板状玻璃的制造装置的制作方法
1.本实用新型涉及包括对板状玻璃的端面进行磨削的端面磨削工序以及对磨削后的板状玻璃的端面进行研磨的端面研磨工序的板状玻璃的制造方法、以及能够执行两个工序的板状玻璃的制造装置。
背景技术:
2.众所周知,由于在经过了使用刻划轮的切断工序的板状玻璃的端面 (切割面)残留有裂纹,因此成为在后续工序中以端面为起点使板状玻璃破裂、或从端面产生玻璃粉的原因。为了避免这种不良情况,在板状玻璃的制造工序中,通常执行对板状玻璃的端面进行磨削的端面磨削工序、以及对磨削后的板状玻璃的端面进行研磨的端面研磨工序(参照专利文献 1)。
3.作为执行上述两个工序的方式的一例,能够举出下述那样的方式。即,在执行端面磨削工序时,使用在外周部形成有能够磨削板状玻璃的端面的槽的磨削砂轮。而且,通过一边将磨削砂轮按压在板状玻璃的端面一边进行磨削,从而将端面的形状加工成仿照槽的形状。由此,端面被磨削,并且对端面的棱线实施倒角,形成圆形状或者平面状的倒角面。另外,在执行端面研磨工序时,使用在外周部形成有能够研磨板状玻璃的端面的槽的多个研磨砂轮。而且,通过一边将多个研磨砂轮依次按压在磨削后的板状玻璃的端面一边进行研磨,从而进行包含倒角面的端面的精加工。
4.在先技术文献
5.专利文献
6.专利文献1:日本特表2014-518169号公报
技术实现要素:
7.实用新型要解决的课题
8.然而,在上述方式下,在执行了端面磨削工序以及端面研磨工序的情况下,每当研磨砂轮按压在磨削后的板状玻璃的端面上时就会产生裂纹,其结果是,存在端面研磨工序后的端面的品质降低的情况。若端面的品质降低,则容易从端面产生玻璃粉,在将板状玻璃用作电子器件的玻璃基板的情况下,有可能引起配线不良。鉴于这种情况而完成的本实用新型的技术课题在于,通过尽可能地抑制残留在端面的裂纹,从而提高端面的品质。
9.用于解决课题的方案
10.为了解决上述的课题而提出的本实用新型是一种板状玻璃的制造方法,其包括对板状玻璃的端面进行磨削的端面磨削工序、以及对磨削后的板状玻璃的端面进行研磨的端面研磨工序,其特征在于,端面研磨工序包括:第一研磨工序,在该第一研磨工序中,一边以第一按压力将第一研磨砂轮按压于板状玻璃的端面一边进行研磨;以及第二研磨工序,在该第二研磨工序中,一边以第二按压力将第二研磨砂轮按压于由第一研磨砂轮进行研磨后的板状玻璃的端面一边进行研磨,使第二按压力比第一按压力小。
11.在本方法中的端面研磨工序中,执行一边以第一按压力将第一研磨砂轮按压于磨削后的板状玻璃的端面一边进行研磨的第一研磨工序。而且,在第二按压力比第一按压力小之下,执行一边将第二研磨砂轮按压于由第一研磨砂轮进行研磨后的端面一边进行研磨的第二研磨工序。根据该端面研磨工序,能够通过与使第二按压力比第一按压力小相应地,抑制在第二研磨工序中在端面产生的裂纹。由此,能够尽可能地抑制残留在得到的板状玻璃的端面的裂纹,能够提高端面的品质。
12.在上述的方法中,优选的是,使用于固定第二研磨砂轮的磨粒的结合剂的洛氏硬度hrm为用于固定第一研磨砂轮的磨粒的结合剂的洛氏硬度 hrm以下。
13.这样,能够进一步抑制在第二研磨工序中在端面产生的裂纹,在提高板状玻璃的端面的品质方面更加有利。
14.在上述的方法中,优选的是,作为第一研磨砂轮的结合剂,使用酚醛树脂、聚氨酯树脂或者聚酰亚胺树脂,并且作为第二研磨砂轮的结合剂,使用聚氨酯树脂或者环氧树脂。
15.这样,由于能够使第二研磨砂轮的结合剂的洛氏硬度hrm为第一研磨砂轮的结合剂的洛氏硬度hrm以下,因此在提高已叙述的作用、效果方面更加有利。
16.另外,为了解决上述的课题而提出的本实用新型是一种板状玻璃的制造装置,其具备对板状玻璃的端面进行磨削的磨削砂轮、以及对磨削后的板状玻璃的端面进行研磨的研磨砂轮,其特征在于,作为研磨砂轮,板状玻璃的制造装置具有在被第一按压力按压于板状玻璃的端面的状态下进行研磨的第一研磨砂轮、以及在被第二按压力按压于由第一研磨砂轮进行研磨后的板状玻璃的端面的状态下进行研磨的第二研磨砂轮,第二按压力比第一按压力小。
17.根据本装置,在上述的板状玻璃的制造方法的说明中,能够得到与已叙述的作用、效果相同的作用、效果。
18.实用新型效果
19.根据本实用新型,能够尽可能地抑制残留于端面的裂纹,能够提高端面的品质。
附图说明
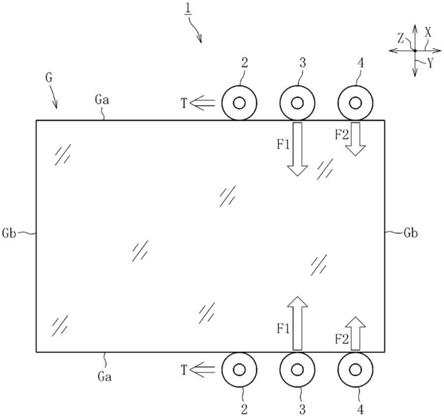
20.图1是表示本实用新型的实施方式的板状玻璃的制造方法以及制造装置的俯视图。
具体实施方式
21.以下,参照附图对本实用新型的实施方式的板状玻璃的制造方法以及制造装置进行说明。
22.如图1所示,在执行本实施方式的板状玻璃的制造方法时,使用本实施方式的板状玻璃的制造装置1(以下,简记为制造装置1)。制造装置1 具备对板状玻璃g的端面ga进行磨削的磨削砂轮2、先对磨削后的板状玻璃g的端面ga进行研磨的第一研磨砂轮3、以及后进行研磨的第二研磨砂轮4。这里,在本实施方式中,列举对平放姿势的矩形的板状玻璃g 的沿x方向延伸的两端面ga、ga进行磨削加工以及研磨加工的制造装置 1。
23.板状玻璃g通过浮法、溢流下拉法、狭缝下拉法等公知的成形方法成形,被切断为规定的大小。板状玻璃g的厚度优选为0.1mm~1.4mm,更优选为0.2mm~0.7mm,最优选为
0.2mm~0.5mm。板状玻璃g优选为在平板显示器、触摸面板、太阳能电池、有机el照明等中使用的玻璃基板。使用玻璃基板的平板显示器中例如有液晶显示器、有机el显示器等。
24.为了加工板状玻璃g的两端面ga、ga,磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4分别隔着板状玻璃g成对地配置。磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4的各对相对于在制造装置1所具备的省略图示的平台上固定的板状玻璃g以同步的状态在与x方向平行的t方向上移动并且进行加工。在这些砂轮2、3、4的外周部(旋转周部),在上下多级的范围内形成有用于加工端面ga的槽(省略图示)。通过将该多级的槽之一按压于端面ga而对端面ga进行加工。另外,这些砂轮2、 3、4的旋转方向从z方向观察(俯视观察时)有时为顺时针方向,也有时为逆时针方向。
25.磨削砂轮2是用于形成端面ga的剖面形状(与x方向正交的剖面的形状)的砂轮,在y方向上的位置被固定的状态下对端面ga进行加工。与此相对,第一研磨砂轮3以及第二研磨砂轮4是用于对磨削后的端面 ga进行精加工的砂轮,在以恒定的按压力按压端面ga的状态下对端面 ga进行加工。需要说明的是,磨削砂轮2也可以在以恒定的按压力按压端面ga的状态下对端面ga进行磨削加工。
26.这里,若比较将第一研磨砂轮3按压于端面ga的第一按压力f1和将第二研磨砂轮4按压于端面ga的第二按压力f2,则第二按压力f2较小。这里所说的“按压力”是指与y方向平行地作用,单位用“n”表示的力。从进一步抑制在端面ga产生的裂纹的观点出发,第二按压力f2优选为第一按压力f1的0.8倍以下,更优选为0.6倍以下。另外,从确保利用第二研磨砂轮4进行的研磨量的观点出发,第二按压力f2优选为第一按压力 f1的0.1倍以上,更优选为0.2倍以上。
27.第一按压力f1优选为30n~100n,更优选为40n~80n。第二按压力f2优选为3n~80n,更优选为5n~40n,最优选为10n~30n。
28.磨削砂轮2优选为采用金属结合材料(金属结合剂)来作为磨粒的结合材料的金属结合剂砂轮。作为结合材料而采用的金属优选是从铁、铜、钴、镍、钨等中选择一种的金属或者选择两种以上混合而成的金属,特别优选包含铁。与磨削砂轮2结合的磨粒优选为金刚石磨粒,粒度优选为# 300~600。
29.第一研磨砂轮3以及第二研磨砂轮4优选为采用树脂结合材料(树脂结合剂)作为磨粒的结合材料的树脂结合剂砂轮。作为树脂结合材料,优选采用热固化性树脂。作为具体例,能够采用酚醛树脂、环氧树脂、聚酰亚胺树脂、聚氨酯树脂等来作为树脂结合剂。作为与第一研磨砂轮3以及第二研磨砂轮4结合的磨粒,能够使用金刚石粒子、氧化铝粒子、碳化硅粒子、立方晶氮化硼粒子、金属氧化物粒子、金属碳化物粒子、金属氮化物粒子等。磨粒的粒度优选为#100~3000,更优选为#200~1000。
30.这里,为了进一步抑制在第二研磨工序中在端面ga产生的裂纹,第二研磨砂轮4的结合剂的洛氏硬度hrm为第一研磨砂轮3的结合剂的洛氏硬度hrm以下。在要满足该洛氏硬度hrm的关系性的情况下,作为一例,作为第一研磨砂轮3的结合剂,采用酚醛树脂、聚氨酯树脂、聚酰亚胺树脂中的任一个即可,作为第二研磨砂轮4的结合剂,采用聚氨酯树脂、环氧树脂中的任一个即可。
31.第一研磨砂轮3的结合剂的洛氏硬度hrm优选为50~130。另外,第二研磨砂轮4的结合剂的洛氏硬度hrm优选为50~110。这里,结合剂的洛氏硬度hrm是指不含填料等的结合
剂单体的洛氏硬度hrm。
32.以下,对使用了上述的制造装置1的板状玻璃的制造方法进行说明。
33.在该板状玻璃的制造方法中,首先,利用省略图示的输送单元(例如,带式输送机等)将板状玻璃g搬入到设置有平台的位置之后,将板状玻璃 g固定于平台上。该板状玻璃g是已经经过了切断工序的玻璃,两端面 ga、ga分别成为通过切断工序形成的切割面。
34.接下来,执行对板状玻璃g的端面ga进行磨削的端面磨削工序以及对磨削后的板状玻璃g的端面ga进行研磨的端面研磨工序。
35.在端面磨削工序中,利用磨削砂轮2对作为切割面的板状玻璃g的端面ga进行磨削。由此,形成端面ga的剖面形状。在端面研磨工序中,执行第一研磨工序和第二研磨工序,在该第一研磨工序中,一边以第一按压力f1将第一研磨砂轮3按压于磨削后的板状玻璃g的端面ga一边进行研磨,在该第二研磨工序中,一边以第二按压力f2将第二研磨砂轮4按压于由第一研磨砂轮3进行研磨后的板状玻璃g的端面ga一边进行研磨。由此,进行用于减少端面ga的表面粗糙度的精加工。在利用磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4进行的端面ga的全长的加工结束时,端面磨削工序以及端面研磨工序完成。需要说明的是,端面研磨工序后的端面ga的品质例如能够通过表面粗糙度ra的大小来评价。
36.在端面磨削工序以及端面研磨工序完成时,在将结束了端面ga的磨削加工以及研磨加工的平台上的板状玻璃g的固定解除之后,再次利用输送单元从设置有平台的位置搬出板状玻璃g并向下游工序输送。在下游工序中,例如,以与上述的端面磨削工序以及端面研磨工序相同的方式,对与端面ga正交的端面gb实施磨削加工以及研磨加工。然后,对板状玻璃g实施清洗处理。
37.以下,对上述的板状玻璃的制造方法以及制造装置1的主要作用、效果进行说明。
38.根据上述的板状玻璃的制造方法以及制造装置1,能够通过与使第二按压力f2比第一按压力f1小相应地,抑制在第二研磨工序中在端面ga 产生的裂纹。由此,能够尽可能地抑制残留在得到的板状玻璃g的端面 ga的裂纹,能够提高端面ga的品质。
39.这里,本实用新型的板状玻璃的制造方法以及制造装置不局限于在上述的实施方式中说明的方式、结构。例如,除了第一研磨砂轮3以及第二研磨砂轮4以外,还可以导入新的研磨砂轮。也可以利用该新的研磨砂轮 (第三研磨砂轮),在利用磨削砂轮2进行端面ga的磨削后且利用第一研磨砂轮3进行端面ga的研磨前,进行端面ga的研磨。在该情况下,将第三研磨砂轮按压于端面ga的第三按压力既可以比第一按压力f1小,也可以比第一按压力f1大。这是因为,在利用第三研磨砂轮进行研磨加工中在端面ga产生的裂纹在第一以及第二研磨工序中几乎能够去除,对端面ga的品质带来的影响较小。
40.另外,在上述的实施方式中,仅使用一对磨削砂轮2,但不限于此。也可以使用两对以上的磨削砂轮2来执行磨削工序。
41.另外,在上述的实施方式中,磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4的各对在同步的状态下进行两端面ga、ga的加工,但不限于此。磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4也可以不成对而仅对一个端面ga进行加工。在该情况下,也可以使用多个磨削砂轮2。另外,磨削砂轮2、第一研磨砂轮3、以及第二研磨砂轮4的各对也可以不同步而在进行一个端面ga的加工后进行另一个端面ga的加工。
42.附图标记说明:
[0043]1ꢀꢀꢀ
板状玻璃的制造装置
[0044]2ꢀꢀꢀ
磨削砂轮
[0045]3ꢀꢀꢀ
第一研磨砂轮
[0046]4ꢀꢀꢀ
第二研磨砂轮
[0047]
f1
ꢀꢀ
第一按压力
[0048]
f2
ꢀꢀ
第二按压力
[0049]
g
ꢀꢀꢀ
板状玻璃
[0050]
ga
ꢀꢀ
板状玻璃的端面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1