用于涂覆工件的系统和方法与流程
1.本发明涉及一种根据权利要求1的前序部分的用于使用涂覆装置涂覆工件、特别是制动盘或制动鼓的系统,该涂覆装置设计成将金属涂层施加到工件的表面。
2.此外,本发明涉及一种根据权利要求12的用于涂覆工件的方法。
背景技术:
3.长久以来已知用于使用涂覆装置(借助于其将金属涂层施加到工件表面)涂覆工件的系统和方法。此类涂覆装置用于发动机组中的缸膛的涂覆中,例如,其中使用等离子喷涂法、热喷涂法或另一金属涂覆方法。
4.申请人的ep 3 048 181 b1公开了一种对工件进行金属涂覆的系统和方法,其中,包括待涂覆的缸膛的发动机组布置在旋转台上,借助于该旋转台,工件可在装载工位和处理工位之间旋转。在此过程中,发动机组被容纳在装载工位中,其中使用测量设备测量缸膛。然后,发动机组被旋转到涂覆位置中,其中借助于等离子喷涂将金属涂层施加到缸膛表面。同时,在将发动机组旋转到涂覆位置中时,已完成涂覆的发动机组往回旋转到装载位置中。在该过程中,使用测量设备测量已涂覆的发动机组,然后将其从装载工位卸载。
5.在装载工位,通过测量设备再次测量发动机组的如此涂覆的表面,例如,使得直接识别涂覆缺陷。
6.在这种已知的现有技术中,测量和涂覆可在单个装置中执行,其中每个涂覆装置只需要一个测量设备。因此,大和相对贵重的发动机组可被高效地处理且带有高的涂覆质量和涂覆可靠性。
技术实现要素:
7.本发明是基于提供一种用于涂覆工件的系统和方法的目标,借助于其,甚至在相对小的工件的情况下也可实现增加的效率。
8.根据本发明,该目标通过具有权利要求1的特征的系统以及通过具有权利要求12的特征的方法两者而解决。本发明的优选实施例在从属权利要求中阐述。
9.根据本发明的系统的特征在于:提供多个涂覆装置且其被布置在模块组中,该多个涂覆装置设计为相同的涂覆模块;输入测量工位被分配至模块组,借助于该输入测量工位,可检测待涂覆的工件的面的表面;提供了输送设备,借助于该输送设备,可将工件从输入测量工位供应到涂覆模块中的一个;以及,输出测量工位被分配至模块组,借助于该输出测量工位,可检测工件的已涂覆的面的表面。
10.本发明的基本概念可被认为是:为了增加效率,提供大量基本相同地构造的涂覆模块,它们形成模块组。根据本发明,测量工位并不是分配至单个涂覆模块,而是公共输入测量工位和公共输出测量工位整体上分配至模块组。这确保了工件在处理前和处理后基本一致的测量结果。因此可获得大量具有类似质量的工件。由于该系统设计,在有效的成本下实现了增加的可用性水平,因为,如果需要密集维护的涂覆装置中的一个发生故障,它可被
另一个涂覆模块迅速替换,而测量工位仍能够使用。使用该系统,可生产特别是低磨损和/或特别耐腐蚀的大批量生产的构件,例如包括金属制动表面的制动盘或制动鼓。
11.输送设备可被设计成任何形式,且可包括例如一个或多个装卸机器人。
12.根据本发明的发展,通过包括线性输送机的输送设备实现了特别紧凑和耐用的设计,各个涂覆模块沿该输送设备布置。待处理的工件可因此经过各个涂覆模块,直到它被例如单独的装卸或供应单元供应到选择的涂覆模块。
13.原则上,输入测量工位和输出测量工位可结合且本身可包括一个或多个测量设备。根据本发明的变型,特别优选的是,在线性输送机的输送方向上,输入测量工位布置在模块组的上游且输出测量工位布置在模块组的下游。这样,可实现制造系统内的定向材料流。此处,制造系统可包括工件的预处理,例如借助于机加工、打磨表面、清洁表面或者类似的处理步骤。其他处理工位可布置在用于涂覆的系统的下游。
14.根据本发明的发展,对于基本自动化的工作流,有利的是,提供至少一个装卸设备,特别是多轴夹持器,借助于其,可将工件供应到输入测量工位和/或输送设备和/或输出测量工位。因此,例如,装卸设备可布置在输入测量工位的上游,借助于该装卸设备,可将工件从主输送设备供应到例如输入测量工位,并且在测量完成后,将工件从输入测量工位转移到输送设备,并且转移到各个涂覆模块。以类似的方式,额外的装卸设备可布置在输出测量工位的上游,该设备将工件从输送设备取走且将其供应到输出测量工位,并且可选地,在输出测量工位的测量后,该工件被再次供应到主输送设备。额外的装卸设备(例如多轴夹持器或者简单的供应输送机)甚至可布置在各个涂覆模块处以便将工件从输送设备(特别是线性输送机)供应到选择的涂覆模块。工件可被夹紧到运输托盘上,工件在夹紧位置中被测量、涂覆和输送。
15.本发明的另一个实施例的特征在于:提供了控制设备,该控制设备设计成控制输送设备以将特定工件供应到特定涂覆模块;并且,控制设备进一步设计成基于输入测量工位中已检测到的特定工件的测量值来控制特定涂覆模块施加金属涂层到工件。在该过程中,系统由控制设备全面控制。在测量工件后,所得到的特别是包括显示沿表面的峰和谷的轮廓的表面结构的测量值从控制设备提供给空闲且由控制设备选择用于执行涂覆的涂覆模块。数据可从整个系统的控制设备传输并输入相应涂覆模块的子控制单元中。可在工件上执行与来自输入测量的值相关的期望的涂覆。
16.在涂覆完成后,对已涂覆的工件进行最后一次测量,测量值(其同样特别地包括表面轮廓和表面上的厚沉积物)被提供到控制设备。控制设备可将输入值和输出值进行比较,并可将它们与经相应涂覆模块的涂覆相关的值相关联。结果,例如可确定工件是否被正确涂覆,或者在特定涂覆模块中的涂覆期间是否产生了缺陷或者至少不期望的偏差。这使得有可能识别在早期阶段出现的缺陷或偏差,并且特别地还有可能在出现次品之前的合适时间识别特定涂覆模块中朝尺寸偏差的趋势。据此,可以在涂覆的过程中修改涂覆模块的参数,或者及时启动涂覆模块的保养工作。
17.根据本发明的变型,另一改进可通过使每个涂覆模块包括支撑框架且在模块组中可互换地布置而实现。在简单的情况下,这里的支撑框架可包括托盘状的底板和/或箱状的框架。这使得有可能使用叉车或者室内吊车来移动涂覆模块。因此,例如,一个涂覆模块可以高效方式被新的涂覆模块替换。通过增加额外的涂覆模块或者通过运走不需要的涂覆模
块,还可以很容易地进行生产量调整。
18.原则上,模块组中的涂覆模块可以以任意期望方式布置。根据本发明的发展,有利的是,模块组中的涂覆模块彼此并行地布置。该并行不一定指并行空间布置。而是,该用语应当被认为是与串行布置相反,其中各个涂覆模块在并行布置中定位在彼此旁边,并且能够彼此并行地执行涂覆。
19.根据本发明的发展,通过使多个模块组各自设有输入测量工位和输出测量工位并且彼此并行地布置实现了生产量调整期间的灵活性的进一步提高。这样,通过两个或更多个各自包括多个涂覆模块的模块组也可同时并行地涂覆大量工件。对于较大的生产量改变,可因此增加额外的模块组或者将其从整个系统断开。
20.这里特别有利的是,提供主输送设备以用于向至少一个模块组供应工件以及用于从其中卸下工件。主输送设备与相对于彼此布置成并行布置的各个模块组互连。主输送设备可特别地为线性输送机,例如包括循环输送带的运输输送机。
21.本发明的优选实施例进一步包括,后处理工位被分配至一个模块组或多个模块组。该后处理工位设计成用于工件的已涂覆表面的材料移除处理。该材料移除处理可特别地包括对已施加的金属涂层的磨削、珩磨、研磨或抛光。
22.本发明的另一个有利变型可被认为是控制设备设计成用于基于已涂覆的工件的测量值来控制后处理工位,该测量值已由工件所经过的输出测量工位检测。特别地,层厚度和涂层中的不规则可在该过程中通过控制设备传输至后处理工位。后处理工位中的子控制单元可基于来自输出测量工位的这些测量值提供有效的后处理。
23.关于用于使用上述系统涂覆工件的根据本发明的方法,设置为:待涂覆的工件被供应至输入测量,其中检测待涂覆的工件的面的表面;借助于输送设备将工件引导到模块组中的涂覆模块中的一个,在该模块组中,将金属涂层施加到待涂覆的工件的表面;以及,将已涂覆的工件供应到输出测量工位,其中检测工件的已涂覆的表面。
24.使用该方法,可根据本发明来操作上述系统。上述优点可由此实现。
25.涂覆可以是合适的涂覆方法,特别是激光沉积焊接、等离子喷涂、热喷涂法等等。
26.使用根据本发明的方法,可使特别是制动盘或制动鼓或作为大批量生产构件的其他制动构件高效地设有耐磨损和/或耐腐蚀的金属涂层。借助于此类制动构件,可显著减少制动期间的磨损和因此带来的颗粒释放问题。
附图说明
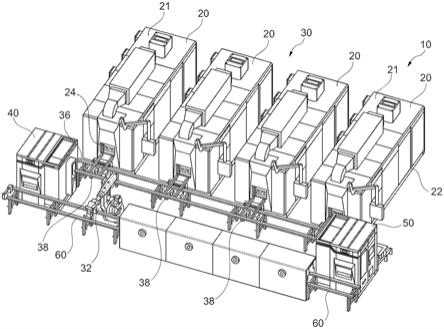
27.下面基于附图中示意性示出的优选实施例来更详细地解释本发明,在附图中:图1是根据本发明的包括模块组的系统的示意图;图2是用于涂覆工件的示意图;以及图3是根据本发明的另一个系统的透视图,该系统包括多个根据图1的模块组。
具体实施方式
28.根据本发明的系统10的第一实施例在图1中示出。所述系统包括四个涂覆模块20,它们在彼此旁边以并行布置形成模块组30。输入测量工位40在模块组30的上游,工件(这里未示出)借助于主输送设备60输送到该工位。借助于在该示例性实施例中构造为多轴机器
人的装卸设备32,从主输送设备60拾取工件并将其供应到箱形输入测量工位40。
29.在输入测量工位40中测量工件(特别是待涂覆的表面)。在该过程中,可特别地检测待涂覆的面的表面结构,其中特别地检测和测量表面中的峰和谷。
30.然后,可将所测量的工件经由装卸设备32从输入测量工位40转移出来,或直接从输入测量工位40转移到沿涂覆模块20运行的线性输送设备36。在每个涂覆模块20的上游,在设计为线性输送机的输送设备36上布置有供应设备38,借助于该供应设备,工件被引入选择的涂覆模块20的箱形壳体21中的入口开口24中。
31.涂覆模块20设计成相同或基本相同的,并且包括运输框架22。利用该运输框架22,可借助于室内起重机或叉车来移动和重新定位涂覆模块20。这使得例如在生产量改变的情况下有可能添加或移除额外的涂覆模块20,或为了修理或维护目的利用新的涂覆模块20替换现有的涂覆模块20。
32.在涂覆模块20中,工件20的至少一个表面设置有金属涂层,这将在下面结合图2更详细地解释。在涂覆之后,工件通过入口开口24往回引导到输送设备36上。这也可通过供应设备38来执行。借助于输送设备36,涂覆的工件被输送到公共输出测量工位50,在该公共输出测量工位中测量工件的涂覆的表面。在输出测量工位50中的该最终测量之后,将工件往回放到主输送设备60上,借助于该主输送设备,可输送工件以进行进一步处理。工件同样可通过装卸设备32以与输入测量工位40相同的方式从输送设备36转移到输出测量工位50并且再次转移到主输送设备60,但是这未在图1中示出。
33.在输入测量工位40中针对指定工件确定的测量值传输到中央控制设备。借助于控制设备,输送设备36也由相关的供应设备38控制,使得测量的工件被引导至模块组30中的指定涂覆模块20。同时,通过控制设备将指定工件的测量值转送到选择的或指定的涂覆模块20,使得可取决于输入测量值来涂覆工件5。在涂覆之后,在箱形输出测量工位50中测量工件,所确定的测量值同样转送到中央控制设备和针对指定工件的数据集。可在控制设备中执行输入测量值和输出测量值以及涂覆参数的比较,以便确定是否已经正确执行涂覆。如果需要,在涂覆期间可通过控制设备重新调整涂覆模块20的操作参数。
34.根据图2,可提供盘形元件作为待涂覆的工件5,特别是具有一个或两个待涂覆的表面6的制动盘。金属涂层可通过涂覆喷嘴26借助于等离子涂覆或激光沉积焊接来施加。涂覆喷嘴26布置在载体27上。在等离子涂覆中,金属颗粒在电弧中熔化且以高速施加至表面6。在沉积焊接中,首先施加涂覆材料(特别是金属粉末),并然后借助于激光器局部熔化。在该过程中,可以多个步骤和多层执行涂覆。特别地,还可利用不同的层厚度、不同的材料和不同的方法来施加这些层,以便获得期望的特性,特别是在粘附性、耐磨性和/或耐腐蚀性方面。
35.原则上,可能使用借助于载体27沿待涂覆的工件表面6移动的涂覆喷嘴26来执行涂覆。除了等离子喷涂和/或激光沉积焊接之外,也可使用其他热金属涂覆方法作为备选,或者相互结合。
36.在图3中示出了根据本发明的系统10的发展,其包括总共三个模块组30,每个模块组由四个涂覆模块20组成。在此,根据图1中的实施例设计各个模块组30,其中在每个模块组30中分配输入测量工位40和输出测量工位50。
37.总共三个模块组30沿线性主输送设备60布置,使得在该并行布置中,可在各个模
块组30和各个处理模块20中并行地处理工件。在经过相应的输出测量工位50之后,将已完成涂覆的工件往回引导到主输送设备60,借助于该主输送设备将工件输送到后处理工位64。
38.在根据图3所示的实施例中,后处理工位64包括总共四个并行地布置的磨削装置66。借助于磨削装置66,可处理和磨削工件的至少一个涂覆表面作为最终步骤。为了确保高效的后处理,可将对每个工件检测到的测量值转送到后处理工位64中的指定的磨削装置66,该后处理工位已经由控制设备选择用于处理工件。例如,取决于工件的涂覆表面的检测到的最终高度,可因此使磨削工具在相应的磨削装置66中朝着工件有效地前进。
39.从根据图3的实施例可特别看出,即使对于潜在需要的生产量的更大增加,不仅各个涂覆模块20而且各自包括多个涂覆模块20以及相关联的输入测量工位40和输出测量工位50的整个模块组30可很容易地添加到整体系统中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1