一种用于激光冲击强化吸收层涂覆和去除的装置和工艺
1.本发明涉及激光冲击强化技术领域,具体涉及一种用于激光冲击强化吸收层涂覆和去除的装置和工艺。
背景技术:
2.激光冲击强化是一种新兴的金属表面强化技术,该技术能使金属表面产生一层很深的残余压应力层,而残余压应力能够平衡和抵消外部载荷,延长零件的使用寿命。激光冲击强化原理为利用高能、短脉冲激光辐照在金属表面的吸收层上(通常为铝箔或黑胶带)产生等离子体,等离子体继续吸收激光能量膨胀形成冲击波在上表面透明约束层(通常为水或玻璃)的约束下向金属材料内部传播,从而对金属材料进行强化。
3.在激光冲击强化中,吸收层可起到替代金属材料汽化、隔绝爆炸热量以及提供产生冲击波的等离子体的作用,提高激光冲击强化效果的同时能够有效防止金属材料被烧蚀。因此,吸收层表面状态对激光冲击强化效果具有直接影响。传统的激光冲击强化吸收层的涂覆和去除具有人工涂覆和去除效率低、容易产生气泡、难以承受连续激光冲击和受金属表面状态影响大等缺点,不适合作为工业生产中激光冲击强化的吸收层材料。目前还没有激光冲击吸收层自动化涂覆和去除设备。
技术实现要素:
4.本发明的目的是提供一种用于激光冲击强化吸收层涂覆和去除的装置和工艺,本发明与手工粘贴和去除传统激光冲击强化吸收层黑胶带或铝箔相比自动化程度更高,涂覆和去除效率更高,更适用于实际工程中。
5.为实现上述目的,本发明采用的技术方案如下:
6.一种激光冲击强化吸收层自动涂覆和去除装置,包括供胶桶、点胶阀、喷嘴、空气压缩机、三轴位移平台、激光器和激光头;其中:所述激光器通过光纤与激光头连接传输激光;所述空气压缩机通过一根管路与供胶桶连接,通过另一根管路连接点胶阀,所述供胶桶通过管路连接点胶阀,点胶阀和喷嘴连接;空气压缩机提供的压缩空气与供胶桶提供的液体吸收层材料输送到喷嘴中,液体吸收层材料在压缩空气的作用下喷射至工件表面后形成吸收层。
7.所述三轴位移平台设于工件上方,工作放置于工作台上。
8.所述激光头上设有吸尘器,用于回收激光去除吸收层时所产生的烟雾。
9.所述激光头和点胶阀固定于所述三轴位移平台上,三轴位移平台的动作带动激光头和点胶阀进行运动。
10.该装置还包括支架,所述支架用于将三轴位移平台固定至工件上方;所述支架为“π”型结构,支架下表面与三轴位移平台的上表面固定在一起。
11.利用所述装置进行的激光冲击强化吸收层自动涂覆和去除的工艺,包括如下步骤:
12.(1)待强化零件表面清洗、吹干,放到工作台上定位与夹紧;
13.(2)向供胶桶倒入液体吸收层材料,根据液体黏度设置涂覆参数,向喷嘴内输入压缩空气;
14.(3)根据零件具体强化区域设计喷嘴运动轨迹,三轴位移平台下降使喷嘴运动到待涂覆区域边缘的初始位置,之后根据运动轨迹控制喷嘴运动,在待加工区域涂覆所需厚度的液体吸收层材料后,喷嘴上升;
15.(4)待液体吸收层凝固后,按选定的工艺参数进行激光冲击强化;
16.(5)将强化后的试件重新放到工作台上,设置激光参数,根据零件具体强化区域生成激光头运动轨迹;
17.(6)三轴位移平台下降使激光头运动到涂覆区域边缘的初始位置并调整高度使激光聚焦到吸收层上,之后根据运动轨迹控制激光头运动,开启激光和吸尘器,使用激光按步骤(5)设定的参数对表面吸收层进行去除,利用吸尘器将吸收层回收和集中处理。
18.上述步骤(2)中,吸收层涂覆参数为:工作气压1-7kgf/cm2,喷嘴单次涂胶量0.01ml-0.1ml,喷嘴运动速度50-200mm/s,涂胶频率10-100次/min。
19.上述步骤(6)中,吸收层去除参数为:激光功率10-50w,重复频率为50-100khz,扫描速度为2000-8000mm/s。
20.本发明具有以下有益效果及优点:
21.1、本发明吸收层涂覆和去除的全自动化加工,加工效率比传统人工涂覆和去除高,且厚度均匀,不宜产生气泡。
22.2、本发明通过点胶阀控制吸收层流量,从而控制吸收层厚度,使零件能够承受连续、多次激光冲击处理。
23.3、本发明利用激光去除吸收层,表面无残留胶,且利用吸收器回收生成的烟雾,便于收集废弃物,保护环境。
附图说明
24.图1为吸收层的自动涂覆和去除装置。
25.图2为本发明方法操作流程。
26.图3为本发明去除吸收层后的试件。
具体实施方式
27.下面结合附图及实施例对本发明做进一步的详细说明。
28.如图1-2所示,本发明提供一种激光冲击强化吸收层自动涂覆和去除装置,包括供胶桶、点胶阀、喷嘴、空气压缩机、三轴位移平台、激光器和激光头;其中:所述激光器通过光纤与激光头连接传输激光;所述空气压缩机通过一根管路与供胶桶连接,通过另一根管路连接点胶阀,所述供胶桶通过管路连接点胶阀,点胶阀和喷嘴连接;空气压缩机提供的压缩空气与供胶桶提供的液体吸收层材料(液体吸收层材料组成:丁腈橡胶20-40%,苯乙烯30-50%,全氯乙烯5-15%,二氧化硅5-15%,炭黑0.5-1%)输送到喷嘴中,液体吸收层材料在压缩空气的作用下喷射至工件表面后形成吸收层。
29.所述三轴位移平台设于工件上方,工件放置于工作台上;所述激光头和点胶阀固
定于所述三轴位移平台上,三轴位移平台的动作带动激光头和点胶阀进行运动。通过支架将三轴位移平台固定至工件上方;所述支架为“π”型结构,支架下表面与三轴位移平台的上表面固定在一起。
30.所述激光头上设有吸尘器,用于回收激光去除吸收层时所产生的烟雾。
31.该装置中,供胶桶与点胶阀相连提供液体吸收层,压缩空气与供胶桶和点胶阀提供涂覆吸收层所需的压力,激光器通过光纤将激光传输到激光头,从而利用激光去除吸收层。
32.激光冲击强化吸收层的自动涂覆和去除过程如下:
33.金属零件放入浓度75wt.%以上的酒精中进行超声清洗,并用氮气吹干。将零件放在工作台上定位与夹紧,向供胶桶倒入足量的液体吸收层,根据液体黏度设定涂覆参数,涂覆参数范围如下:工作气压1-7kgf/cm2,喷嘴单次涂胶量0.01ml-0.1ml,喷嘴运动速度50-200mm/s,涂胶频率10-100次/min。为设备提供一定压力的压缩空气。根据零件具体强化区域生成喷嘴运动轨迹,控制三轴位移平台运动,在代加工区域涂覆一定厚度的液体吸收层。待液体吸收层凝固后,按选定的工艺参数进行激光冲击强化。将强化后的试件重新放到工作台上进行定位与夹紧,设置激光参数,激光参数范围如下:激光功率10-50w,重复频率为50-100khz,扫描速度为2000-8000mm/s。根据零件具体强化区域生成激光头运动轨迹。控制三轴位移平台运动,开启激光和吸尘器,使用激光对表面吸收层进行去除,利用吸尘器将吸收层回收,集中处理,直到零件表面吸收层完全去除,完成强化过程。
34.实施例1
35.本发明针对a356铝合金进行激光冲击强化吸收层自动涂覆和去除的较优条件为:
36.使用线切割设备将a356铝合金切成30mm
×
30mm
×
5mm的试样。在金相试样预磨机上,依次用240#、800#、1000#、2000#砂纸预磨并抛光,最后经过酒精超声波清洗并用氮气吹干。
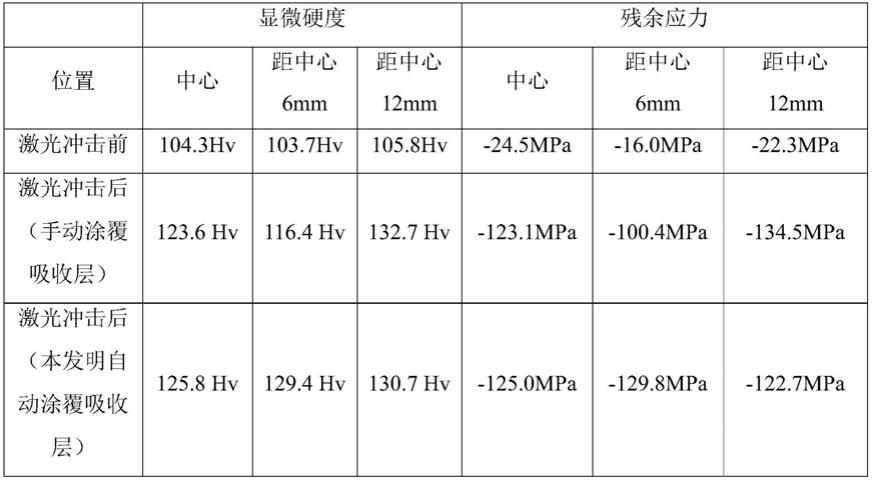
37.使用吸收层自动涂覆和去除装置对铝合金样块进行涂覆吸收层,涂覆参数为:工作气压2kgf/cm2,喷嘴单次涂胶量0.01ml,喷嘴运动速度180mm/s,涂胶频率100次/min。凝固后对零件整个平面进行激光冲击强化。使用吸收层自动涂覆和去除装置对激光冲击强化后铝合金样块进行去除吸收层,激光参数为:激光功率50w,重复频率为100khz,扫描速度为2000mm/s。激光强化前后对使用吸收层自动涂覆和去除装置及方案的铝合金样块进行残余应力和显微硬度测试,并与手动涂覆液体强化胶性能做对比。
38.测试结果如表1所示,结果表明,使用吸收层自动涂覆和去除装置及工艺的试件进行激光冲击强化后性能得到提升。且与手动涂覆液体强化胶相比,由于厚度均匀性好,因此强化效果均一性较好。与手动涂覆黑胶带和铝箔相比,由于不会产生气泡(若手动涂覆黑胶带和铝箔产生气泡需要撕掉重新涂覆),因此效率更高。
39.表1
[0040][0041]
本发明利用激光去除吸收层,表面无残留胶,如图3所示,且利用吸收器回收生成的烟雾,便于收集废弃物,保护环境。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1