能量射束运动单元、例如在使用激光射束时通过传统的扫描反射镜使组合能量射束在构造区上运动。换句话说,第二能量射束在组合能量射束中(或在其强度分布内)的相对定位仅通过第一能量射束运动单元完成。第二能量射束运动单元使得能量射束的共同的照射面运动、即组合能量射束(其也称为“单元射束”)的照射面运动,其中,组合能量射束基于第二能量射束相对于第一能量射束的运动相应地改变其总强度分布。
[0082]
在对此优选的变型方案中简单地使第一能量射束的光路和第二能量射束的“虚拟光路”同轴地伸延,从而协调地作为叠加的组合能量射束在材料上运动。因此将相对于第一能量射束运动的第二能量射束的“虚拟光路”(或“虚拟的射束轴线”)定义为,其伸延通过“虚拟的剖切平面照射面”的几何重心,虚拟的剖切平面照射面位于垂直于(虚拟的)射束轴线的剖切平面中(如上所定义),其中,“虚拟的剖切平面照射面”通过在剖切平面中的第二能量射束以其由其相应的强度分布确定的空间伸展在限定时间段期间掠过的面定义。在此限定的时间段优选至少如此长,使得第二能量射束在(优选)重复的运动模型中完成一个运动周期、特别优选多个运动周期。在此该时间段特别优选刚好为一个周期(一个运动周期的时间)或一个周期的整数倍。在例如相对于第一能量射束圆形环绕的第二能量射束中,第二
能量射束的“虚拟光路”也可看作为“平均光路”或“平均的射束轴线”,其通过第二能量射束的相对于第一能量射束的射束轴线运动的实际射束轴线的位置如所述地在特定的积分时间段上进行积分得到。
[0083]
因此,为此可使用的用于照射材料的照射装置具有能量射束源系统,例如优选激光系统,以至少生成第一能量射束和第二能量射束,其中,该能量射束源系统又可具有用于不同能量射束的不同能量射束源,或也可具有射束分配器等。此外,照射装置具有用于使第二能量射束相对于第一能量射束运动的第一能量射束运动单元、能量射束组合装置以及第二能量射束运动单元,它们构造且彼此布置成,使得第一能量射束和相对于其运动的第二能量射束在共同的光路中耦入第二能量射束运动单元中,使得它们共同地作为组合能量射束通过第二能量射束运动单元在材料或构造区上运动。
[0084]
用于将第一能量射束和相对于其运动的第二能量射束耦入共同的光路中的能量射束组合装置可包括射束组合器,射束组合器连接在第一能量射束运动单元的下游(即沿射束方向布置在后)以及连接在第二能量射束运动单元的上游(即沿射束方向布置在前),以便将第一能量射束和第二能量射束例如彼此并行地例如以相对于光路伸展或其中一个射束带有小的间距的光路(这在下面根据示例还将描述)耦入第二能量射束运动单元中,例如在普通的扫描系统的第一扫描反射镜上耦入。
[0085]
射束组合器优选具有起偏光镜,特别优选薄层起偏光镜或可由其形成。
[0086]
在通过第二能量射束运动单元使得相对彼此运动的能量射束或强度分布耦入共同的光路中时可确保,第二能量射束运动单元、例如扫描仪的光学部件以及可能后续的必要时影响能量射束的方向的部件,例如在制造设备的结构空间(工艺腔)中的耦入窗口对组合能量射束的总强度分布的影响可忽略不计。
[0087]
尤其可以为已经现有的制造设备加装根据本发明的照射装置,其中,现有的能量射束运动单元、例如扫描仪可作为本发明中的第二能量射束运动单元无需改变地使用。
[0088]
因此,制造设备可具有至少一个这种照射装置,该照射装置以根据本发明的方式构造或通过加装根据本发明来修改。作为完整的模块,在此还可为已经现有的制造设备加装根据本发明的照射装置或对现有的照射装置进行更换。这在用多个单独的能量射束工作的制造设备中也是可能的,从而并行地在构造区上的多个位置进行加固。在此可通过相应的照射装置生成单一的、或多个、例如所有的能量射束。
[0089]
优选地,在该照射方法中第二能量射束根据其相对于第一能量射束的相对位置或根据即在相对运动期间在组合能量射束中的当前位置被调制强度(即调制第二能量射束的强度)。替代地或额外地,也可根据组合能量射束在材料或构造区上的当前运动方向、即当前的扫描方向、即根据能量射束运动单元的相应元件、例如扫描反射镜的运动方向对第二能量射束进行强度调制。这与两个能量射束在何处组合或彼此叠加、例如在耦入共同的能量射束运动单元之前还是在照射在构造区上时或在照射在构造区上之前无关。
[0090]
但是原则上也可对第一能量射束的强度进行调制。
[0091]
在强度调制中优选的是,最小强度至少始终大于0,即组合能量射束内的第二能量射束始终有助于在组合能量射束的总强度分布中的相应部位处的总强度提升。
[0092]
强度调制使得能够生成组合能量射束,其(时间积分的)总强度分布例如仅在唯一部位上具有绝对最大值和/或绝对最小值并且在总强度分布的其他位置中必要时具有相对
于相应周边或沿特定的剖切方向或沿着特定的强度变化曲线具有局部最大值和/或最小值,由此总强度分布具有上述根据本发明的特征。
[0093]
优选地,照射装置的能量射束源系统构造成和/或照射装置具有能量射束调制单元,使得以期望的方式对第二能量射束进行强度调制。为此,照射装置可具有控制装置,控制装置相应地操控能量射束源系统、尤其第二能量射束源(如果其单独地通过第一能量射束源驱动)和/或能量射束调制单元。
[0094]
原则上,第一能量射束和第二能量射束本身可具有任意的强度分布。优选地,它们具有在质量和/或数量上不同的强度分布,十分特别优选地在质量以及数量上、即完全不同的形状。重要的是,最终由此生成的(时间积分的)总强度分布具有上述根据本发明的特征。
[0095]
在特别优选的变型方案中,第一能量射束具有关于射束轴线基本上(即在普通的公差内)旋转对称的强度分布。
[0096]
特别优选地,第一能量射束具有所谓的“高帽”或“平顶强度分布”。这种强度分布的特征是,该强度分布具有在射束横截面上空间相对均匀的强度分布,即具有相对尖锐的边棱的相对平滑、平整的表面。在通过射束轴线的横截面中,这种“高帽”或“平顶强度分布”显示为矩形构型。这种构型可通过赫维赛德函数(阶梯或突变函数)描述。
[0097]
借助高帽强度分布,在组合能量射束内、即在总强度分布内可确保限定的相对均匀的基本强度。此外,对于这种高帽强度分布提供合适的射束成型单元,例如衍射光学元件(doe)。
[0098]
特别优选地,第二能量射束也具有关于射束轴线基本上、即在普通的公差内旋转对称的强度分布。第二能量射束例如可特别优选地具有高斯强度分布。这种高斯强度分布通常无需射束成型部,因为大多能量射束源、尤其激光器如所述地生成具有高斯形状的强度分布的射束。
[0099]
通过组合具有用于提供总强度构型中的均匀的基本强度的高帽强度分布的第一能量射束和与此相对在总强度分布内非常快速运动的具有高斯强度分布的第二能量射束可生成在组合能量射束内的几乎任意的总强度分布。
[0100]
在此优选地,第二能量射束比第一能量射束“更小”或“更密”,即第二能量射束尤其在通过能量射束运动单元耦入共同的光路中时(即在耦入部位处、例如在普通的扫描系统的第一扫描反射镜上)具有比第一能量射束更小的最大射束扩展。
[0101]
在此,射束扩展可理解为横向(于射束轴线)地通过射束的任意尺寸或距离,即例如射束直径或射束宽度,其中,射束宽度始终可理解为垂直于构造区上的照射面的当前运动方向的扩展。在此,尤其在能量射束没有旋转对称的强度分布时该距离无需一定通过射束轴线或(总)强度分布的中心。在此射束扩展定义为,其在从强度分布的如上定义的边缘直至相对的边缘的限定距离上伸延。
[0102]
例如第一能量射束的射束扩展可为至少500μm、优选至少700μm、更为优选至少900μm、还更为优选至少1000μm、还更为优选至少1100μm、还更为优选至少1200μm、还更为优选至少1500μm、特别优选至少2mm。替代地或额外地,第一能量射束的最大射束扩展为最大10mm、优选最大6mm、更为优选最大4mm、特别优选最大3mm。
[0103]
相对于第一能量射束运动或优选在第一能量射束的射束扩展内运动的第二能量射束的射束扩展至少为20μm、优选至少为50μm、特别优选至少为80μm。但是第二能量射束的
最大射束扩展最高为300μm、优选最高为200μm、特别优选最高为100μm。
[0104]
在此第二能量射束的射束扩展与组合的能量射束的射束扩展和/或第一能量射束的射束扩展优选最大为1:3、更为优选最大为1:5、还更为优选最大为1:10、还更为优选最大为1:20。
[0105]
在第一能量射束和第二能量射束以及组合的能量射束基本上为圆形的形状时,第二能量射束的直径与组合的能量射束的直径和/或与第一能量射束的直径的比例优选至少为1:100、特别优选至少为1:50。
[0106]
十分特别优选地,第一能量射束的射束扩展、例如直径以及组合能量射束(具有高帽强度分布)的射束扩展或直径为1000μm并且第二能量射束(具有高斯强度分布)具有的射束扩展、例如射束直径为80μm。
[0107]
优选地,如所述地第二能量射束相对于第一能量射束的相对运动循环地进行、即始终重复地在组合能量射束内在闭合的曲线上从第二能量射束驶向相同的位置。尤其在组合能量射束直线、纯平移扫描运动时,特别优选在第二能量射束的相对运动中以相同的时间间隔经过相同的位置(相对于第一能量射束)。
[0108]
额外地或替代地,也通过控制第二能量射束的功率相应循环地调制强度。例如用于对第二能量射束进行强度调制的控制信号、优选用于生成第二能量射束的第二能量射束源的发生器信号可构造成正弦信号等。以这种方式自动地实现循环的强度调制。
[0109]
特别优选以平缓且周期性的控制信号进行强度调制。优选地,控制信号的函数与上述强度值函数相应地可沿着强度变化曲线在任一位置处至少一次微分,更为优选地可至少两次微分、特别优选地可任意多次微分。例如可通过例如正弦或余弦信号的三角函数或三角函数的线性组合近似或精确映射出理想的理论控制信号。也可使用任意其他的控制程序或算法,其周期地重复在一周(例如从
‑
π至+π)上限定的函数。
[0110]
用于调制第二能量射束的可能的发生器信号例如可通过以下的函数描述:
[0111][0112]
在此,a是局部最小值和局部最大值之间的差,ω是第二能量射束围绕其虚拟的旋转轴线转动的角速度,t表示时间,θ(t)表示强度变化曲线上的最大值和最小值移动的上述(与时间相关的)相移,指数n是自然数并且c是常量。通过提高指数n可将强度变化曲线实施为,使得其从局部最大值朝两个方向更陡地下降。
[0113]
第二能量射束沿着其(相对的)运动轨道的强度的最大值和最小值的移动可通过周期的控制信号的相移来进行。
[0114]
第一能量射束源和/或第一能量射束运动单元和/或能量射束调制单元可构造成并且相应地通过控制装置操控,以确保这种循环的相对运动或强度调制。
[0115]
特别优选地,尤其在组合能量射束直线、纯平移的扫描运动中第二能量射束的相对运动和/或强度调制是均匀的。关于相对运动理解为,相对运动速度的数值保持不变并且在运动期间不变,而是仅运动方向改变;关于强度调制可理解为,连续地进行调制。
[0116]
十分特别优选地,第二能量射束沿着第一能量射束的强度分布的边缘运动。这优选如下进行,第二能量射束的强度分布的至少一个最大值、在高斯曲线中即为中心在第一强度分布的通过边缘限定面内运动。特别优选地,使得组合能量射束的总强度分布的边缘
与第一能量射束的强度分布的边缘基本一致或至少相对较近地、例如<20μm彼此靠近,从而组合能量射束的总直径基本上通过第一能量射束的直径限定。优选地,在组合能量射束的总强度分布的边缘和第一能量射束的强度分布的边缘之间的尺寸差最大为(“较小的”)第二能量射束的射束扩展的约40%、更为优选地最大约为25%、特别优选最大约为15%。在此优选地,第二能量射束的强度分布的至少一个最大值位于第一能量射束的强度分布内。
[0117]
优选地,相对于第一能量射束运动的第二能量射束将其99%的能量在总强度分布的边缘中引入。
[0118]
第二能量射束沿着圆形轨道沿着第一能量射束的强度分布的边缘或在边缘之内行进的过程尤其在第一能量射束具有旋转对称的或圆形的强度分布、十分特别优选具有高帽强度分布时是优选的。
[0119]
由此生成的组合能量射束在借助匹配于循环相对运动的周期的正弦信号对第一能量射束进行适当的强度调制时具有(时间上积分的)总强度分布,该总强度分布满足上述根据本发明的标准。
[0120]
为了实现第二能量射束相对于第一能量射束沿着闭合轨道、尤其圆形轨道的这种相对运动,在光学的能量射束、例如激光射束中优选可使用旋转的光学元件、例如射束位移元件或反射器,尤其所谓的平板和/或反射镜。即,第一能量射束运动单元优选包括具有合适的可旋转的光学元件的旋转单元。该光学元件例如可通过合适的马达驱动,其中,该旋转可相对快速地进行,即,相对于扫描速度在数值上实现第二能量射束的期望的快速旋转或运动。例如光学元件的旋转在平行于虚拟的射束轴线伸延的第二能量射束的圆形运动的半径为2mm并且运动速度(即其在其循环轨道上的轨道速度)为5m/s时以每秒约400转旋转,在第二能量射束的运动速度为31m/s时以每秒约2500转旋转,在第二能量射束的运动速度为50m/s时以每秒约4000转旋转。
[0121]
优选地,通过能量射束运动单元的这种具有可旋转的光学元件和其他的光学元件的旋转单元使得第二能量射束的光路偏转,使得该光路在“虚拟的圆柱形外表面”上围绕“虚拟的旋转轴线”旋转并且同时始终平行于虚拟的旋转轴线伸延。该虚拟的旋转轴线相应于第二能量射束的前面定义的虚拟的射束轴线或虚拟的光路。
[0122]
有不同的方案用于具体实现这种旋转单元。为此后面还将给出示例。
[0123]
优选地,能量射束运动单元在此设计成,使得第二能量射束的实际的射束轴线与虚拟的射束轴线的间距、即“虚拟的圆柱形外表面”的直径可调节。
[0124]
优选地,通过确定其他的参数(除了能量射束或组合能量射束的强度分布以外)以及必要时根据在构件中的照射面的相应位置生成控制数据、即能量射束在构造区上的照射面上的强度分布、即射束扩展和/或“形状”,并且通过以下方式优化和确定其他参数,即在使用所述控制数据控制设备时借助导热焊接在照射面中或照射面周围的目标区域内熔融构建材料。在此,“目标区域”一方面理解为照射面、即能量射束照射在表面上的区域,但是也为其下方的区域,即进入材料或层的深度中的区域,但是必要时也是照射面周围的例如能量射束通过在构建材料中的热传导起作用的环境。
[0125]
其他的工艺参数例如可包括绝对的射束强度、构造区上的照射面的运动速度、即扫描速度,以及层厚和精确的照射策略,即例如以何种模型进行照射。也可考虑其他的各种参数,尤其构建材料的材料特征值并且可确定特定的优化标准和/或辅助条件和/或边界条
件,由此计算在应熔融构建材料的目标区域中最佳局部目标温度分布以及最佳的(必要时也通过时间积分的总)强度分布,然后又从中生成用于操控照射装置和/或增材制造的制造设备的其他部件的控制数据并且在制造工艺中使用。
[0126]
优选地,可监控或控制能量射束或组合能量射束(如果其通过叠加能量射束而生成)的(总)强度分布。特别优选地,将在监控或控制中检测的数据用于调节(总)强度,例如作为实际强度分布,该实际强度分布可与理论强度分布进行比较。
[0127]
因此,照射装置优选具有合适的监控或控制装置(下面也称为“监视装置”)。
[0128]
这种监视装置例如可借助布置在能量射束或组合能量射束的光路中的射束分配器实现,该射束分配器例如将(组合)能量射束的小部分强度分支到监控单元中以测量和检查(组合)能量射束的(总)强度分布。监控单元可例如借助面传感器等检测(总)强度分布的积分图像/信号。
[0129]
如果需要监控通过叠加能量射束生成的组合能量射束,优选使得面传感器的“曝光时间”匹配上面定义的积分时间段和/或通过过滤器、例如评估算法补偿传感器的不完全曝光(第二能量射束的至少一个完整旋转以及一个或多个另外转圈的中断部分)。
[0130]
在监控或监视(总)强度分布中,例如可比较总强度分布的实际旋转与(总)强度分布的理论旋转和/或可比较实际分布与理论分布。借助额外的调节回路必要时可精调相应的实际设置。
附图说明
[0131]
下面参考附图根据实施例再次详细描述本发明。在此,对在不同的附图中相同的部件采用相同的附图标记。其中示出:
[0132]
图1示出了用于增材制造的设备的实施例的局部剖视示意图,该设备具有可用于本发明的能量射束修改装置,
[0133]
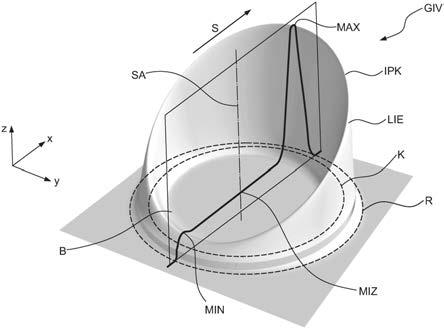
图2示出了组合能量射束的根据本发明的优选的(总)强度分布的实施例的立体图,
[0134]
图3示出了沿着剖切平面b通过根据图2的总强度分布的纵截面,
[0135]
图4示出了可用于本发明的照射装置的第一实施例的构件的功能设置的示意图,
[0136]
图5示出了可用于本发明的照射装置的第二实施例的构件的功能设置的示意图,
[0137]
图6示出了可用于本发明的照射装置的第三实施例的构件的功能设置的示意图,
[0138]
图6a示出了根据图6的照射装置的第一能量射束运动单元的放大示意图,
[0139]
图7示出了用于操控照射装置中的第二能量射束源的可能的控制信号的示意图,
[0140]
图8示出了与图2中相同的组合能量射束的根据本发明的(总)强度分布的立体图,但是对其在三个不同实施方式中进行比较,以显示总强度分布与根据图5的控制信号的相关性,
[0141]
图9示出了在图7中右侧示出的组合能量射束的照射面上的根据本发明的(总)强度分布的灰度等级图,
[0142]
图10示出了根据照射面环境参数对根据本发明的(总)强度分布的修改的示意图,
[0143]
图11示出了根据照射面环境参数对根据本发明的(总)强度分布的修改的另一示意图,
[0144]
图12a至图12e分别示出了根据本发明的强度分布的不同实施例的立体图。
具体实施方式
[0145]
以下参考呈激光烧结或激光熔融装置1形式的用于对制造产品进行增材制造的装置1描述下面的实施例,其中再次强调的是,本发明不限于激光烧结或激光熔融装置。因此,下面在不限于一般性的情况下简称为“激光烧结装置1”。
[0146]
这种激光烧结装置1在图1中示意性地示出。该装置具有包括腔壁4的工艺腔3或工艺室3,制造过程基本上在其中完成。具有容器壁6的朝上打开的容器5位于工艺腔3中。容器5的上部开口形成各个当前工作平面7。工作平面7的位于容器5的开口之内的区域可用于构建物体2并因此称作构造区8。
[0147]
容器5具有沿竖直方向v可运动的基板11,基板布置在载体10上。基板11朝下闭合容器5并由此形成容器的底部。基板11可与载体一体地构造,但是基板也可为与载体10分开形成的板并且固定在载体10上并且简单地支承在载体上。根据具体构建材料、即例如使用粉末和制造工艺的类型可在基板11上安置构造平台12作为构造基础,在构造平台上构建物体2。但是原则上,物体2也可在基板11本身上构建,基板此时形成构造基础。
[0148]
物体2的基本构建如下进行,首先将一层构建材料13安置到构造平台12上,然后如后面所述,通过在可以是待制造物体2的部件的点上用激光辐射选择性地固化构建材料13,然后借助载体10使得基板11以及构造平台12下降并且施加新一层构建材料13,然后选择性地固化。重复进行该过程,直至至少一个物体的所有层都固化。在图1中在容器中构建在构造平台12上的物体2在工作平面7之下以中间状态示出。物体已经具有多个固化的层,被未固化余留的构建材料13包围。可使用不同的材料作为构建材料13,优选使用粉末,尤其金属粉末、塑料粉末、陶瓷粉末、砂子、经填充或混合的粉末或膏状材料。
[0149]
粉末状的构建材料13位于激光烧结装置1的储藏容器14中。借助可在水平方向h上运动的涂装机16可在工作平面7中或在构造区8内以薄层的形式施加构建材料。
[0150]
可选地,在工艺腔3中有额外的辐射加热装置17。辐射加热装置可用于加热施加的构建材料13,从而用于选择性固化的照射装置无需引入过多的能量。即,例如借助辐射加热装置17就可将大量的基础能量引入构建材料13中,基础能量自然还低于使构建材料13烧结、甚至熔融所需的能量。例如可使用红外线辐射器作为辐射加热装置17。
[0151]
为了选择性地固化,激光烧结装置1如所述具有照射装置20或在此具体为曝光装置20。照射装置20在此通过组合两个能量射束el1、el2以及借助第一能量射束运动单元30使能量射束el1、el2相对彼此运动生成组合能量射束al(或下面也称为组合激光射束al)作为输出激光射束al,组合能量射束具有限定的修改的总强度分布giv(例如参见图2),这在下面还将详细描述。
[0152]
然后经由随后的第二能量射束运动单元23(也称为换向单元23或扫描仪23)使得组合能量射束al转向,由此在需要相应选择性固化的层中使根据曝光策略设置的曝光路径或轨迹开启并且选择性地引入能量。即,借助扫描仪23使组合能量射束al的照射面af在构造区8上运动,其中,照射面af的当前的运动矢量或运动方向s(扫描方向)在构造区8上可频繁地且快速地改变。在此,激光射束al通过聚焦装置24以合适的方式聚焦到工作平面7上。
[0153]
具体来说,照射装置20在此包括用于通过两个单独的激光器21a、21b生成第一激
光射束el1和第二激光射束el2的能量射束源系统21或激光系统21。照射装置20在用于第二激光射束el2的激光器21b的下游具有使得第二激光射束el2相对于第一激光射束el1运动的第一能量射束运动单元30和能量射束组合装置22,该能量射束组合装置构造成并且相对于扫描仪23布置成,使得第一激光射束el1和第二激光射束el2以共同的光路耦入扫描仪23中,使得它们共同作为组合能量射束al在材料13或构造区8上运动。对于照射装置20的构建细节参考图4和图5及其相应的描述。
[0154]
优选地,激光器21a、21b可为气体激光器或固体激光器或任意其他类型的激光器,例如激光二极管,尤其vcsel(vertical cavity surface emitting laser垂直腔面发射激光器)或vecsel(vertical external cavity surface emitting laser垂直外腔面发射激光器)或一列这种激光器。非常特别优选地,在本发明中可使用一个或多个单模式激光器,例如功率为3kw且波长为1070nm的纤维激光器。用于第一激光射束el1和第二激光射束el2的激光器21a、21b可以相同地构造,但是也可不同地构造。
[0155]
照射装置20在此优选位于工艺腔3之外并且组合激光射束al经由位于工艺腔3的上侧安装在腔壁4中的耦入窗口25导入工艺腔3中。
[0156]
但是需要注意的是,本发明不限于通过叠加相对彼此运动的各个能量射束el1、el2生成最终在构造区8上入射的具有根据本发明形成的强度分布giv的能量射束al作为组合能量射束al,而是也可借助另一照射装置生成具有根据本发明形成的强度分布giv的能量射束al。因此在不限于一般性的情况下下面基于叠加两个能量射束或激光射束el1、el2来生成具有(时间积分的)期望的总强度分布giv的组合能量射束al的示例。
[0157]
激光烧结装置1还包括传感器组件18,传感器组件适用于检测在激光射束22照射到构建材料上期间在工作平面中发出的工艺辐射。在此传感器组件18以位置分辨的方式工作,即传感器组件能够检测相应层的一种发射图像。优选地使用图像传感器或在发射辐射的区域中足够敏感的摄像机18作为传感器组件18。替代地或额外地也可使用检测电磁的、尤其光学和/或热的工艺辐射的一个或多个传感器,例如检测由入射的激光射束al之下的熔融池发出的电磁辐射的光电二极管或用于检测发出的热辐射的热敏元件。本身不可分辨位置的传感器的信号与坐标的对应是可能的,使得用于操控激光射束的坐标分别在时间上对应于传感器信号。在图1中传感器组件18布置在工艺腔3之内。但是传感器组件也可位于工艺腔3之外并且此时通过工艺腔3中的另一窗口检测工艺辐射。
[0158]
通过传感器组件18检测的信号作为工艺室传感器数据组或灰度图像sb在此转交给激光烧结装置1的控制装置50,控制装置也用于操控激光烧结装置1的不同部件以总体上控制增材制造工艺。
[0159]
为此,控制装置50具有控制单元51,控制单元经由照射控制端口53操控照射装置20的部件,即在此给激光器21a、21b发送激光器控制数据lsa,给第一能量射束运动单元30发送相对运动控制数据rs,给第二能量射束运动单元23或扫描仪23发送扫描控制数据sd并且给聚焦装置24发送聚焦控制数据fs。
[0160]
控制单元51也借助合适的加热控制数据hs操控辐射加热装置17,借助涂装控制数据st操控涂装机16并且借助载体控制数据ts操控载体10的运动。
[0161]
额外地,控制装置50在此具有品质数据确定装置52,品质数据确定装置获得工艺室传感器数据组sb并且基于该工艺室传感器数据组确定品质数据qd,品质数据例如可被转
交给控制单元51,以能够调节地干预到增材制造工艺中。
[0162]
控制装置50在此例如经由总线55或另一数据连接件与具有显示器等的终端56耦联。操作人员可经由终端56控制控制装置50以及整个激光烧结装置1,例如通过传输工艺控制数据pst。
[0163]
为了调节生产过程,使得该过程例如作为导热焊接工艺并且不是作为深层焊接工艺来进行,可借助控制数据生成装置54、54’相应地生成或修改控制数据。
[0164]
控制数据生成装置54例如可为控制装置50的一部分并且在此例如以软件部分的形式来实现。这种集成在控制装置50中的控制数据生成装置54例如可接收工艺控制数据psd并且相应地修改,使得生成具有期望的强度分布giv的能量射束al并且然后将相应修改的控制数据psd继续传输给控制单元51。在此,修改的控制数据psd可尤其包括修改的激光控制数据lsa、lsb,但是必要时也还包括修改的其他控制数据,例如改变的涂装控制数据st或载体控制数据ts,以便选择合适的层厚度。但是替代地,也可在控制数据生成装置54中仅修改激光控制数据lsa、lsb并且转交给控制单元51,由此照射控制端口53以修改的激光控制数据lsa、lsb工作。
[0165]
但是也可能的是,控制数据生成装置54’实现在外部的计算机单元上、例如在此实现在终端56上并且先前已经创建了具有相应合适的曝光控制数据的工艺控制数据psd,借助该曝光控制数据操控装置1,使得实现期望的强度分布giv。在这种情况下也可取消在此存在于控制装置50中的内部控制数据生成装置54。
[0166]
如所述地,通过控制数据生成装置54、54’生成的或修改的工艺控制数据psd也可看作为理论值,理论值此后在控制单元51中用于调节过程,其中,例如(作为一种可行性)可将品质数据qd作为实际值一同考虑。
[0167]
在此还应再次强调,本发明不限于这种激光烧结装置1。该激光烧结装置可尤其应用任意的通过尤其逐层地施加和选择性地固化构建材料来生成或增材制造三维物体的其他方法,其中,为了固化将能量射束输出到待固化的构建材料上。该激光烧结装置也可用于焊接焊缝或用于可用能量射束照射材料的其他工艺,尤其用于局部地熔融材料。因此照射装置不仅仅如此处所述也可为激光器,而且可使用能将能量作为波或粒子辐射选择性地带到构建材料上或带入构建材料中的任意装置。例如代替激光器可使用另一光源、电子射束等。也可并行地生成和使用多个根据本发明的组合能量射束,从而例如可同时在构造区上的多个位置处选择性地固化。
[0168]
即使在图1中仅示出了单一的物体2,可以并且通常也可在工艺腔3中或容器5中并行地制造多个物体。对此,通过能量射束在相应于物体在各个层中的横截面的部位处逐层地扫描构建材料。
[0169]
图2示出了组合能量射束al的总强度分布giv的典型的基础形状,其特别适用于在该形状或稍有不同的形状(对此也参见对图2和图7的后续描述)中,以便在导热焊接的工艺区域中保持在构造区8上在组合能量射束al的照射面af的区域中的材料13的熔融过程,即在熔融构建材料时没有发生蒸气毛细现象。该组合能量射束al的总强度分布giv尤其满足上面限定的根据本发明的条件。
[0170]
对此,图2示出了在垂直于组合能量射束al(下面大多仅简称能量射束al)的射束轴线sa的平面x、y中的总强度分布(下面也简称强度分布giv),其中,在该平面x、y上以位置
分辨的方式绘制沿z方向的强度。根据能量射束al在构造区8上的入射角可能会有轻微失真,但是原则上在生成能量射束al时通过相应地操控各个部件可补偿该轻微失真,如果这是需要和/或期望的。
[0171]
在总强度分布giv的中间区域中,即在此在大致一半的半径内直至强度分布giv的边缘r(例如上面将该边缘定义为,在边缘r内的辐射功率的99%)有强度最小值miz(下面也简称为“最小值”)。该最小值miz在此大约在强度分布giv的中心,即近似位于能量射束的射束轴线sa上或光路的轴线上。
[0172]
在该中间区域周围的边缘区域中、即沿着边缘r之内、但是沿着该边缘环绕的强度变化曲线ipk,在一侧有关于该强度变化曲线ipk的局部强度最大值max(下面也简称为“最大值”)以及对角相对的局部强度最小值min(下面也简称“最小值”)。“局部”在此分别理解为强度值关于沿着强度变化曲线ipk的位置的函数,该强度变化曲线平行于边缘r或居中地位于环绕的圆形轨道k上。
[0173]
在此强度变化曲线ipk上沿着圆形轨道k的强度值从强度最大值max开始连续地在两侧、即沿两个旋转方向汇聚到强度最小值min,即强度值(在此为连续地)降低直至此处。根据信号产生的类型,信号也会受到所谓的“振铃”或其他影响,例如数字化等级,其可能在强度变化曲线中表现为噪音、谐波或其他伪迹的形式。强度分布giv在此设置成,最大值max在强度变化曲线ipk上沿扫描方向s(在此任意平行于平面的x方向)位于前方并且最小值min位于后方。
[0174]
图3示出了通过总强度分布giv的在沿扫描方向s延伸的剖切平面b中(即沿x/z方向)的纵剖面,该剖切平面在图2中绘制。在图2中为了清楚在剖切平面b中以简化的方式示出与图3中相同的纵剖面。
[0175]
在此沿扫描方向s在前方可清楚看见最大值max并且在后端可清楚看见最小值min,但是最小值相对于其沿着图3中的纵剖面的周围又形成局部最大值,因为向外直至边缘r,强度分布giv的强度迅速下降并且朝中间、即朝中心有最小值miz。
[0176]
为了描述强度分布giv对于设定在构造区8上在照射面的区域中的特定目标温度的有利效果,其中能够在导热焊接的工艺窗中保持熔融过程,下面将强度分布giv虚拟地分成三个功能区域f1、f2、f3(对此参见图3)。总的强度分布giv主要确定“作用区域”,该作用区域例如可通过强度分布giv的边缘r限定,但是还可延伸到其之外。这些属于可如下地定义:
[0177]
总强度分布giv涉及照射面,照射面在构造区8上运动,这已经在上面多次描述。至少在组合能量射束al的照射面af的子区域中引起构建材料13的熔融。为了在熔融区域中尽可能实现导热焊接的工艺窗,必须将总强度分布giv设定为,其满足不同的任务。
[0178]
在下面的描述中基于观察者与照射面af一同运动。从观察者的视角,在每个时间点在构造区8上方的照射面af运动期间都将新的材料13运输到照射面af中。该构造材料13通常比熔浴更冷。因此必须首先加热构造材料13。第一功能区域f2“加热”承担该任务,该第一功能区域f2在强度分布giv的所有有差别的功能区域f1、f2、f3中通常具有最高强度。这在图3中相应地为强度分布giv的具有绝对最大值max的前部区域。在此该前部区域处处都表现出,在在构建材料上运动时强度分布giv首先碰到未固化的或在先前照射或熔融过程中固化的构建材料的地方。
[0179]
在照射面af的边缘处尤其通过传导将热运输到周围的构建材料13中。该损耗优选应被补偿。在优选的强度分布giv中通过功能区域f1“保持”实现该补偿。该功能区域f1“保持”形成总强度分布giv的一种(在俯视图中侧面的)环边并且在图2和图3中通过相对于直接紧邻的照射面的强度提升表征。换句话说,在此涉及在强度变化曲线ipk上在边缘之内沿着边缘r环绕的强度提高的圆形区域。
[0180]
该功能区域f1“保持”在沿扫描方向s位于前方的区域中过渡到功能区域f2“加热”。因为在经过构造区8上的照射面af之后构建材料13应局部地硬化,有利的是,在强度变化曲线ipk中在功能区域f1“保持”中最小值min位于沿扫描方向s后方的区域中。
[0181]
总强度分布giv的通过功能区域f1、f2“保持”和“加热”环绕的区域具有的任务是,设定并由此控制在作用区域中、即在熔体中的温度曲线,使得例如可维持导热焊接的期望的工艺区域。这通过功能区域f3“成型”来实现。
[0182]
在功能区域f1、f2、f3之间的过渡部是连续的,其中,功能区域f1、f2、f3在若干区域中可重叠或叠加。如此处所见,强度分布giv在功能区域f3“成型”中基本上是(平的)凸函数,而其他的功能区域f1、f2的横截面具有凹形的函数曲线。
[0183]
这种优选的总强度分布giv能如上所述地通过组合能量射束al实现,该组合能量射束由两个能量射束el1、el2通过叠加生成,其中,能量射束el2相对于第一能量射束el1在扫描速度值上以高速度值运动。
[0184]
在图2和图3中示出的(总)强度分布可具体通过以下方式实现,生成具有第一强度分布sp1的第一能量射束el1,该第一强度分布相应于所谓的高帽形强度分布sp1并且与沿着第一能量射束el1的强度分布sp1的边缘r在环形轨道k上环绕的、第二能量射束el2的高斯形的第二强度分布sp2基本重叠。在此,第二能量射束el2的强度分布sp2的射束扩展、在此为直径明显小于第一能量射束el1的强度分布sp1的射束扩展ds、在此为直径ds。例如,第一能量射束el1可具有的直径约为1000μm并且第二能量射束el2具有的直径约为80μm。对此,高帽射束el1提供在照射面af上的“基本强度”。借助在围绕高帽射束的中心的环形轨道k上运动的高斯射束el2实现了在图2和图3中可清楚看出的局部的(即限制在沿着圆形轨道k的区域的)、沿着总强度分布giv的边缘r的强度提升lie。
[0185]
对此,较小的第二能量射束el2以高速(相对于扫描速度)在圆形轨道k上环绕,由此在构造区8上的照射面af通过(如所述地在具有一定时长的时间段上、例如在一个周期上的)时间积分处于总强度分布giv下,如在图2和图3中所示。
[0186]
为了使强度变化曲线ipk上沿扫描方向s在前方的强度具有最大值max并且在后方的区域中具有最小值min并且在其之间连续地下降或提升,必须将第二能量射束el2的强度调制成与环绕速度同步。
[0187]
另外,原则上功能区域f1、f2、f3中的一个或每一个也可构造成高原状,使得强度分布沿着功能区域f1、f2、f3之间的边界例如分别成梯级。但是如在图2和图3中所示,借助曲线形的强度走向的功能区域造型或作为不同强度走向的叠加的组合的强度分布的设计通常在技术上可更简单且成本有利地实现。
[0188]
根据图4至图6描述可以特别简单且成本有利的方式生成这种组合能量射束al的示例。
[0189]
在根据图4的第一实施例中,照射装置20具有包括两个单个激光器21a、21b的能量
射束源系统21。第一激光器21a生成激光束el1作为第一能量射束el1并且如此构造或设有射束成型装置,使得第一激光束el1具有期望的高帽强度分布。第二激光器21b构造成,使得其生成具有高斯形状的强度分布的激光束el2作为第二能量射束el2。因此,不限于一般情况,下面术语“激光射束”和“能量射束”同义地使用。
[0190]
首先第二激光射束el2辐射穿过第一能量射束运动单元30,第一能量射束运动单元使得第二激光束el2相对于第一激光束el1运动。在此第一能量射束运动单元30包括空心轴31,空心轴以旋转速度ω围绕旋转轴线rah旋转,该旋转轴线相应于空心轴31的纵轴线。为了驱动空心轴31,为该空心轴配备相应的马达(未示出)。
[0191]
第二激光射束el2的光路s2或射束轴线s2伸延,使得激光射束el2直接在旋转轴线rah上射入空心轴31中。在该空心轴31中或在空心轴的端部上布置光学元件32、更确切地说透射射束位移元件32,该透射射束位移元件使得高斯形状的激光射束21b相对于旋转轴线ra侧向地位移一段路径或轴线距离d。在示出的实施例中,透射射束位移元件32是平板32。通过使得平板32在空心轴31上旋转,高斯形状的第二激光射束el2或其射束轴线s2始终平行于旋转轴线rah、但是在以轴线距离d围绕旋转轴线rah的伸延的圆形轨道上运动。通过在圆形轨道上一环周的积分,第二激光射束el2的如上所述定义(虚拟的)“平均射束轴线”或“平均射束光路”刚好位于旋转轴线rah上。
[0192]
然后在能量射束组合设备22的射束组合器22、在此偏光器22(例如薄层偏光器22)中将旋转的第二能量射束el2与第一能量射束el1组合,其中要注意的是,第二能量射束el2所围绕旋转的虚拟的旋转轴线rav、即第二激光射束el2的“平均的射束轴线”在射束组合器22之后与第一能量射束el1的射束轴线s1同轴地伸延。
[0193]
最终,第二能量射束el2的射束轴线s2相对于旋转轴线ra位移的轴线距离d确定在组合能量射束al的总强度分布giv中强度变化曲线围绕射束轴线sa的半径、即圆形轨道k的半径。在此,轴线间距d是第二能量射束el2的虚拟的旋转轴线rav和第二强度分布sp2的中心之间的间距,在此总强度分布giv的直径稍微大于两倍的轴线间距d。
[0194]
因为在此第一激光射束el1的光路s1和第二能量射束el2的“平均光路”同轴地伸延,两个激光射束el1、el2在共同的光路上耦入扫描仪23中、例如在扫描仪的第一扫描镜上耦入。因此激光射束el1、el2彼此互相叠加地作为构造区8上的照射面af处的组合能量射束al以扫描仪23预设的扫描速度和扫描方向在材料13上运动。在此,扫描运动本身对第二能量射束el2在组合能量射束al内的相对运动没有影响。但是可为有利的是,根据扫描运动、即扫描方向和/或扫描速度改变第二激光射束el2相对于第一激光射束el1的运动、例如运动速度或第二激光射束el2的强度调制。
[0195]
在图5中示出了照射装置20的另一实施例,代替图4中的实施方式,借助照射装置可生成相应的组合能量射束或组合激光射束al。在该实施例中,照射装置20也具有能量射束源系统21,能量射束源系统具有两个独立的激光器21a、21b,两个独立的激光器用于第一能量射束或激光射束el1和第二能量射束或激光射束el2。在此生成具有高帽强度分布的第一激光射束el1并且将其直接地传输给射束组合器22。
[0196]
但是在此第一能量射束运动单元33与根据图4的实施例中不同地构造。能量射束运动单元33在此包括第一反射镜34、在运行中旋转的另一反射镜35和会聚透镜37作为光学元件。
[0197]
首先将(还为)高斯形状的第二激光射束el2照射到第一反射镜34上并且从此处引导到旋转的反射镜35上,旋转的反射镜倾斜于射入的第二激光射束el2的(进入)光路s2,其中,反射镜35的旋转轴线ras与进入的激光射束el2的光路s2同轴地伸延。旋转的反射镜35通过电动马达36驱动,电动马达可通过控制装置50以合适的方式被操控。因为反射镜35的旋转运动由于反射镜平面se的倾斜设置而引起反射镜表面或反射镜平面的相应运动,使得第二激光射束el2的光路s2偏转,该光路s2从反射镜35开始首先在锥体表面上运动,圆形轨道的半径随着与旋转的反射镜35的间距的增加而增加。换句话说,第二激光射束el2的从旋转的反射镜35开始的光路s2相对于反射镜35的旋转轴线ras歪倾一个角。
[0198]
如在图5中所示,在旋转的反射镜35之后在另一光路中布置会聚透镜37作为光学元件。会聚透镜沿着旋转轴线ras在射束传播方向上从旋转的反射镜35开始位于第一反射镜34之后。从反射镜35开始的光路的运行角度以及在部件34、35、37之间的间距和其尺寸选择为,光路s2在每个旋转位置中都在第一反射镜34旁经过并且射到会聚透镜37上。
[0199]
会聚透镜37在此定向为,使得其光学轴线与旋转的反射镜35的旋转轴线ra同轴。优选地,会聚透镜37构造成,使得以特定方向横穿会聚透镜的激光射束的输出射束平行于旋转轴线ra伸延。由此会聚透镜使得在轨道上以锥体表面的形状运动的、进入的第二激光射束el2再次偏转或使其定向为,第二激光射束el2的光路s2在会聚透镜37之后的继续运行中平行于并且以固定的轴线间距d沿径向与(假想的延长的)旋转轴线ras(即虚拟的旋转轴线rav)错开地伸展。
[0200]
在该结构中通过改变在会聚透镜37和旋转的反射镜35和/或旋转的透镜35的倾斜位置之间的间距可设定轴线间距d以及第二激光射束el2围绕旋转轴线ra的旋转圆形轨道的半径。在照射装置20运行中间距改变的情况下必须为会聚透镜37补充一光学单元以调节其聚焦。在此涉及会聚透镜37的位于会聚透镜37的面对可旋转的反射镜35的一侧(即输入侧)上的焦点。在使用照射装置20来固化构建材料期间会聚透镜37的焦点(在普通的公差范围内)优选始终位于旋转的反射镜35的反射镜平面中并且在此位于其旋转中心。
[0201]
在该实施例中第二激光射束el2的关于圆形轨道的一周的(虚拟的)“平均射束轴线”或“平均光路”刚好位于反射镜的旋转轴线上,因为该旋转轴线相应于第二激光射束el2旋转所围绕的虚拟的旋转轴线rav。第二激光射束el2的虚拟的旋转轴线rav以及“平均射束轴线”和第一能量射束el1的光路s1在此也定向为,使得它们射到能量射束组合装置22的射束组合器22上,使得第二能量射束el2的根据上述定义周期性平均的虚拟光路与第一能量射束el1的光路s2同轴并且第二能量射束el2的光路s2以轴线间距d分别并行地围绕第一能量射束el1的光路s1旋转。如在根据图4的实施例中,由此生成的组合能量射束al此时可耦入扫描仪23中。
[0202]
图6和图6a示出了另一变型方案,其中,图6a放大地示出了图6中的第一能量射束运动单元33’,从而更详细地描述该角位置。此处使用的结构与图5的结构非常相似。但是在此第一能量射束运动单元33’构造成能够取消第一反射镜34。替代地,旋转的反射镜35’(以及电动马达36’)的旋转轴线rar此时不是如在根据图5的实施例中与会聚透镜37’的光学轴线同轴地布置,而是与其成45
°
的角。
[0203]
旋转的反射镜35’的反射镜平面se还相对于反射镜35’的旋转轴线ras的垂线以角α歪倾。换句话说,根据上述定义周期性平均的(虚拟的)反射镜平面围绕反射镜35’的作为
转动点的旋转中心rz以角α转动。该转动或倾斜位置可为固定的,反射镜35’的旋转轴线ras是固定的。替代地,该转动或倾斜位置可以是可变的,反射镜35和其旋转轴线ras例如通过铰链彼此机械连接,其中,铰链可通过电动马达调节。
[0204]
如果如示出地第二激光器21b的第二激光射束el2相对于会聚透镜37的光学轴线以90
°
并且相对于旋转的反射镜35的旋转轴线ra以45
°
辐射到旋转的反射镜35’的旋转中心rz上,由此第二激光射束从此处相对于会聚透镜37’的光学轴线以相应的角2α歪倾地传输到会聚透镜37’上。因为反射镜35’的旋转运动由于反射镜平面se以角α倾斜布置使得反射镜表面或反射镜平面se相应运动,由此第二激光射束el2在此从反射镜35’开始首先在锥体表面上运动并且通过会聚透镜37’再次偏转或定向,使得第二激光束el2的光路s2在会聚透镜37’之后的继续运行中平行于会聚透镜37’的光学轴线伸延。为此,会聚透镜37’的输入侧的焦点或聚焦位于反射镜平面se上以及反射镜35’的旋转中心rz中。
[0205]
在该实施方式中,通过改变旋转的反射镜35’的倾斜位置(即以角α
±
x),可设定轴线间距d以及由于第二激光射束el2的旋转运动产生的围绕会聚透镜37的光学轴线的圆形轨道的半径d(即,第二激光射束el2旋转所围绕的“虚拟的旋转轴线”rav)。如果会聚透镜37’构造成或者将其焦距f选择为其输入侧的焦点即使在反射镜35’反射的第二能量射束有较大或较小偏转时都位于反射镜平均se上以及其旋转中心rz中,并且其输出侧的焦点在无限位置中,满足对第二激光射束el2的光路的上述要求,从而射出的两个激光射束el2的可能的光路彼此平行伸延。
[0206]
在根据图5和图6(以及图6a)的实施例中,所有其他部件都可相同地构造和布置。
[0207]
在所有三个附图图4至图6中示出的照射装置20在此分别包括监视装置26。为此在光路中分别引入射束分配器27,射束分配器将组合能量射束al的一小部分强度分支到用于测量和检验组合能量射束al的总强度分布giv的监控系统28中。监控系统28可包括面传感器,面传感器记录总强度分别giv的整体图像/信号。由此例如在监控系统28中或在控制装置50中,可将例如总强度分布giv的实际旋转与理论旋转和/或将实际分布与强度分布的理论分布相比较并且借助额外的调节回路(未示出)必要时可对相应的实际位置进行精调。
[0208]
在前面详细描述的所有实施例中,旋转速度ω选择为,使得第二能量射束el两种组合能量射束al的总强度分布giv中的圆形轨道k上运动的轨道速度的值相对于相应扫描速度s是高的。
[0209]
为了在沿着圆形轨道k的强度变化曲线ipk上在高帽分布的边缘r处实现强度最大值max和强度最小值min,第二能量射束el2在其于圆形轨道的圆周上运动期间的强度可分别被调制。为此,尤其在根据图4至图6的两种结构中在最简单的情况下可借助发生器信号gs调制第二激光器21b的功率l,如在图7中所示。
[0210]
为了简单,在此根据圆形轨道上的极角描述调制,其中,在图7中发生器信号gs的与需要由第二激光器21b输出的功率以及第二激光束的绝对强度相关的幅度a以任意的单位绘制在角上(该角在图6中从
‑
π至+π变化)。在角处在此有发生器信号gs的最大幅度并且分别朝角下降到最小值,由此高斯形状的第二激光束el2在圆形轨道k上环绕期间的绝对强度周期性地在最小值和最大值之间正弦形地来回变化。不限于一般情况,在此前提条件是角沿扫描方向s在前方。因此,在此总强度分布giv的强度最大值max沿
扫描方向s位于前方并且强度最小值min位于后方,如在图2和图3中所示。
[0211]
通过使发生器信号gs简单地相移,最大值max和最小值min在圆形轨道k上可移动,即围绕高帽强度分布的旋转中心或射束轴线s1转动。这一方面在构造区上改变扫描方向时是重要的,但是必要时对总强度分布giv或最大值max的位置匹配当前入射部位af的环境参数也是重要的。
[0212]
通过例如在图7中示出的用于第二激光射束el2的发生器信号gs的幅度a可将最大值max和最小值min之间的相对强度差设定在强度变化曲线ipk上。这例如在图8中根据三个并排示出的总强度分布giv示出,其中,所有的总强度分布giv具有相同的基本形状并且仅在最大值和最小值的大小方面或强度变化曲线ipk上的沿着圆形轨道k沿着总强度分布giv的边缘的强度变化形状方面不同。即总强度分布giv的基本形状失真,其中,最小值miz在此沿反向于扫描方向或相对于扫描方向相反的方向中在总强度分布giv内向后移动。
[0213]
总强度分布giv的何种具体形状对于当前的制造过程是最佳的可取决于各种其他的工艺参数,尤其取决于当前的扫描速度。
[0214]
图8在左侧例如示出在扫描速度为0.1m/s时对总强度分布giv的调制。在中间示出了扫描速度为1.6m/s的总强度分布giv。在右侧示出了扫描速度为3.1m/s的总强度分布giv。所有的总强度分布giv相应于上面列出的根据本发明的标准。
[0215]
在三个总强度分布giv的比较中可看出,随着扫描速度的增加,最大值max相对于最小值min在强度变化曲线ipk上提升。换句话说,功能区域f2“加热”(参见图2以及对此的描述)相对于功能区域“保持”f1特别限制地提高。这可简单地通过以下方式解释,功能区域f1“保持”仅用作“热损耗补偿区域”,以在熔浴和周围材料之间的温度差内通过热流补偿损耗。即,功能区域f1“保持”的扩展可与物质值、尤其导热性、热毛细对流和熔浴周围附近的温度分布成比例。但是尤其随着速度的增加,与定义的其他功能区域相比,该功能区域f1“保持”不再重要。
[0216]
而功能区域f2“加热”用于将还未固化的冷的构建材料13或相邻迹道(例如相邻填充部)的部分已经固化的材料预热或加热到熔融温度。特别是该区域随照射面的速度变化。随着扫描速度的增加,必须相应更快地加热,即需要更大的强度并且最大值更高且因此功能区域f2更宽,即功能区域f2的宽度向外延伸超过总强度分布giv的中心。在极端情况下(参见图8中的右侧的总强度分布giv),曲线ipk的最小值min也相应于总强度分布giv的绝对最小值min。因此如在图8中可见,在此总强度分布giv在中间区域中参考割线sk具有局部最小值,因为第二激光射束el2在强度变化曲线ipk上使得总强度分布giv局部提高。割线sk在此垂直于扫描方向s伸延通过总强度分布giv的重心(几何图),该重心在此沿扫描方向s向前移位地位于中心和最大值max之间,总强度分布giv的旋转轴线或射束轴线sa伸延通过该中心。
[0217]
在此需要提及的是,一般来说根据特定的边界条件,例如“扫描速度”和/或“可用的最大强度”或“可用的功率”,通过为能量射束、尤其为组合能量射束合适地(尤其也动态地)预设控制参数,功能区域可占据总强度变化曲线上的面积可变的部分。
[0218]
图9为此示出了组合能量射束的强度分布的灰度等级图像sb,该灰度等级图像例如在图8中右侧示出的射束上获得。在此,亮面是具有特别高的能量射束强度的区域。这些区域清楚示出具有朝扫描方向s的方向的拱起部的镰刀形状或半月的形状。即,在总强度分
布giv的在进给运动或扫描运动过程中首先射入物质的“前棱边”上出现比平均强度测得显著过高的强度,该过高的强度随后在后方的区域中相对平缓地下降,从而随后缓和且平坦地朝后边缘伸延。
[0219]
如上所述,例如在示出的实施例中可通过使例如在图7中示出的发生器信号gs简单相移操控第二激光器21b,使得最大值max和最小值min在强度变化曲线ipk上移动,即总强度分布giv围绕总强度分布giv的旋转中心或射束轴线sa转动。
[0220]
这可如所述地在扫描运动的方向改变时、例如在填充部反向时是必需的,在阴影线分别朝辐射条中的阴影线(填充部)的端部扫过时,相邻填充部应以相反方向扫过。但是另一方面也有利的是,总强度分布giv的具体设计可匹配照射面环境温度,即,尤其是匹配当前是否在平行于已经固化区域的迹道或填充部上固化。
[0221]
为此例如参见图10。在上方的图中在此示例性地示出了四个填充部迹道he,其中,入射区域af当前沿扫描方向s沿着第一迹道he伸延,在第一迹道旁边还没有固化的相邻迹道。因此总强度分布giv优选定向为,最大值沿扫描方向s精确地位于前方并且最小值min位于后方。换句话说,总强度分布giv关于平行于扫描方向s或与扫描方向s同轴伸延的对称轴线as轴对称。
[0222]
在图10的下部区域中示出了在后续迹道he中固化时的情况,其中,直接紧邻的前一迹道还是温暖的,但是已经硬化。在此有利的是,强度变化曲线ipk相对于扫描方向s轻微转动,使得最大值max距离第一迹道he的已经固化的区域vb稍微更远并且最小值min更接近固化的区域vb。换句话说,在此总强度分布giv有意地没有关于上面限定的与扫描方向s同轴的对称轴线as轴对称。这是因为,在相邻填充部中已经在固化时引入能量。因为各个并排布置的填充部的固化通常以短的时间间隔进行,通常在该时间间隔内,熔融的构建材料未完全例如变冷到工艺腔中或构造空间中的环境温度。由此为了连接当前的迹道he与不久前固化的、分别相邻的迹道he仅还提供未通过进入下方材料的热传导排走的能量。在此严格分开地示出了扫描路径或总强度分布不大于单个的扫描路径。但是原则上也可想到叠加。
[0223]
如果相邻的迹道he已经冷却,因为其以相对大的时间间隔在当前迹道he之前固化,可为有利的是,将用于照射当前迹道的总强度分布的最大值朝向已经硬化并且已经变冷的迹道的方向或者根据图10上方所示从输出位置转动。因为在这种情况下在当前待固化的迹道he接近固化的迹道he的区域中导热提高,由此为了达到期望的固化在此必须引入大量能量。但是该变型没有在单独附图中示出。
[0224]
在固化唯一迹道期间的策略替换也是可能的,如在图11中示意示出。
[0225]
例如在当前的迹道he与相对长的先前已经固化的紧邻迹道he相反固化是,则在当前迹道he的起始处,先前固化的相邻区域vb相对热,因为从其固化开始过去了相对少的时间。而在迹道he接近末端处,相邻的固化区域vb始终更冷。因此最大值max在当前迹道he的起始(位置p1)处可从相邻的固化区域vb转动离开,即与固化区域vb处相比更接近与当前迹道紧邻、必要时需要随后固化的迹道he。在沿扫描方向s照射的继续过程中总强度分布的最大值max转动,使得该最大值位于对称轴线as上(位置p2)并且随后逐渐地、优选连续地继续转动,使得其在当前的迹道he的末端处朝相邻的固化区域vb转动(位置p3),即相比于紧邻在当前迹道旁、必要时需要随后固化的迹道he更接近固化的区域vb。
[0226]
在图12a至图12e中示出了其他的可能的(总)强度分布,其也通过(“较小的”)第二
能量射束以循环轨道运行而产生,其中在此在所有情况下第二能量射束的轨道又大致平行地在(“较大的”)第一能量射束的能量分布的边缘内伸延。在所有情况下第一能量射束分别具有高原(“平顶”或“高帽强度分布”),但是具有不同的几何基面。即强度分布在具有相对尖锐的棱边的射束横截面上是空间相对均匀的。也可通过合适的射束成型单元,例如衍射的光学元件(doe)产生具有这种能量分布的该第一能量射束。
[0227]
具体而言,图12a示出了具有六边形或蜂窝形基面的强度分布,其中,一角部沿扫描方向s位于前方。图12b示出了具有四边形基面的强度分布,其中在此一角部沿扫描方向s位于前方。而在图12c中强度分布的四边形基面定向为,四边形(在此正方形)的一个棱边沿扫描方向s位于前方。图12d和图12e示出了两个三角形的变型方案,一个以前棱边垂直于扫描方向s(图12d)并且一个以尖端或角部沿扫描方向s在前方(图12e)。
[0228]
但是如可见地,在图12a至图12e中示出的所有强度分布giv满足根据本发明的标准,这些强度分布在剖切面中沿着强度分布的至少一条割线在中间区域中具有至少一个局部最小值并且这些强度分布具有沿着强度分布的一边缘环绕的强度变化曲线,该强度变化曲线在至少一个部位上具有最大值并且在与该强度变化曲线上的最大值相对的区域中在至少一个部位上具有最小值。
[0229]
在所有情况下,在此第二能量射束在其轨道运行中也改变其强度,使得强度分布的强度最大值或最大区域(在该分布中具有位于前方的棱边)沿扫描方面s位于前方。
[0230]
实际中,强度分布的几何附图的在附图中棱角状示出的边缘或角部也经倒圆地制造(例如射束发生器或射束偏转装置的由于惯性运动的部件)。
[0231]
最后还应强调的是,前面描述的装置仅为本领域技术人员能以不同方式修改、而不会离开本发明范围的实施例。尤其再次指出,也可通过以下方式生成具有合适的总强度分布的组合能量射束,即,借助两个相互协调或同步控制的扫描仪随时使第一能量射束和第二能量射束在合适的位置中彼此叠加地位于照射面中,然后第二能量射束的扫描仪可比第一能量射束的扫描仪相应更快地运动。例如为了使组合能量束的照射面运动,也可使照射装置与至少两个辐射源共同运动,其中一个辐射源额外地或重合地相对于另一辐射源实施(优选快速的)相对运动,或者共同运动的辐射源中的其中一个的其中至少一个能量射束与为此设置的运动单元、例如反射镜等相对于另一辐射源的能量射束运动。还可能的是,除了两个能量束彼此的相对运动以外也使用能量射束的(不同)焦点变化或扩焦/散焦。也可如所述地使用完全不同的器件实现能量射束的“成型”,即生成根据本发明的强度分布。最后还应提及的是,也可使用除了增材制造以外的方法,以及使用其他的工艺,例如焊接焊缝等的方法。此外,不定冠词“一个”的使用不排除涉及特征也可多次存在。术语“单元”也不排除该单元由多个共同作用的子部件构成,子部件也同样可在空间上分布。
[0232]
附图标记列表
[0233]
1 用于增材制造的装置/激光烧结装置
[0234]
2 制造产品/物体/构件
[0235]
3 工艺室/工艺腔
[0236]
4 腔壁
[0237]
5 容器
[0238]
6 容器壁
[0239]
7 工作平面
[0240]
8 构造区
[0241]
10 载体
[0242]
11 基板
[0243]
12 构造平台
[0244]
13 构建材料
[0245]
14 储藏容器
[0246]
16 涂装机
[0247]
17 辐射加热装置
[0248]
18 传感器组件/摄像机
[0249]
20 照射装置/曝光装置
[0250]
21 能量射束源系统/激光系统
[0251]
21a 激光器
[0252]
21b 激光器
[0253]
22 能量射束组合装置/射束组合器
[0254]
23 第二能量射束运动单元/扫描仪/换向单元
[0255]
24 聚焦装置
[0256]
25 耦入窗口
[0257]
26 监视装置
[0258]
27 射束分配器
[0259]
28 监控系统
[0260]
30 第一能量射束运动单元
[0261]
31 空心轴
[0262]
32 光学元件/透射射束位移元件/平板
[0263]
33 第一能量射束运动单元
[0264]
33’第一能量射束运动单元
[0265]
34 第一反射镜
[0266]
35 旋转的反射镜
[0267]
35’旋转的反射镜
[0268]
36 旋转单元/电动马达
[0269]
36’旋转单元/电动马达
[0270]
37 会聚透镜
[0271]
37’会聚透镜
[0272]
50 控制装置
[0273]
51 控制单元
[0274]
52 品质数据确定装置
[0275]
53 照射控制端口
[0276]
54 控制数据生成装置
[0277]
54’控制数据生成装置
[0278]
55 总线
[0279]
56 终端
[0280]
a 发生器信号的幅度
[0281]
af 照射面
[0282]
al (输出)组合能量射束/激光射束
[0283]
as 对称轴线
[0284]
b 剖切平面
[0285]
d 轴线间距
[0286]
ds 射束扩展(strahlausdehnung)/直径
[0287]
el1 第一能量射束/激光射束
[0288]
el2 第二能量射束/激光射束
[0289]
f 焦距
[0290]
fs 聚焦控制数据
[0291]
f1 功能区域“保持”[0292]
f2 功能区域“加热”[0293]
f3 功能区域“成型”[0294]
gs 发生器信号
[0295]
h 水平方向
[0296]
he 填充部迹道(hatch
‑
spuren)
[0297]
hs 加热控制数据
[0298]
giv 总强度分布
[0299]
ipk 强度变化曲线
[0300]
k 圆形轨道
[0301]
lie 局部的强度提升
[0302]
lsa、lsb 激光控制数据
[0303]
max 局部最大值
[0304]
min 局部最小值
[0305]
miz 最小值
[0306]
pst 工艺控制数据
[0307]
p1、p2、p
3 位置
[0308]
qd 品质数据
[0309]
r 边缘
[0310]
rah 空心轴的旋转轴线
[0311]
ras 反射镜的旋转轴线
[0312]
rav 虚拟旋转轴线
[0313]
rs 相对运动控制数据
[0314]
rz 旋转中心
[0315]
s 照射面的运动方向/扫描方向
[0316]
sa 组合能量射束的光路/射束轴线
[0317]
sb 灰度等级图像
[0318]
sd 扫描控制数据
[0319]
se 反射镜平面
[0320]
sk 割线
[0321]
sp1 第一强度分布/高帽强度分布
[0322]
sp2 第二强度分布/高斯强度分布
[0323]
st 涂装控制数据
[0324]
s1 第一能量射束的光路/射束轴线
[0325]
s2 第二能量射束的光路/射束轴线
[0326]
ts 载体控制数据
[0327]
v 竖直方向
[0328]
vb 加固区域
[0329]
x、y 平面
[0330]
z 方向
[0331]
ω 旋转速度
[0332]
α 角
[0333]
极角。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1