用于连铸金属制品的模具单元以及连铸设施的制作方法
1.本发明涉及一种用于连铸(stranggie
ß
en)金属制品、尤其是用于连铸预制块(vorbl
ö
cken)的模具单元(kokilleneinheit)。此外,本发明涉及一种连铸设施。
背景技术:
2.在用于连铸金属制品、例如预制块的模具中,在所谓的板式模具和所谓的管式模具之间进行区分。板式模具包括多个分开的、彼此接触的模具板,这些模具板共同地形成具有多边形的、尤其是矩形的横截面形状的铸件形状。管式模具相反包括模具管,模具管形成具有圆状的、尤其是圆圈形的横截面形状或多边形的、尤其是矩形的横截面形状的铸件形状。
3.板式模具的优点在于,其模具板可以被支承为,使得彼此相对置的模具板之间的间距可以调节,从而利用板式模具可以铸造不同规格的金属制品。板式模具的另一优点在于,损坏的或损耗的模具板可以被有针对性地后加工或更换。但是,板式模具情况下的缺点在于,在其拐角区域处可能存在相邻模具板之间的间隙,外物、例如(液化的)铸造粉末的残余能够进入和/或液态金属能够进入到这些间隙中。在此情况下可能在束棒上产生锐棱的毛刺,所谓的翅(finnen)。在将束棒从板式模具中推出时,翅经受到比束棒的其余表面更高的静摩擦。由此产生机械应力,这些应力可能导致正在形成的束棒壳的撕裂。
4.在管式模具(具有多边形横截面形状)的拐角区域处通常不出现之前描述的问题,因为模具管的侧壁通常彼此被一件式地构造。当然,利用一件式构造的管式模具仅可以铸造金属制品的唯一规格。此外,在一件式构造的管式模具的情况下不可能的是,当单个侧壁损坏或损耗时,有针对性地更换单个侧壁。
5.迄今为止,管式模具大多被用于连铸小规格的金属制品。为了连铸大规格的金属制品,迄今为止通常使用板式模具。但是,在连铸大规格金属制品时近来越来越多地使用管式模具,因为在管式模具中通常不出现形成翅的问题。
6.在应被用于连铸大规格金属制品的管式模具的情况下要注意的是,模具管的壁厚不能选择得太大,因此为了引出热到冷却介质上的目的,可以通过模具管保证足够良好的传热。但是,模具管的小壁厚具有下列缺点,即,基于作用到模具管上的高的(冷却介质)压力可能会出现模具管的变形并因此出现模具管的寿命缩短。
7.在现有技术中通过如下方式来补偿模具管的小壁厚的之前所提到的缺点,即,将多个加强板在外部紧固在模具管上,这些加强板给模具赋予足够大的刚性。
8.从ep 1 468 760 a1中已知一种用于连铸金属制品的模具单元,该模具单元包括模具管,该模具管具有多个拐角区域。此外,模具单元包括多个分开的加强板,这些加强板在外部紧固在模具管上并共同地围住模具管,其中,在加强板中的每个加强板与模具管之间分别构造一用于引导冷却介质的冷却介质引导间隙。
技术实现要素:
9.本发明的任务是能够实现:具有带多边形外横截面形状的模具管的模具单元或配备有这种模具单元的连铸设施达到高寿命。
10.该任务通过根据本发明的模具单元以及通过根据本发明的连铸设施来解决。
11.本发明的优选设计方案在随后的描述中给出。
12.根据本发明的模具单元用于连铸金属制品、尤其是用于连铸预制块,所述模具单元包括模具管以及多个分开的加强板,所述模具管具有多边形外横截面形状,所述横截面形状具有多个拐角区域,所述加强板在外部被紧固在模具管上并共同地围住模具管,其中,在所述加强板的每个加强板与模具管之间分别构造有一冷却介质引导间隙,用以引导冷却介质。此外,在根据本发明的模具单元中,加强板在模具管的拐角区域处没有通过拧接连接(schraubverbindungen)彼此连接。换句话说,在根据本发明的模具单元中,加强板在模具管的拐角区域处没有彼此拧接。
13.具体地,即不存在加强板之间的直接接触。处在两个彼此贴靠邻接的加强板之间的一可能的密封元件或者说多个密封元件没有阻止或仅无关紧要地阻止加强板的热力膨胀,因为密封元件可弹性变形且其刚性非常低。与加强板的刚性相比,密封元件的刚性低得可忽略。
14.本发明基于的认知是,在模具单元的运行中出现模具管以及加强板的热力膨胀。
15.当加强板在模具管的拐角区域处彼此拧接时,就像例如ep 1 468 760 a1中设置的那样,那么加强板在模具管的拐角区域处阻止了热力膨胀。由此,尤其是在模具管的拐角区域处可能出现机械应力,这些应力可以导致加强板处的损坏和/或模具管处的损坏并因此导致模具单元的寿命缩短。
16.因为在本发明的情况下加强板在模具管的拐角区域处没有彼此拧接,所以加强板可以在模具管的拐角区域处实施相对彼此较大的热运动。由此,尤其可以在模具管的拐角区域处避免出现大的机械应力。以这种方式可以实现模具单元的较大寿命并因此也实现配备有这种模具单元的连铸设施的较大寿命。
17.有利地,加强板在模具管的拐角区域处没有材料锁合地彼此连接,从而加强板也没有由于材料锁合的连接而阻止热力膨胀。
18.当前,术语“多边形”不是必须在严格的数学或者说几何形状的意义上去理解。在本发明的意义上,“多边形的”(横截面)形状、例如矩形(横截面)形状尤其可以被概括为具有倒圆拐角的(横截面)形状。
19.模具单元的模具管当前涉及如下铸件形状,该铸件形状具有多个侧壁,这些侧壁彼此一件式构造。
20.以优选的方式,模具管是铜管。也就是说,模具管优选由铜或铜合金制成。由此可以确保模具管的高导热能力。之前提到的加强板例如可以由例如来自钢分类wnr.1.4301的不锈钢制成。
21.通过在本发明中在加强板中的每个加强板与模具管之间分别构造一用于引导冷却介质的冷却介质引导间隙,可以取消用于引导冷却介质的所谓的导水罩。替代于此,加强板可以接管导水罩的功能。这点能够实现模具单元的费用低廉的制造,因为可以取消导水罩的耗费的制作。
22.之前提到的冷却介质引导间隙优选地分别通过加强板之一和模具管的侧壁之一在侧向进行限界。
23.有利地,模具管和加强板在所有部位上彼此间隔开。换句话说,模具管和加强板有利地没有彼此接触,而是在所有部位上彼此无接触地布置。由此可以避免,热直接从模具管被导引到加强板上。此外,以这种方式可以经由加强板的比较大的表面以及经由模具管的比较大的表面将热给出到冷却介质上,由此借助于冷却介质可以实现特别强的冷却作用。
24.在本发明的一优选设计方案中,模具管具有模子中空空间,该模子中空空间在模具管的横截面上具有矩形形状、尤其是带倒圆或预倒角的拐角的矩形形状。
25.此外优选的是,模子中空空间的所述矩形形状具有至少280mm、尤其至少320mm的长度和/或至少240mm、尤其至少280mm的宽度。
26.此外,模具管的模子中空空间可以被弧形地构造。也就是说,模具单元可以是所谓的弧形模具。替换地,模子中空空间可以被直线地构造。
27.此外有利的是,模具管具有最高35mm、优选最高30mm的壁厚。这点一方面能够实现模具管的成本较低廉的制造,因为为了制造模具管需要比较少的材料。另一方面,由此可以通过模具管实现良好的传热,从而借助于冷却介质可以实现待冷却金属熔液上的强冷却作用。
28.模具管的壁厚可以在整个模具管上是恒定的。替换地,模具管可以具有不同的壁厚。在最后提到的情况下,模具管具有最高35mm或最高30mm壁厚的表述可以被理解为,模具管在其一个/多个最厚部位上具有最高35mm或最高30mm的壁厚。
29.模具管例如可以具有矩形外横截面形状。在该情况下,符合目的地将四个分开的加强板在外部紧固在模具管上。也就是说,之前提到的多个加强板可以尤其是四个加强板。
30.在优选的方式中,加强板中的两个加强板的顶端侧边缘面至少部分地通过两个另外的加强板覆盖。换个表述,优选将加强板中的两个加强板部分地布置在另外的两个加强板之间。通过加强板的这种布置允许了两个进行覆盖的加强板的比较大的热运动,因为进行覆盖的加强板可以热力膨胀,而在此在顶端侧上不会碰撞到另外的两个加强板上。
31.四个加强板中的两个可以实施得比另外的两个加强板更窄。优选地,两个较宽的加强板具有比两个较窄的加强板更大的最大壁厚。由此,较宽的加强板可以比较窄的加强板经受住更大的力。
32.在本发明的一优选实施方式中,模具单元具有多个连接元件,借助于连接元件将加强板紧固在模具管上。连接元件例如可以分别具有一个或多个螺纹区段。
33.连接元件的螺纹区段当前可以被理解为连接元件的设有螺纹的区段。
34.此外,模具单元可以具有多个螺纹插件,螺纹插件在模具管的留空部中插入。优选地,连接元件被拧入到螺纹插件中。螺纹插件能够在使用连接元件的情况下实现加强板在模具管上简单且快速的装配。
35.用语“插入”当前不是必须被理解为,对应的螺纹插件必须完全布置在留空部中。在本发明的一优选实施方式中,对应的螺纹插件从留空部中伸出。
36.有利地,连接元件被构造为膨胀螺栓。被构造为膨胀螺栓的连接元件的优点在于,连接元件允许了加强板相对于模具管的热运动,而在此不出现连接元件的太强的应力,该应力可能地能够导致连接元件的塑性和/或分离的变形。对应的连接元件优选具有无螺纹
的杆区段。其直径尤其可以比对应的连接元件的一螺纹区段或多个螺纹区段的直径更小。替换地,对应的连接元件的杆区段的直径可以等于或接近等于一螺纹区段或多个螺纹区段的直径那么大。杆区段的长度例如可以为50mm和100mm之间。优选地,杆区段的长度相应于连接元件总长的至少50%。
37.此外,模具单元可以包括多个夹紧套筒,夹紧套筒分别围住连接元件的一部分、尤其是无螺纹的杆区段。优选地,夹紧套筒分别在加强板之一与模具管之间张紧。
38.夹紧套筒可以在顶端侧上贴靠在螺纹插件上或一夹紧套筒与螺纹插件构成一唯一的结构部件。当螺纹插件从模具管的留空部中伸出时,在该情况下可以实现,夹紧套筒将力传递到螺纹插件上,但是不直接传递到模具管的侧壁上。
39.此外适宜的是,模具单元具有多个螺母,借助于螺母来对连接元件进行保险。必要时,模具单元可以具有多个垫圈,螺母贴靠在这些垫圈上。可选地,模具单元可以此外在对应的垫圈和对应的螺母之间具有一个或多个弹簧元件、例如一个或多个碟簧。
40.有利地,相邻的加强板在模具管的拐角区域上分别借助于一个或多个密封元件相对彼此密封。在优选的方式中,相邻的加强板在模具管的拐角区域上分别借助于第一密封元件和第二密封元件相对彼此密封,第二密封元件与第一密封元件不同。由此可以在模具管的拐角区域上实现特别良好的密封性。
41.第一密封元件例如可以是弹性密封绳,该密封绳被插入到相邻的加强板之一的凹槽、尤其是沿模具单元的高度方向延展的凹槽中。第二密封元件例如可以是长形的弧形密封片,该密封片以其纵向边缘嵌入到相邻的加强板的两个凹槽、尤其是沿模具单元的高度方向延展的两个凹槽中。
42.在相邻的加强板在模具管的拐角区域处分别仅用一密封元件来密封的情况下,对应的密封元件例如是之前提到的第一密封元件或之前提到的第二密封元件的类型的密封元件。
43.优选地,模具单元包括围住模具管和加强板的管罩。管罩有利地具有一个或多个冷却介质入口和/或一个或多个冷却介质出口。尤其地,管罩可以针对每个加强板分别具有一冷却介质入口和一冷却介质出口。在模具单元包括四个加强板的优选情况下,管罩可以因此尤其是具有四个冷却介质入口以及四个冷却介质出口。
44.此外有利的是,管罩的对应的冷却介质入口和对应的冷却介质出口与冷却介质引导间隙中的至少一个冷却介质引导间隙被导引流体地连接。
45.在本发明的一优选实施变型中,加强板和管罩之间的中空空间形成模具单元的冷却介质供给部,而冷却介质引导间隙共同地形成模具单元的冷却介质回流部。替换地,加强板和管罩之间的中空空间可以形成模具单元的冷却介质回流部,而冷却介质引导间隙共同地形成模具单元的冷却介质供给部。
46.有利地,之前提到的密封元件在模具管的拐角区域处使得冷却介质供给部与冷却介质回流部分离。
47.管罩可以具有用于将模具单元紧固在模具承载装置上的紧固法兰。所述紧固法兰优选布置在管罩的上端部上。此外可以设置:管罩的至少一个冷却介质入口布置在紧固法兰中和/或管罩的至少一个冷却介质出口布置在紧固法兰中。
48.如开头提到的那样,本发明此外涉及一种连铸设施。
49.根据本发明的连铸设施配备有根据本发明的模具单元。
50.连铸设施尤其可以是所谓的弧形连铸设施。替换地,连铸设施可以是所谓的竖直连铸设施。
51.本发明的优选设计方案的迄今为止给出的描述包含了大量特征,这些特征部分地以多个组合形式再现。但是,这些特征也可以被单个考虑并被组合成适宜的其他组合。尤其地,这些特征可以分别单个地且以任意适当的组合与根据本发明的模具单元和根据本发明的连铸设施进行组合。
附图说明
52.本发明的上述特性、特征和优点以及如何实现其的形式和方式结合本发明实施例的后续描述变得更清楚和更好理解,该实施例结合附图被更详细地阐释。该实施例用于阐释本发明且本发明不限于其中所给出的特征组合,甚至在功能性特征方面。此外,该实施例的适于此的特征也可以明显分开地考虑并进行组合。
53.其中:
54.图1示出了具有模具单元的连铸设施的示意图;
55.图2示出了来自图1的模具单元的纵截面以及模具承载装置,在该模具承载装置上紧固模具单元;
56.图3示出了模具单元的3d视图;
57.图4示出了模具单元的俯视图;
58.图5示出了沿着来自图4的截平面v-v穿过模具单元的截面;
59.图6示出了沿着来自图4的截平面vi-vi穿过模具单元的截面;
60.图7示出了模具单元的模具管的3d视图;
61.图8示出了模具单元的截面图,在该截面图中画出了模具单元的连接元件;
62.图9示出了模具单元的横截面;
63.图10示出了相对于图8的模具单元8的一部分的替换截面图。
具体实施方式
64.图1示意性示出了一种用于连铸金属制品、尤其是用于连铸预制块的连铸设施2。在当前实施例中,连铸设施2是弧形连铸设施。
65.连铸设施2包括钢包回转塔4,两个可更换的浇铸钢包6被插入到钢包回转塔中,以及包括模具单元8。后者被紧固在模具承载装置10上(参见图2),该模具承载装置在图1中鉴于更好概览起见没有示出。
66.此外,连铸设施2包括分配池12,用于从浇铸钢包6中接收金属熔液且用于将金属熔液进一步导引到模具单元8中。此外,连铸设施2具有束棒引导系统14以及分离装置18,所述束棒引导系统具有图上未示出的冷却装置和多个束棒引导滚子16。
67.在浇铸钢包6中有金属熔液、例如液态钢。金属熔液由对应的浇铸钢包6被导入到分配池12中。从那里,金属熔液经由分配池12的出口管20被导入到模具单元8中。
68.因为通过模具单元8导引了冷却介质、优选水,所以金属熔液在其与模具单元8的接触面上冷却并在此情况下部分地凝固,使得金属熔液以束棒22的形式从模具单元8中出
来。在从模具单元8出来时,束棒22具有凝固的壳,而其横截面的大部分还是液态。
69.借助于束棒引导系统14的束棒引导滚子16将从模具单元8出来的束棒22运出并在此沿着弧引导。在束棒引导系统14中,束棒22借助于束棒引导系统14的冷却装置被进一步冷却,从而束棒22凝固。
70.借助于分离装置18,将束棒22为了其进一步加工的目的而分开为多个单个块并接下来被运出。替换地,束棒22例如可以由一个或多个辊压机架直接进一步加工,而之前不被分开。
71.图2示出了模具单元8的纵截面以及之前提到的模具承载装置10,在该模具承载装置上紧固模具单元8。通过模具单元8所导引的之前提到的冷却介质通过模具承载装置10被输送给模具单元8并经由模具承载装置10被进一步引出。
72.如由图2可见,模具单元8包括模具管24。模具管24包括由铜或铜合金制成的四个彼此一件式构造的侧壁26且具有带倒圆拐角的矩形外横截面形状(参见图7和图9)。因为连铸设施2在当前实施例中是弧形连铸设施,所以模具管24具有弧形构造的模子中空空间28。模子中空空间28的弯曲如此实现,即,弧形地构造四个侧壁26的两个较宽的侧壁。
73.此外,模子中空空间28在当前实施例中在模具管24的横截面中具有带倒圆拐角的矩形形状以及380mm的长度l和280mm的宽度b(参见图7和图9),其中,模子中空空间28的另外的尺寸设定原则上也是可行的。
74.此外,模具单元8包括四个分开的加强板30,这些加强板在外部被紧固在模具管24上并共同地围住模具管24,其中,在图2中仅可以看到四个加强板30中的两个。模具管24和加强板30相对彼此无接触地布置(参见图5和图6)。
75.此外,模具单元8包括围住模具管24和加强板30的柱形管罩32。在其上端部上,管罩32具有紧固法兰34,借助于该紧固法兰将模具单元8紧固在模具承载装置10上。在其下端部上,管罩32具有环绕的轮缘36。
76.此外,模具单元8具有紧固在管罩32的轮缘36上的封闭板38,借助于封闭板在管罩32的下端部上封闭管罩32和模具管24之间的开口。
77.图3示出了模具单元8的3d视图。在该图中可以看到带有其紧固法兰34和其轮缘36的管罩32以及模具管24的上边缘和模子中空空间28的一部分,与之相反,加强板30通过管罩32被遮盖。
78.管罩32针对每个加强板30分别具有一冷却介质入口40以及一冷却介质出口42。也就是说,管罩32总共包括四个冷却介质入口40以及四个冷却介质出口42。四个冷却介质入口40中的三个被布置在管罩32的紧固法兰34上,而另一冷却介质入口40在侧向上布置在管罩32上。同样地,四个冷却介质出口42中的三个被布置在紧固法兰34上,而另一冷却介质出口42在侧向上布置在管罩32上。
79.图4示出了模具单元8的俯视图。在该图中也可以看到模具管24的上边缘以及其模子中空空间28。此外,在图4中可以看到紧固法兰34和管罩32的轮缘36的一部分以及冷却介质入口40和冷却介质出口42。
80.此外,图4中示出了折弯的第一截平面v-v以及折弯的第二截平面vi-vi。
81.图5示出了沿着来自图4的截平面v-v穿过模具单元8的截面,以及图6示出了沿着来自图4的截平面vi-vi穿过模具单元8的截面。
82.不仅图5中,而且图6中画出了具有其模子中空空间28的模具管24、加强板30中的两个以及管罩32。
83.如由图5和图6清楚可见,紧固法兰34的一区段被支撑在加强板30上。此外,紧固法兰34相对于加强板30密封。
84.在其加强板30和其模具管24之间,模具单元8分别具有用于引导冷却介质46的冷却介质引导间隙44。冷却介质引导间隙44分别通过加强板30之一和模具管24的侧壁26之一在侧向进行限界。
85.图5中示出了符号上形式为箭头的冷却介质46,其中,箭头方向分别代表冷却介质46的流动方向。
86.冷却介质46经由管罩32的冷却介质入口40流入到模具单元8中。在管罩32和加强板30之间的中空空间48中,冷却介质46向下流动。冷却介质46在封闭板38上转向。然后在冷却介质引导间隙44中,冷却介质46向上流动并接下来经由管罩32的冷却介质出口42从模具单元8中出去。管罩32和加强板30之间的中空空间48在此情况下形成冷却介质供给部,而所述冷却介质引导间隙44形成冷却介质回流部。
87.图7示出了模具单元8的之前多次提到的模具管24的3d视图。在该图中可以看到模具管24的所有四个侧壁26以及其拐角区域50。
88.此外,图7中可以看到模具单元8的设有内螺纹和外螺纹的多个螺纹插件52,这些螺纹插件被拧入到模具管24的侧壁26的留空部54中并从留空部54中伸出(参见图8和图9)。
89.图8示出了模具单元8的一部分的截面图。
90.图8中示出了加强板30之一的一部分和模具管24的侧壁26之一的一部分。此外,图8中示出了模具单元8的连接元件56,借助于连接元件将画出的加强板30紧固在模具管24的画出的侧壁26上。
91.连接元件56被构造为膨胀螺栓并在其两个端部上分别具有螺纹区段58以及布置在其间的无螺纹的杆区段60,其中,杆区段60的长度相应于连接元件56的总长的大致60%。在当前实施例中,杆区段60具有比两个螺纹区段58中的每个螺纹区段更小的直径。替换地,杆区段60的直径可以等于对应的螺纹区段58的直径那么大。此外,连接元件56被拧入到之前提到的螺纹插件52之一中,该螺纹插件被插入到模具管24的画出的侧壁26的留空部54中。
92.连接元件56的一部分由夹紧套筒62围住,该夹紧套筒在顶端侧贴靠在所述的螺纹插件52上。此外,连接元件56借助于螺母64被保险。在螺母64和所画出的加强板30之间布置有垫圈66。在当前实施例中,垫圈66完全沉入到加强板30的留空部68中,而螺母64部分地在该留空部68中沉入。
93.垫圈66具有两个环形凹槽70,密封环72、优选弹性体密封环被分别插入到这些凹槽中,其中,这两个密封环72中的一个贴靠在加强板30上且这两个密封环72中的另一个贴靠在连接元件56上。
94.模具单元8的加强板30中的每个借助于上述形式的多个连接元件56被紧固在模具管24的所属侧壁62上(参见图9)。结合来自图8的连接元件56的上述实施方式相应地也适用于模具单元8的另外的连接元件56。
95.图10示出了相对于图8的模具单元8的一部分的替换截面图。
96.与图8不同,螺纹附件52与夹紧套筒62一件式实施。此外,杆区段60具有与螺纹区段58相同的外直径。最后,夹紧套筒62的长度仅为连接元件56长度的大致20%。通过该一件式的实施方式,加强板30与侧壁26的装配或拆卸被加速。
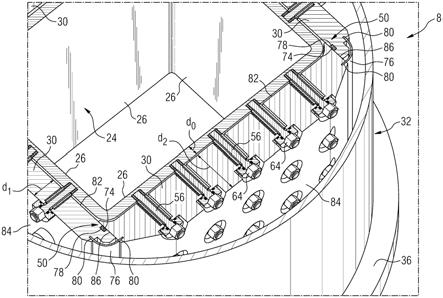
97.图9示出了模具单元8的横截面。在该图中可以看到模具管24的一部分、加强板30的多部分以及管罩32的一部分。此外,图9中尤其可以看到之前提到的连接元件56中的多个,以及螺母64,借助于螺母来保险连接元件56。
98.如由图9表明的那样,加强板30分别借助于多个连接元件56被紧固在模具管24上,但是加强板30没有通过拧接连接在模具管24的拐角区域50上彼此连接。
99.因为加强板30在模具管24的拐角区域50中也没有被直接触碰,所以加强板30的热力膨胀没有通过另一加强板30被阻止。模具管24的拐角区域50中的在两个彼此邻接的加强板30之间的密封元件74和76没有阻止热力膨胀,因为它们是可弹性变形的。
100.相邻的加强板30在模具管24的拐角区域50上分别借助于第一密封元件74以及第二密封元件76相对彼此密封。这些密封元件74、76使得模具单元8的冷却介质供给部与模具单元8的冷却介质回流部在模具管24的拐角区域50处分开。
101.对应的第一密封元件74是弹性密封绳,其被插入到相邻的加强板30之一的凹槽78中,与之相反,对应的第二密封元件76是长形的弧形密封片,该密封片以其纵向边缘嵌入到相邻的加强板30的两个凹槽80中。
102.进一步由图9可见的是,被紧固在模具管24的较窄侧壁26上的那些加强板30具有壁厚d1,该壁厚小于被紧固在模具管24的较宽侧壁26上的那些加强板30的壁厚d2。此外,模具管24具有壁厚d0,该壁厚小于之前提到的壁厚d1、d2。在当前实施例中,模具管26的壁厚d0为大致24mm,而被紧固在模具管24的较窄侧壁26上的加强板30的壁厚d1大致为55mm,且被紧固在模具管24的较宽侧壁26上的加强板30的壁厚d2大致为110mm,其中,针对壁厚d0、d1、d2的分别另外的值原则上也是可行的。
103.加强板30中的每个具有面朝模具管24的背侧82以及背离模具管24的前侧84。被紧固在模具管24的较宽侧壁26上的加强板30此外分别具有两个将其前侧84和其背侧82彼此连接的两个顶端侧边缘面86,这些边缘面部分地通过被紧固在模具管24的较窄侧壁26上的加强板30被遮盖。换句话说,被紧固在模具管24的较宽侧壁26上的两个加强板30部分地布置在被紧固在模具管24的较窄侧壁26上的两个加强板30之间。
104.尽管本发明在细节上通过优选实施例被详细图解及描述,但是本发明不被所公开的示例所限制且在不离开本发明的保护范围的情况下可以导出另外的变型。
105.附图标记列表
[0106]2ꢀꢀꢀ
连铸设施
[0107]4ꢀꢀꢀ
钢包回转塔
[0108]6ꢀꢀꢀ
浇铸钢包
[0109]8ꢀꢀꢀ
模具单元
[0110]
10
ꢀꢀꢀ
模具承载装置
[0111]
12
ꢀꢀꢀ
分配池
[0112]
14
ꢀꢀꢀ
束棒引导系统
[0113]
16
ꢀꢀꢀ
束棒引导滚子
[0114]
18
ꢀꢀꢀ
分离装置
[0115]
20
ꢀꢀꢀ
出口管
[0116]
22
ꢀꢀꢀ
束棒
[0117]
24
ꢀꢀꢀ
模具管
[0118]
26
ꢀꢀꢀ
侧壁
[0119]
28
ꢀꢀꢀ
模子中空空间
[0120]
30
ꢀꢀꢀ
加强板
[0121]
32
ꢀꢀꢀ
管罩
[0122]
34
ꢀꢀꢀ
紧固法兰
[0123]
36
ꢀꢀꢀ
轮缘
[0124]
38
ꢀꢀꢀ
封闭板
[0125]
40
ꢀꢀꢀ
冷却介质入口
[0126]
42
ꢀꢀꢀ
冷却介质出口
[0127]
44
ꢀꢀꢀ
冷却介质引导间隙
[0128]
46
ꢀꢀꢀ
冷却介质
[0129]
48
ꢀꢀꢀ
中空空间
[0130]
50
ꢀꢀꢀ
拐角区域
[0131]
52
ꢀꢀꢀ
螺纹插件
[0132]
54
ꢀꢀꢀ
留空部
[0133]
56
ꢀꢀꢀ
连接元件
[0134]
58
ꢀꢀꢀ
螺纹区段
[0135]
60
ꢀꢀꢀ
杆区段
[0136]
62
ꢀꢀꢀ
夹紧套筒
[0137]
64
ꢀꢀꢀ
螺母
[0138]
66
ꢀꢀꢀ
垫圈
[0139]
68
ꢀꢀꢀ
留空部
[0140]
70
ꢀꢀꢀ
凹槽
[0141]
72
ꢀꢀꢀ
密封环
[0142]
74
ꢀꢀꢀ
密封元件
[0143]
76
ꢀꢀꢀ
密封元件
[0144]
78
ꢀꢀꢀ
凹槽
[0145]
80
ꢀꢀꢀ
凹槽
[0146]
82
ꢀꢀꢀ
背侧
[0147]
84
ꢀꢀꢀ
前侧
[0148]
86
ꢀꢀꢀ
边缘面
[0149]bꢀꢀ
宽度
[0150]
d0ꢀꢀꢀ
壁厚
[0151]
d1ꢀꢀꢀ
壁厚
[0152]
d2ꢀꢀꢀ
壁厚
[0153]
l
ꢀꢀꢀ
长度
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1